
這個東西摸起來好粗糙喔!是多粗糙呢?
這個東西摸起來好滑喔!那他的粗糙度又是如何呢?
這些表達方式在追求極致的工業領域中大概就像「海是藍色的」,但你我心中的藍不一定相同是一樣的道理,所以呢,為解決這樣的狀況,提高良率,表面粗糙度的定義方式在1940年代誕生,在後面的修修訂訂後才成為在你我手中的工業準則。
※在工業領域中多用Ra、Rz、Rmax,本篇將著重於「 表面粗糙度 -線粗糙度進行介紹」,如想了解SA與RA的差異請往這>>>RA與SA的差異
目錄
量測術語:
在了解表示法前,我們先來懂幾個在多數表示法中都使用到的術語
- 不規則點(Irregularities):即為曲線的波峰與波谷
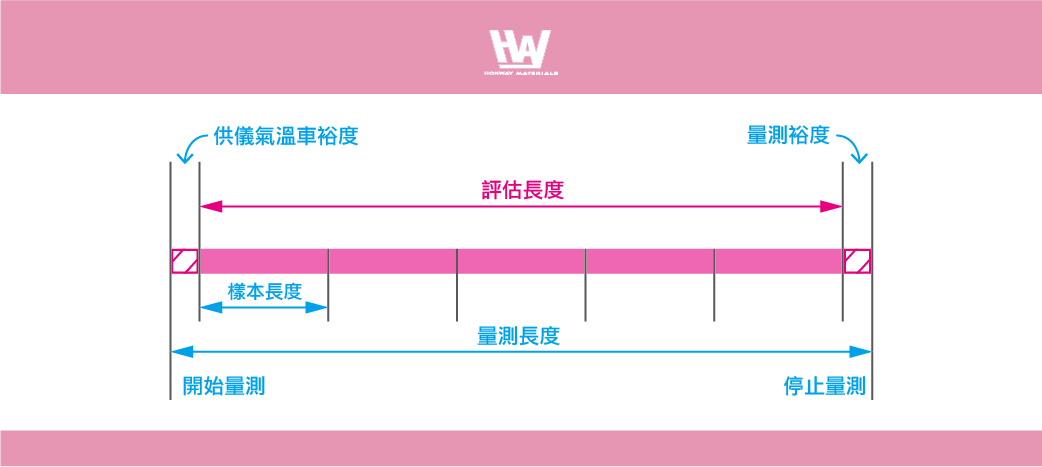
- 樣本長度(Sampling length):足以顯示整個粗糙度型式的表面長度。
- 評估長度(Assessment length):包括幾個樣本長度,量測值為幾個參數評估的平均值。
- 量測長度(Traverse length):探針量測時,表面量測的總長度。
- 參考線(Reference line):用來量化評估表面粗糙度外型的參考基準線。
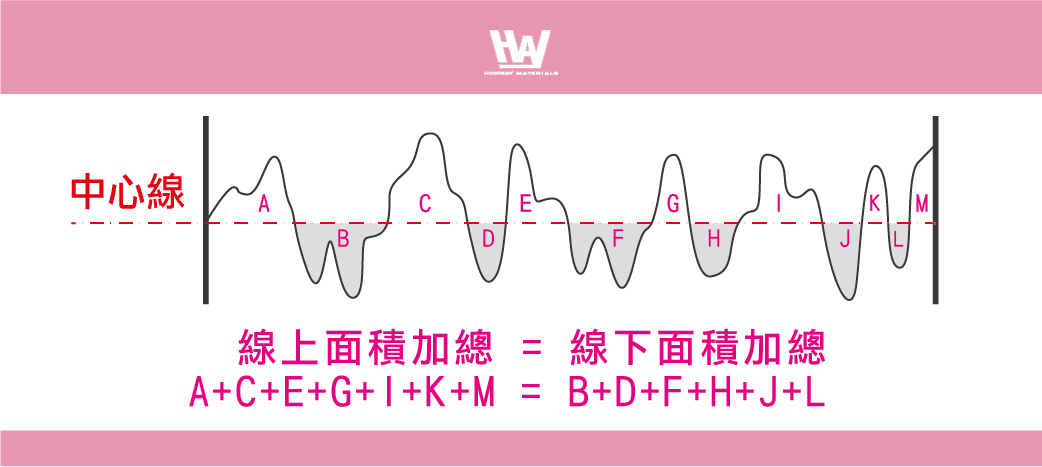
- 中心線(Center line):將外形平分成面積相等的兩個部分,且平行於外形一般方向的參考線。
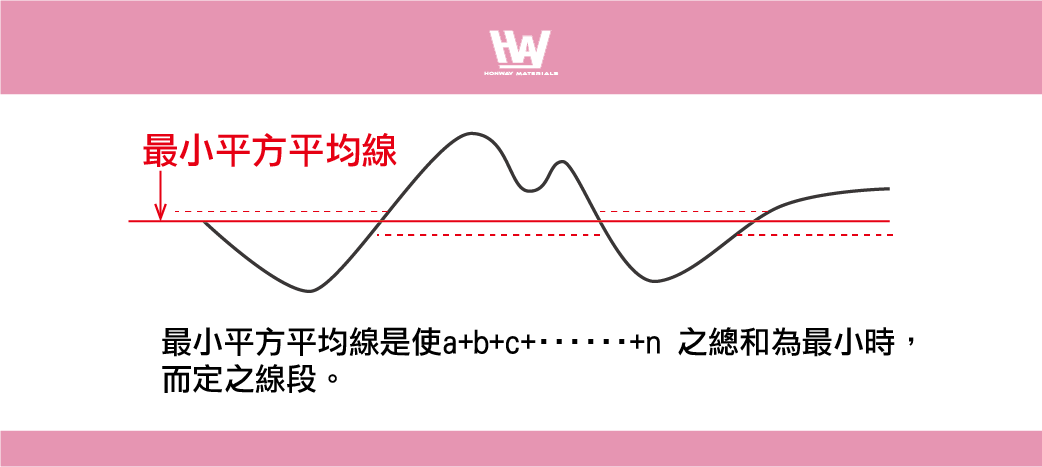
- 平均最小參考線(Least square mean line):為從粗糙度的斷面曲線中,取一個區間且在曲線區間內設置一條直線,若直線到上與下曲線偏差距離平方的總和為最小時,則這條就名為「平均最小參考線」。
常用的面粗度表示法
| 表示法 | 定義 | 說明 | |
| 1 | Ra | 輪廓的算數平均偏差 | 在取樣長度L內,被測實際輪廓上個點至輪廓中線距離絕對值的平均 值 |
| 2 | Rt [Rymax] | 粗糙度最大的高度 | 在輪廓取樣長度L內,最大的峰到最大的谷值之和,即Rt=Rp+Rv |
| 3 | Rz (JIS) [Rtm] | 微觀不平度十點平均高度 | 該參數也成為ISO試點高度參數,在取樣長度L內,五個最大的輪廓峰和五個最大輪廓谷之間的平均高度 |
以上三種粗糙度的關係為4 Ra ≒ Rymax≒ Rtm
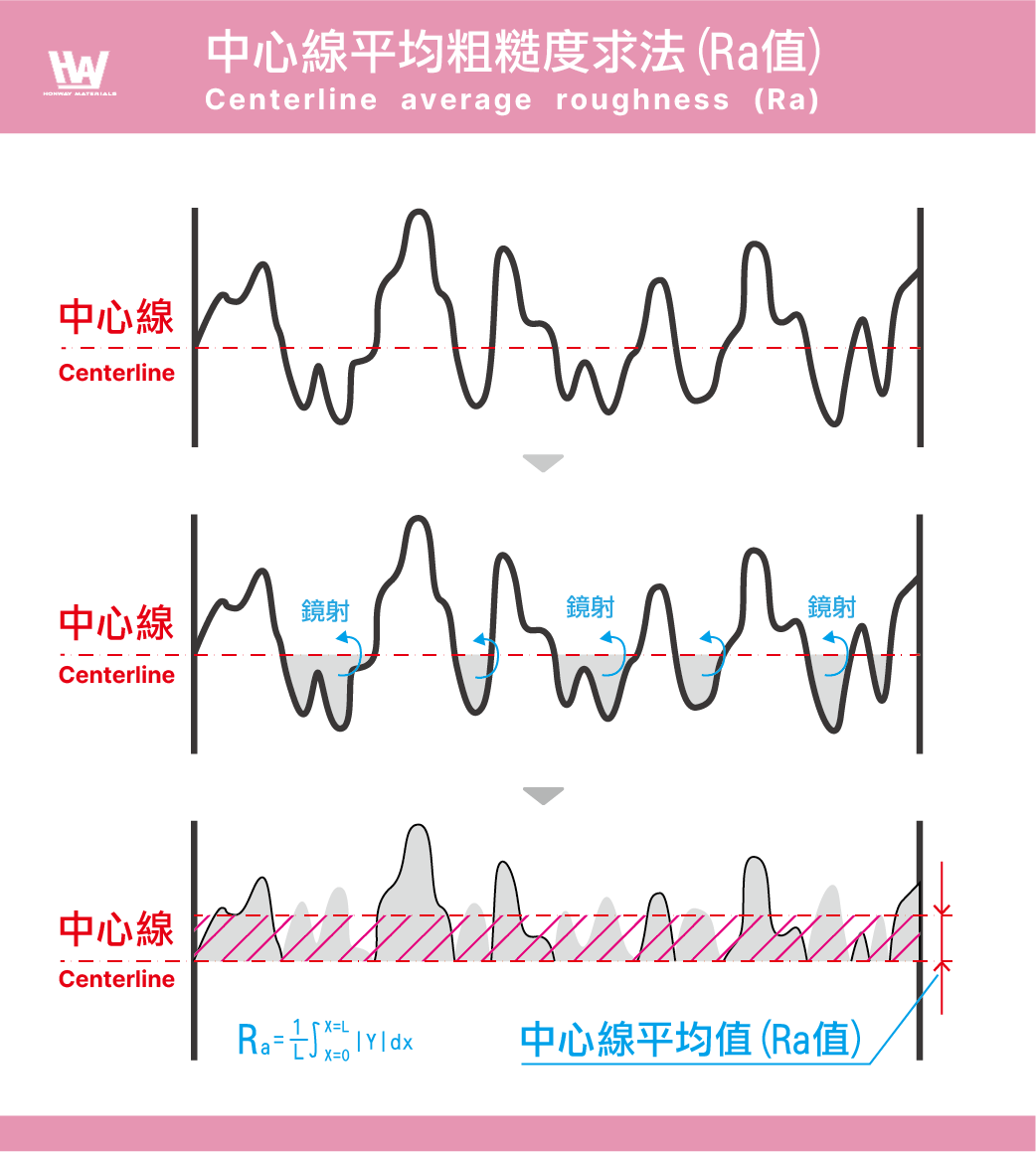
中心線平均粗糙度(Ra)
整個樣本長度上中心線距離外形偏差值算術平均
Ra=(|Y1|+|Y2|+…..+|Yn|)/n
最大高度粗糙度(Rmax [DIN]); (Ry [ISO; JIS])
樣品長度上各基準長度內最高峰與最低谷之和
[Rmax=(Rmax1+Rmax2+……)/N; Ry=Ymax-Ymin]
十點平均粗糙度(Rz)
取樣長度L內,五個最大的輪廓峰和五個最大輪廓谷之間的平均高度
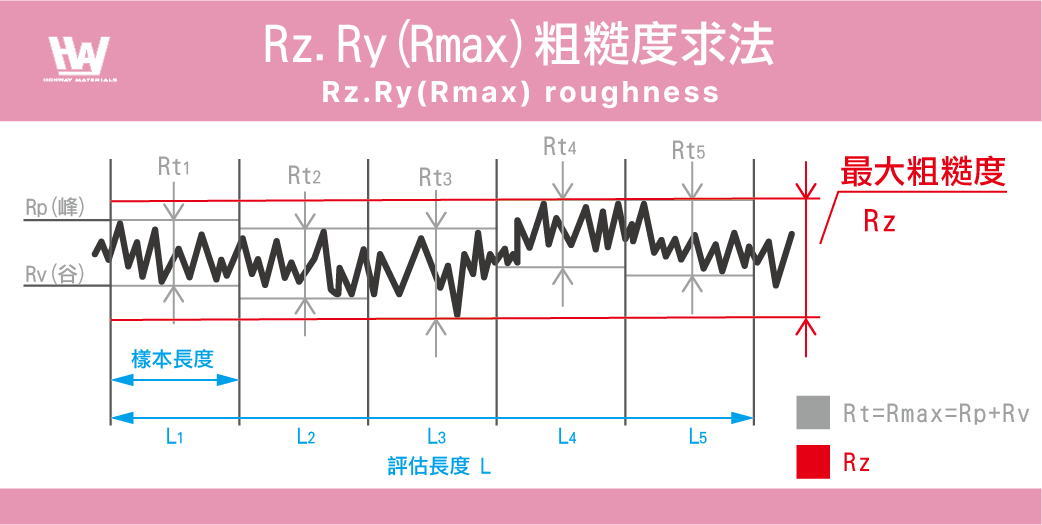
以上參數中Rz、Rmax 在DIN和ISO有稍微不同。
- Rz(DIN):取五個樣本長度之平均全粗糙高度。
- Rz(ISO):取評估長度中五個最高波峰、波谷間的平均距離。
※故Rz(DIN)之數值會比較小;同理,Rmax(DIN)亦會比較小
其他表面粗糙度表示法
其他表面粗糙度表示法
| 表示法 | 定義 | 說明 | |
|---|---|---|---|
| 4 | R3y | 粗糙度峰-谷高度 | R3y是靠計算在每一個取樣長度中,三個最高的峰與三個最深的谷之間的最小距離值後,再從這些值中找出最大值。 建議至少用5個取樣長度來評定 |
| 5 | R3z | 平均峰-谷高度 | R3z是在整個評價長度L上,在每一個取樣長度上的三個最高峰和三個為深谷之間的垂直距離的平均值 |
| 6 | Rv | 最大的谷值 | 在取樣長度L內,從輪廓中線到最低的谷值 |
| 7 | Rp | 最大的峰值 | 在取樣長度L內,在平均線以上的輪廓的最大高度 |
| 8 | Rc | 輪廓的粗糙度平均高度 | 在取樣長度L內,輪廓的高度平均值 |
| 9 | Rda | 粗糙度算數平均傾斜斜坡 | 在取樣長度L內,輪廓變化速率的絕對值的算數平均 |
| 10 | RΔq | 粗糙度均方根傾斜 | |
| 11 | Rku | 粗糙度峰度之概率密度函数 | 指輪廓峰態 |
| 12 | Rlo | 粗糙度被測的輪廓長度 | 在評價長度內,輪廓表面的被測長度L,即是測針在測量其間,滑過表面峰谷的總長度 |
| 13 | Rmr | 粗糙度材料比曲線 | |
| 14 | Rpc | 粗糙度峰計數 | |
| 15 | Rsm | 粗糙度輪廓要素的平均 寬度 | 在取樣長度L內,輪廓要素之間在平均線的平均間距 |
| Rsm平均寬度指波峰到波谷的平均寬度數值越大,表示越平粗糙度越好(越平) | |||
| 16 | Rvo | 粗糙度測定體積的油保持力 | |
| 17 | Rs | 粗糙度局部峰的平均間距 | |
| 18 | Rq | 均方根粗糙度 | |
| 19 | RHSC | 粗糙度高點計數 | |
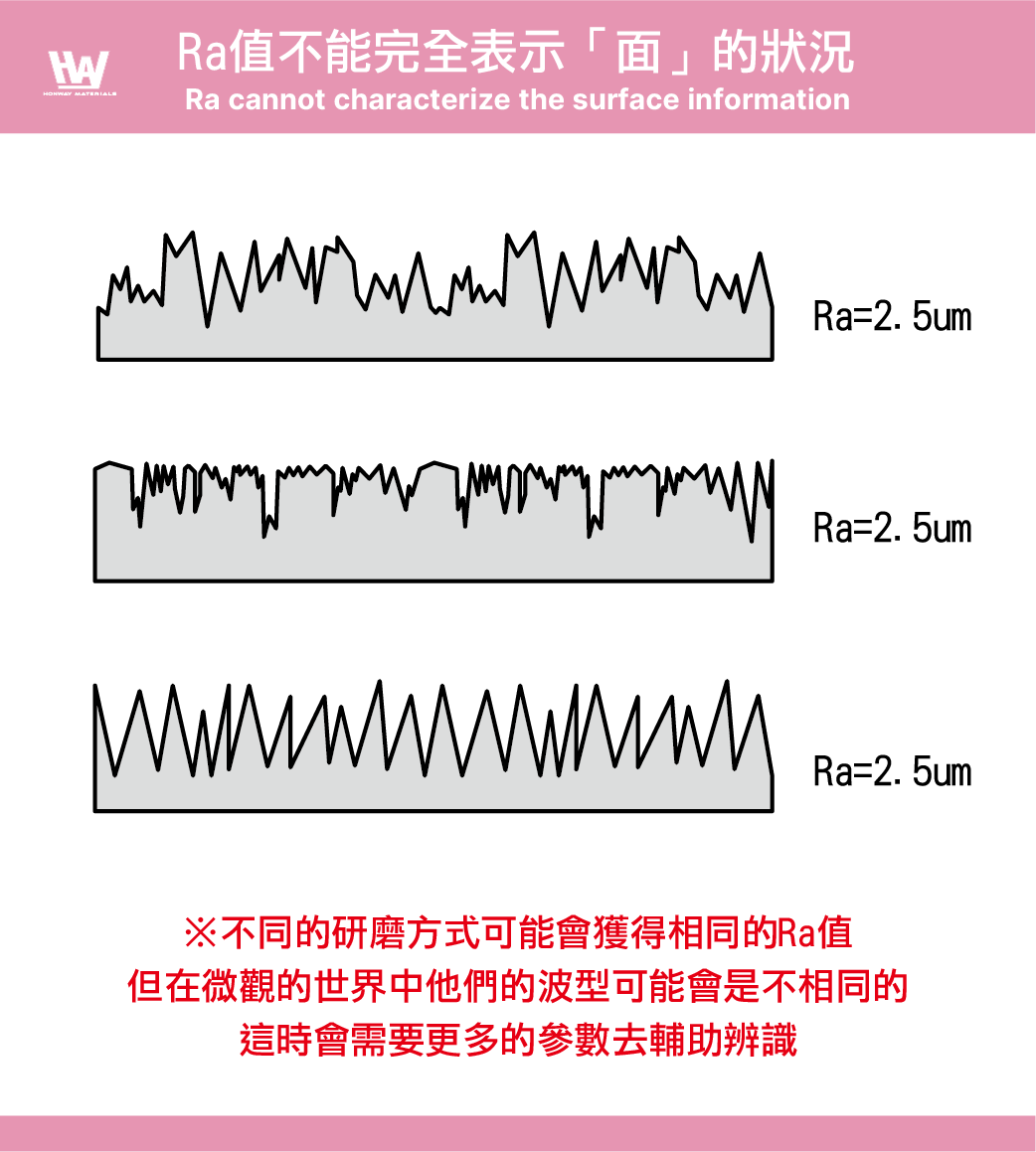
面粗度陷阱
結論
- 面粗度是表面粗糙度量化的一個值,在微觀的角度中,不同的物件在微觀的形態上還是會有差別。
- 同理,不同的公司、國家使用的標準規格(如:ISO.JIS.DIN)表示法也有所不同,若在加工中要更換廠牌或購買不同廠牌的零件互相配合時,須要多加注意,以避免因尺寸不合、粗糙度不同而導致工件不完美或加速零配件的磨耗。
- 表面粗糙度 僅是針對表面的某一區域取樣測量,故挑選上應選擇能表示該物體表面粗糙度的一定長度區域,抑或是多測量幾個區域減少誤差值。
- 雖然市面上已有很多科技解決方案能夠幫助我們節省測量與計算的步驟,但了解核心原因更能為我們明確定義問題,也為當前卡關的目標找到突破點。
行動
- 當前測量的表面粗糙度是否達到您預期的目標 >>>研磨拋光與表面粗糙度對照表
- 是否工件間有相互配合的需求 >>> 面粗影響
- 如何解決 >>> 六種 模具拋光 ,你認識了多少?
- 執行 >>> 拋光磨料、拋光設備、拋光工具
- 覆盤
名詞解釋
- DIN:是由位於柏林的德國標準研究所(DIN)發佈的,主要在德國使用的國家標準
- ISO:是由國際標準化組織(簡稱ISO)所制定的一項通用標準,用來協助企業維持產品與服務,確保品質穩定一致,也是如今最知名的ISO認證,適用於各產業的製造商、貿易公司、政府機構和學術單位。
- JIS:是由日本產業標準調查會組織制定和審議。JIS是日本國家級標準中最重要、最權威的標準。
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
