
研磨加工是一種高精度的表面加工技術,廣泛應用於金屬、陶瓷與半導體等各類材料的精密製造。研磨過程中,砂輪與工件之間的相互作用產生研磨抵抗,這不僅影響研磨效率,還會直接影響加工精度、表面品質以及砂輪壽命。因此,深入探討研磨抵抗的來源、影響因素與控制方法,對於提升研磨技術與加工穩定性至關重要。
本研究介紹什麼是並探討研磨抵抗的產生機制,並將其分解為切線研磨抵抗與法線研磨抵抗兩大分力,分析其對研磨熱、機械剛性與加工精度的影響。
目錄
什麼是研磨抵抗?
在研磨加工過程中,當砂輪與工件接觸並進行切削時,兩者之間會產生作用力與反作用力。這種力稱為研磨抵抗或研磨阻力。
造成研磨抵抗的發生原因
當砂輪與工件進行研磨時,磨粒的刃口與工件接觸都會產生各式各樣不同的變形,常見的抵抗就有以下這幾種:
- 彈性抵抗:磨粒掘入工件時,工件表面因彈性變形所產生的抵抗力。
- 塑性抵抗:磨粒壓入工件表面,造成塑性變形時產生的抵抗力。
- 剪斷抵抗:當材料被切除形成磨屑時,材料內部發生剪切變形所產生的抵抗力。
- 摩擦抵抗:磨粒的磨耗面與工件表面接觸時所產生的摩擦力,這與砂輪的磨損狀態和工件表面狀態有關。
研磨抵抗有哪些分力?
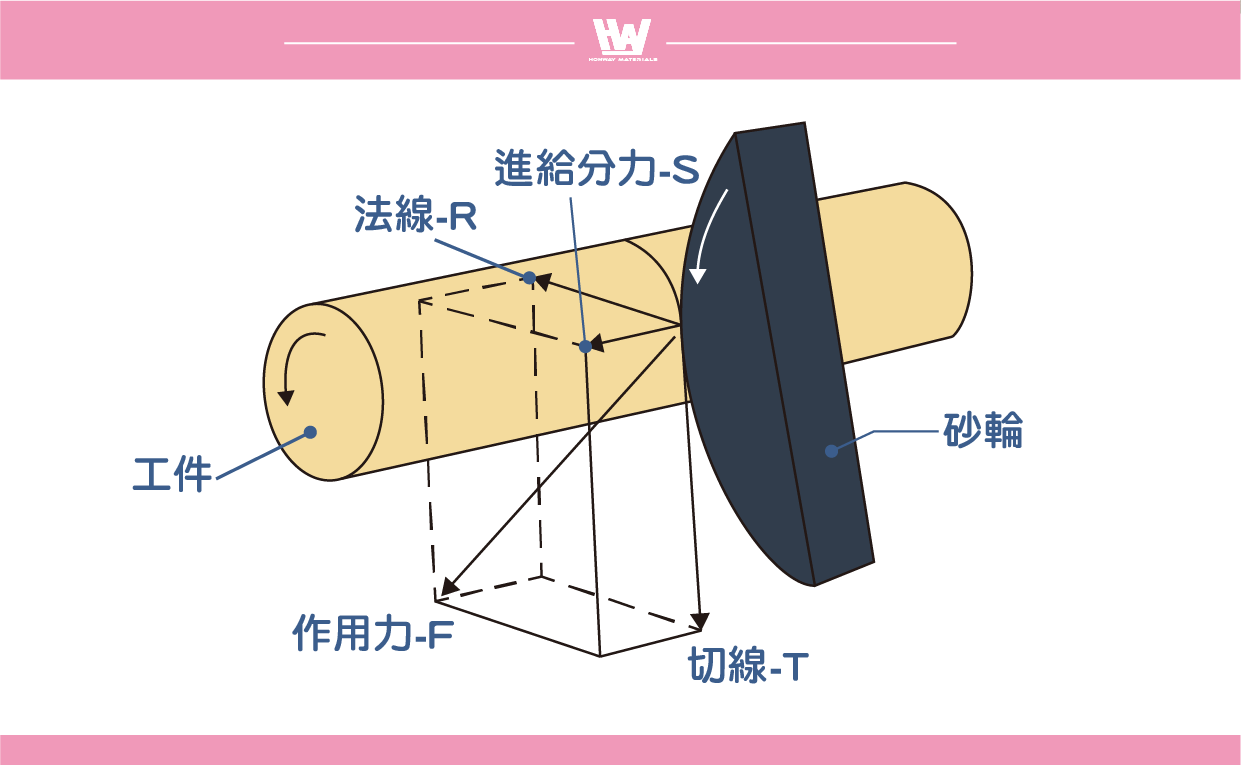
研磨抵抗的的力其實並不是只有一種力的方向在影響著砂輪,考慮研磨機構的場合,對於研磨抵抗,分為砂輪迴轉方向,砂輪半徑方向,以及砂輪進給3個分量來處理:
切線研磨抵抗 (T,Tangential Force) – 主分力
- 方向:沿砂輪迴轉方向
- 影響:與研磨所需的能量成正比,因此與功率消耗密切相關,通常稱為研磨動力或消費動力。
- 測定方式:可透過電力計測量研磨機的功率消耗,並用「功率 ÷ 砂輪速度」來計算。
法線研磨抵抗 (R,Radial Force) – 背分力
- 方向:垂直於砂輪表面,沿砂輪半徑方向作用。
- 影響:影響工件的變形與加工過程中的振動,進而影響研磨精度與表面品質。
- 特性:法線研磨抵抗通常大於切線研磨抵抗,一般約為其2倍,在使用非水溶性研磨液時,可能增至4倍。由於法線力較大,因此對砂輪壽命、機械剛性及設備穩定性要求較高。當砂輪磨粒磨耗且刃口鈍化時,法線研磨抵抗會急劇上升,可能導致研磨無效,此時需特別關注並進行調整。
進給分力 (S,Feed Force)
- 方向:沿砂輪進給方向
- 影響:通常較小,因此較少受到重視,但對於高精度研磨仍需考慮。
研磨抵抗力量大小的主要影響因素
在研磨過程中,我們會檢測到某一點的研磨抵抗作用力,這是目前與工件發生接觸的所有磨粒刃口受力的總和。
如果我們要簡單計算研磨抵抗的大小可以用(同時參與切削的磨粒刃口數×單一刃口所受到的平均抵抗力)來表示。
但實際影響研磨抵抗的變動因素有很多,下面都是常見的變動因素:
- 作用磨粒刃口數(影響總受力)
- 單一刃口的平均抵抗力大小(影響單點受力)
- 以上兩種的變動趨勢
※注意:這些變動因素並不是各自獨立的,是會相互影響的。例如,當砂輪與工件的接觸面積保持不變時,如果參與切削的刃口數減少,則會導致刃口之間的間隔增大。這樣一來,單個磨粒的切削深度會增加,進而使單一刃口所受的抵抗力增大。
是什麼影響了作用磨粒刃口數?
上面我們談到了變動因素有很多,其中就有一個是作用磨粒刃口數量,接觸面積及密度,都是影響刃口數量的重要因素:
- 砂輪與工件的接觸面積
- 由接觸弧長與研磨寬度的乘積來決定。
- 作用刃口密度
- 受砂輪種類(如磨粒大小、結合劑)與修整條件影響。
- 受研磨條件(如進給速度、切削深度)影響。
※注意:因砂輪在研磨過程中會不斷磨耗,密度的會一直變化,因此相對難以計算出一個準確的數值。
研磨抵抗對於加工所造成影響
研磨抵抗的影響可分為切線方向與法線方向:
- 切線研磨抵抗 (T) 影響研磨熱
- 直接影響研磨熱的產生,進而影響加工表面的熱變質。
- 過高的研磨熱可能導致工件表面燒傷或材料變質。
- 法線研磨抵抗 (R) 影響加工精度
- 造成砂輪、工件及砂輪軸心的變形,進而降低加工精度。
- 變形量過大可能導致尺寸誤差與表面品質劣化。
切線研磨抵抗與法線研磨抵抗的比值,會影響研磨狀態的良率,如果要高效研磨通常要求較低的法線研磨抵抗,可以減少機械變形與設備負擔。
我們該如何確保加工品質?
由於這些因素之間具有相互影響的關係,因此,我們可以對這些變化進行定量分析,就可以判斷砂輪所受的總體研磨抵抗如何變化。並且在改良研磨加工中,必須同時考慮磨粒數量與單刃口抵抗的相互影響,以確保研磨條件的穩定性與加工品質。
結論
研磨抵抗是研磨加工中影響效率、精度與加工品質的關鍵因素。它主要由作用磨粒刃口數與單一刃口的平均抵抗力決定,而這兩者並非獨立變化,需綜合考量研磨條件、砂輪修整狀態與工件材料等因素。
其中,切線研磨抵抗 (T) 直接關聯研磨熱,影響工件表面的熱變質與材料損傷;法線研磨抵抗 (R) 則影響砂輪、工件及機械結構的變形,進而影響加工精度與設備壽命。兩者的比值對於研磨狀態的穩定性及加工良率具有重要意義。
此外,影響研磨抵抗的主要因素包括砂輪與工件的接觸面積、作用刃口密度及研磨條件。由於這些因素在研磨過程中相互影響且變化複雜,因此無法單獨考量某一變數來判斷研磨抵抗的變動。唯有透過適當的參數調整、修整條件的優化以及冷卻液的選擇與應用,才能有效控制研磨抵抗,達成高效穩定的研磨加工,確保工件品質並延長砂輪壽命。
行動
- 研磨時為什麼會產生熱?>>研磨熱
- 必須要知道的磨料基本知識>>>研磨-磨料 介紹
- 砂輪性能的關鍵角色>>結合劑介紹
- 當前測量的表面粗糙度是否達到您預期的目標>>>研磨拋光與表面粗糙度對照表
- 砂輪磨粒的各式面貌 >>砂輪磨粒的研磨作用
- 表面出現變質了怎麼辦>>深入解析研磨加工避免表面變質?
- 表面粗不粗糙、光不光滑>>甚麼是表面粗糙度
- 切刃不同的研磨狀態 >>深入了解砂輪切刃形狀、變化與自銳機制
- 執行>>>鑽石與氮化硼砂輪、拋光磨料、拋光設備、拋光工具
- 覆盤
研磨方面 我們提供客製化調整,可以依加工需求調整比例已達最高效率
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
