
在精密磨削加工中,砂輪的修整是一個至關重要的環節,它直接影響砂輪的切削性能、加工精度以及工件的表面品質。透過適當的修整方式與參數設定,可以確保砂輪保持良好的形狀與切削能力,從而提高加工效率並延長砂輪的使用壽命。
修整方式主要分為順銑與逆銑,兩者在修整效果上存在顯著差異,而影響修整結果的關鍵參數,如速比、軸向進給速度、停留轉速與進給速率,也必須根據不同的加工需求進行調整。
由於應用場景與工件要求的多樣性,了解並掌握這些修整技術,能夠有效優化磨削過程,確保穩定的加工品質與高效的生產效能。
目錄
什麼是順銑?
主要是指滾輪的切削方向與工件進給方向相同。
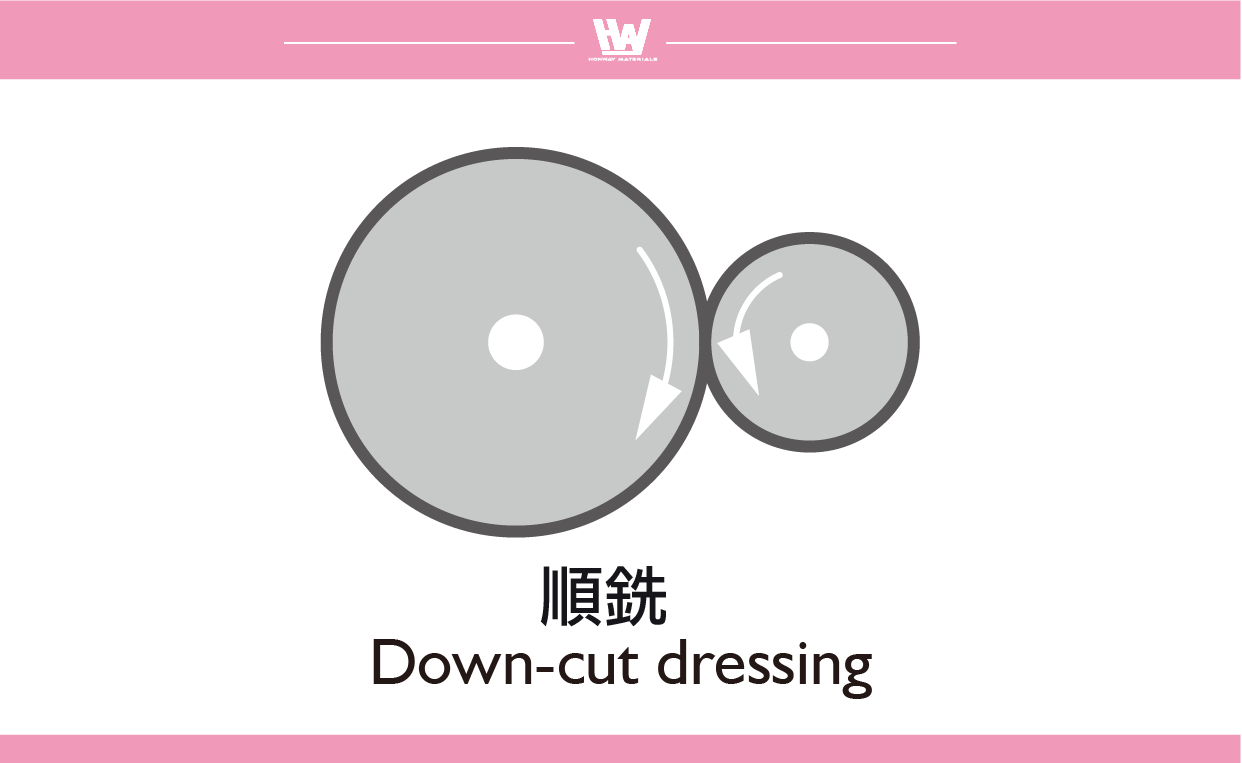
特點
- 有效粗糙度較高:適合產生較粗糙的砂輪表面,提高材料去除率。
- 速比影響大:透過改變修整滾輪與砂輪的速比,可以顯著調整有效粗糙度,使其適應不同加工需求。
應用範圍
- 適用於高性能仿形、粗磨砂輪,以及磨削時容易燒傷的關鍵輪廓的精磨。
什麼是逆銑?
主要是指滾輪的切削方向與工件進給方向相反。
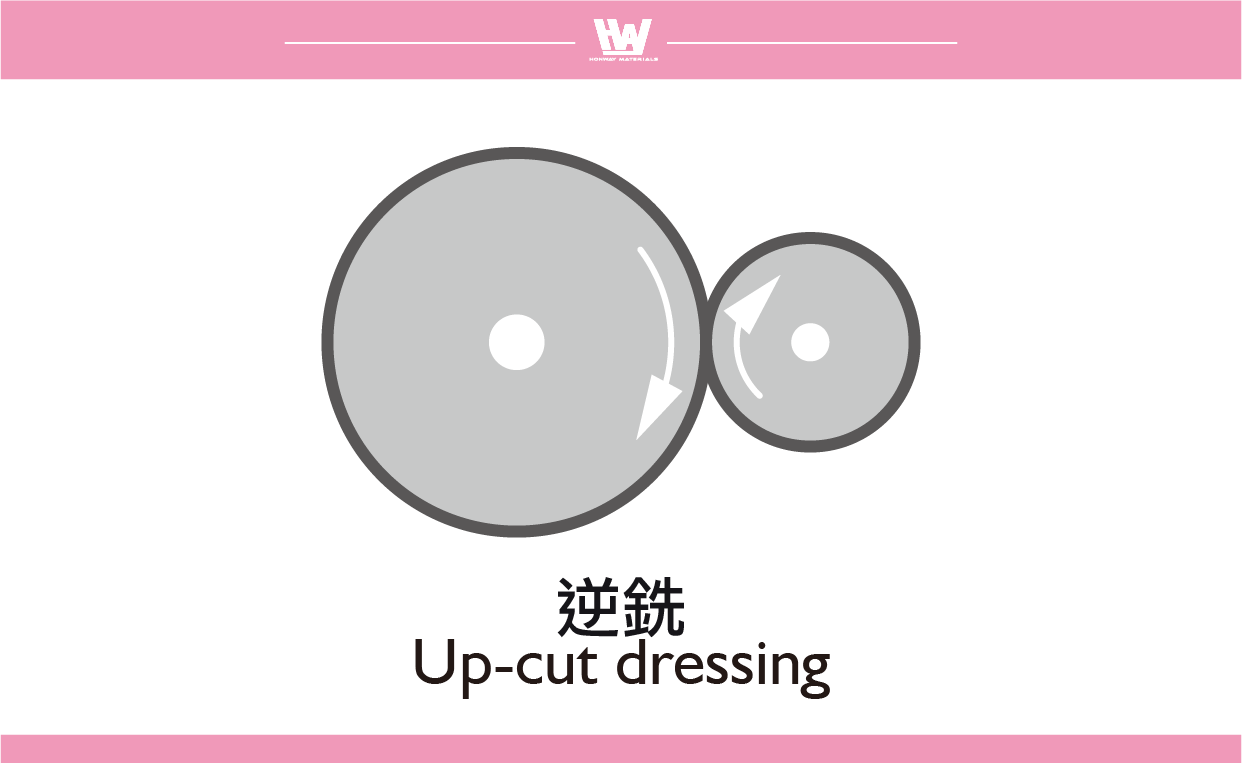
特點
- 有效粗糙度較低:能產生較細膩的砂輪表面,提高加工精度與光潔度。
- 速比影響相對較小:即使調整速比,對有效粗糙度的影響也不如順銑修整明顯。
應用範圍
適用於精磨砂輪,特別是磨削過程中不易燒傷的非關鍵輪廓修整。
我們可以得出以下分析:
- 順銑修整適用於粗磨與高效加工,因為其有效粗糙度較高,使砂輪能夠更快去除材料,適合磨削容易燒傷的關鍵輪廓的精磨。
- 逆銑修整則適用於精密加工,能夠提供較低的表面粗糙度,適用於對光潔度要求較高的精磨工藝,適用於磨削過程中不易燒傷的非關鍵輪廓。
因此我們可以藉由自己的需求來選擇要順銑還是逆銑。
砂輪修整四大會影響面粗度的數值
選擇完修整方向就後就要來了解我們所設定的各種數值會如何影響面粗度,會影響砂輪修整的面粗度數值主要有四種:速比、軸向進給速度、停留轉速、進給速率。
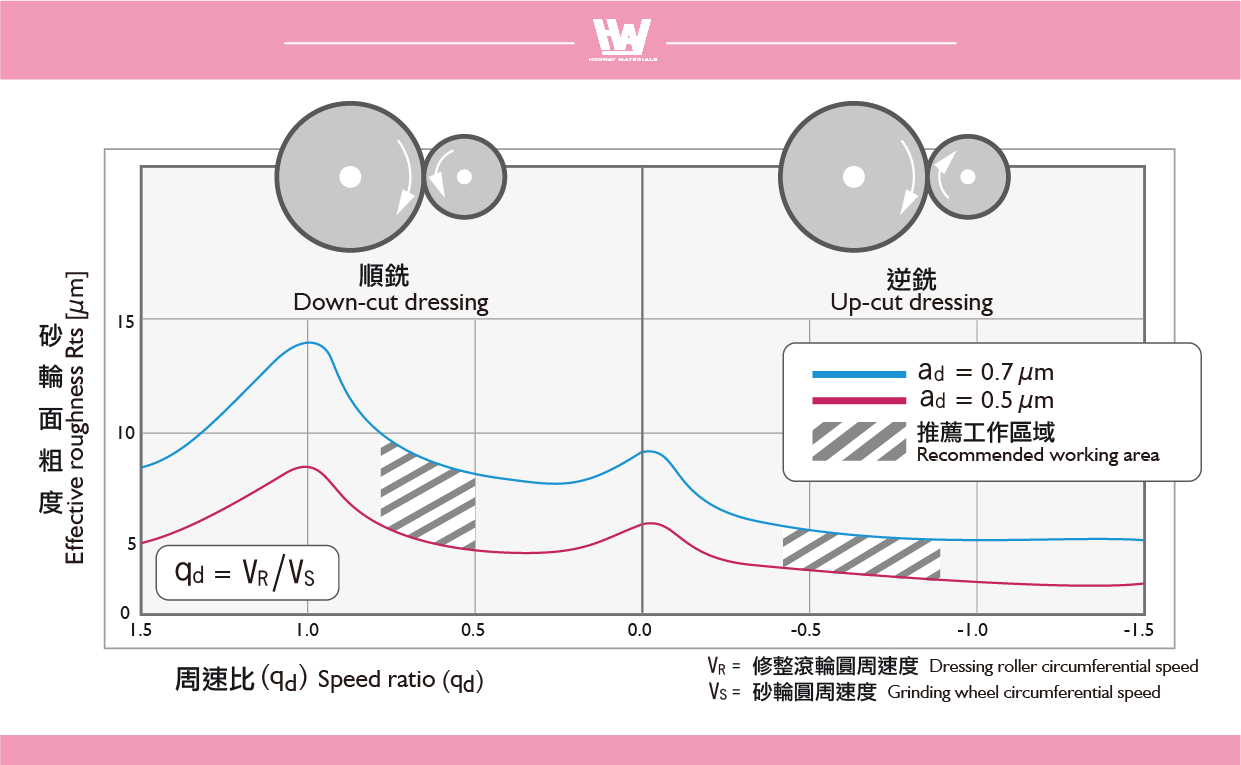
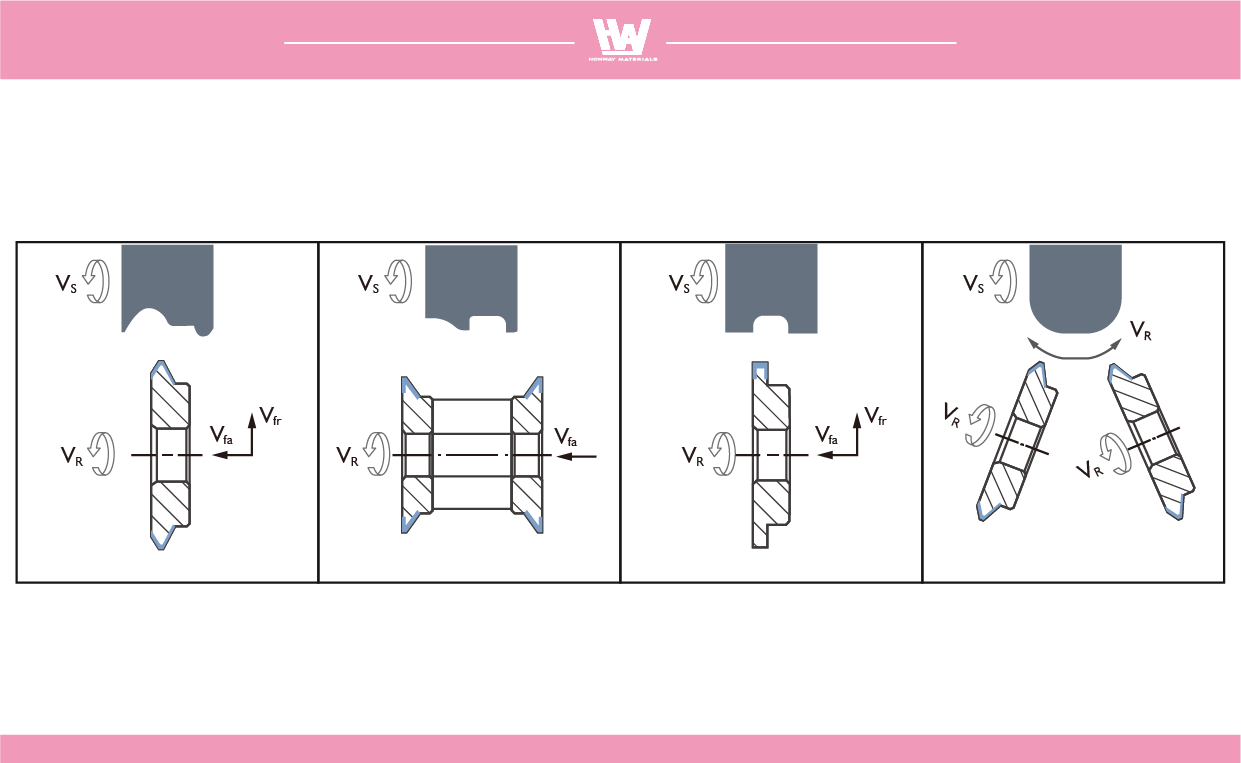
速比(qd)
對於面粗度的影響最大,該值是透過修整滾輪的週轉速與砂輪的週轉數相除獲得的,即:qd=VS/VR
- 較高的速比(qd↑):產生較高的有效粗糙度,使砂輪表面更粗糙,適合高效材料去除。
- 較低的速比(qd↓):產生較低的有效粗糙度,使砂輪表面更加平滑,適合精密磨削。
※注意:請勿使用1或接近1的速度比,這樣的修整容易使砂輪消耗過快或導致滾輪損壞。
軸向進給速度(V)
是指使用鑽石修整滾輪時所需的另一個工作參數是軸向或切向速度的進給運動。
進給速度增加
- 順銑修整的進給速度通常高於逆銑修整。
- 進給速度越快,砂輪的有效粗糙度越高,使其更適合高材料去除率的粗磨。
進給速度降低
- 進給速度較低時,修整作用更細膩,能產生較光滑的砂輪表面。
- 適用於高光潔度要求的精磨,可降低工件表面粗糙度,提高加工精度。
一般建議的軸向進給速度範圍
- 粗磨修整:100 – 300 mm/min
- 精磨修整:30 – 100 mm/min
進給速度應根據應用需求與工作條件進行調整,以確保修整效果與砂輪壽命的最佳平衡。
停留轉速(na)
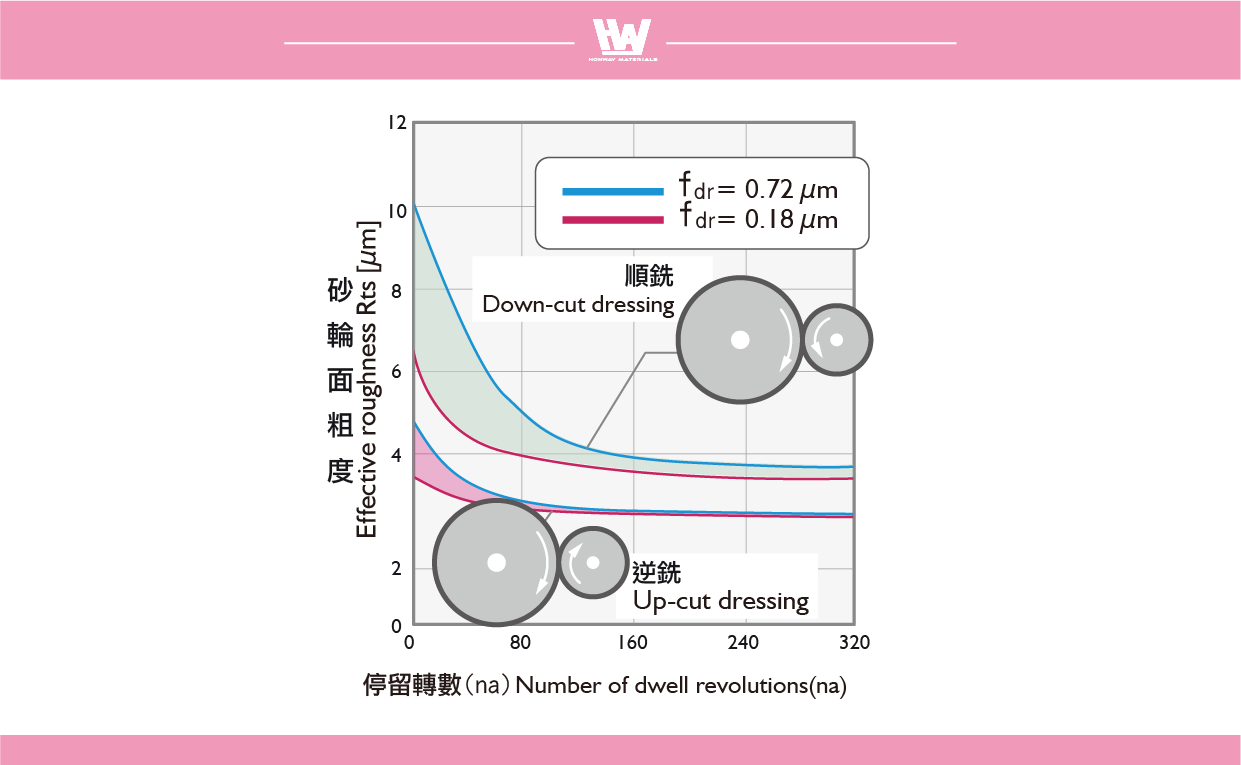
停留轉數增加(na↑)-面粗度越低:但過高的停留轉數可能會導致砂輪表面過度修整,影響切削效率。
停留轉數減少(na↓)-面粗度越高:如果停留轉數過低,可能會導致修整不均勻,影響加工精度。
順銑與逆銑修整的建議停留轉數
- 順銑修整:約 150 轉
- 逆銑修整:約 50 轉
※當面粗度較高時,可以適當提高停留轉數來改善表面品質。
如果出現磨削燒傷怎磨辦?
雖然較低的停留轉數有助於維持砂輪較高的粗糙度,但可能會導致磨削燒傷,若出現應適當提高停留轉數,以獲得較穩定的修整效果,減少熱損傷。
進給速率(Ad)
砂輪修整時,徑向進給增量指的是砂輪每轉一圈時,鑽石修整滾輪的進給量。隨著進給量的增加(順銑大於逆銑),有效粗糙度會相應增加。
建議進給量:
- 標準進給量:0.25–0.5 μm / 砂輪每轉。
- 總進給量:應盡可能小,以恢復砂輪輪廓(通常 <0.03 mm)。
- 連續修整:刀具以 0.2 μm / 砂輪每轉的速率進給。
標準進給量範圍:
- 粗磨:0.1–0.5 mm
- 精磨:0.005–0.05 mm
※修整時,進給量主要取決於修整整滾輪的類型、所需要的砂輪輪廓、切削條件、粗磨還細磨,由於應用條件眾多,我們只能依照標準值去做修正。
滾輪形狀的選擇
應用⽅法根據所需的砂輪輪廓,需要不同類型的整形滾輪。
常見的修整工具
鑽石滾輪>>鑽石滾輪
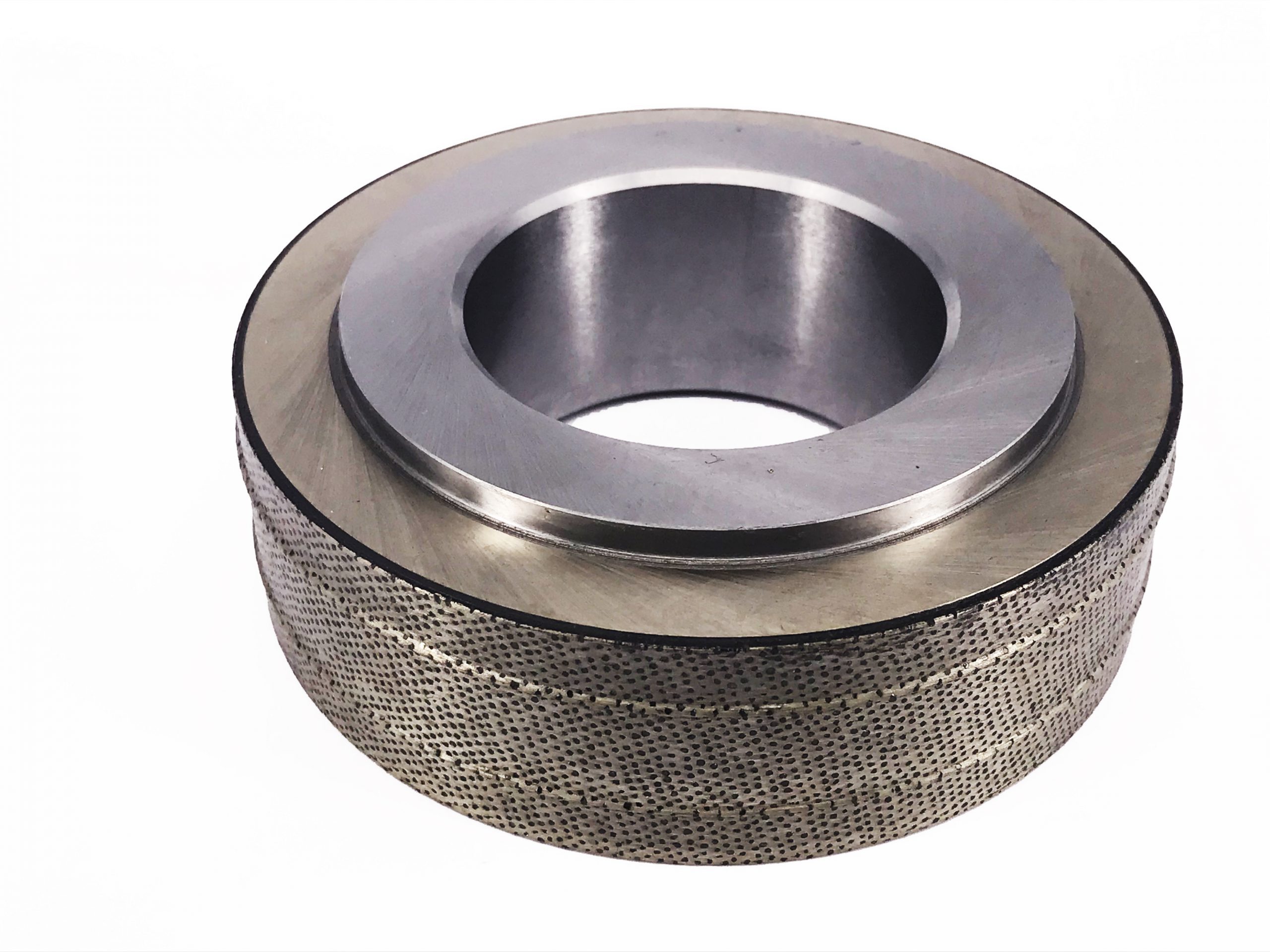
- 工藝:反轉電鑄、燒結
- 介紹:使用鑽石修整滾輸進行砂輪整形時,能夠為製程最佳化提供最佳解決方案,多應用於高精度需求之成形研磨砂輪的修整(材質:氧化鋁、碳化矽、CBN砂輪等)。
- 適用於:軸承、滾珠螺桿、滑軌、齒輸、刀治具、汽車及航太零件等產業之精密元件。在成形或批量研磨加工時維持砂輪形狀精度的自動化修整作業。
結論
砂輪修整的方式與參數設定對於磨削品質與加工效率有著決定性的影響。順銑與逆銑各自具有不同的特性,前者適用於高效材料去除與粗磨,而後者則適合精密加工與高光潔度要求的應用。影響修整效果的關鍵參數包括速比、軸向進給速度、停留轉速與進給速率,每一項參數的變化都會直接影響砂輪的表面粗糙度與修整穩定性。合理調整這些參數,能夠確保修整過程既能維持砂輪的切削性能,又能延長其使用壽命,從而提升整體加工品質。此外,根據加工需求選擇合適的修整滾輪形狀,也是確保砂輪輪廓準確與修整效果穩定的關鍵。在實際應用中,應根據具體的工作條件與工件要求,靈活調整修整方式與參數設定,以達到最佳的磨削效果與加工穩定性。
行動
- 研磨時為什麼會產生熱?>>研磨熱
- 必須要知道的磨料基本知識>>>研磨-磨料 介紹
- 砂輪性能的關鍵角色>>結合劑介紹
- 當前測量的表面粗糙度是否達到您預期的目標>>>研磨拋光與表面粗糙度對照表
- 砂輪磨粒的各式面貌 >>砂輪磨粒的研磨作用
- 表面出現變質了怎麼辦>>深入解析研磨加工避免表面變質?
- 表面粗不粗糙、光不光滑>>甚麼是表面粗糙度
- 切刃不同的研磨狀態 >>深入了解砂輪切刃形狀、變化與自銳機制
- .鑽石滾輪如何選擇工藝>>鑽石滾輪的工藝
- 執行>>>鑽石與氮化硼砂輪、拋光磨料、拋光設備、拋光工具
- 覆盤
研磨方面 我們提供客製化調整,可以依加工需求調整比例已達最高效率
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
