跳至主要內容
HonWay Materials - 台灣鑽石研磨拋光工具領導品牌
鑽石膏,鑽石液,鑽石粉,精密拋光
認識宏崴
創業宗旨
宏崴重大記事
宏崴的專業
商品展售
鑽石工具
PCD刀具
鑽石&氮化硼車刀
鑽石修整工具/鑽石修整器
鑽石手工挫刀
鑽石機械挫刀
鑽石毛刷
鑽石油石
鑽石砂布
鑽石磨棒
鑽石與氮化硼砂輪
鑽石滾輪
鑽石鑽管
電鑄法鑽石鋸片
金相耗材
拋光液/膏/粉
金相研磨盤
金相拋光墊
金相吸附墊
金相磁化系統
金相切割片
研磨拋光周邊耗材
陶瓷法纖維油石
EDM 與 DF 油石
帶柄砂輪
彈性帶柄砂輪
氧化鈰彈性砂輪
木條(棒)與棕刷
油石夾柄
羊毛製品
半導體
粉、膏、液研磨料
研磨液
研磨粉
單晶
多晶
研磨膏
單晶
多晶
原物料
稀土原物料
釓
釔
釤
釹
鈥
鈧
鈰
鉺
銩
銪
鋱
鏑
鐠
鐿
鑥
鑭
工具機
拋光設備
旋轉毛刷機
氣動研磨機
左右橫移式氣動銼磨機
往復式氣動銼磨機
氣動平面研磨機
氣動旋轉刻磨機
超音波與電動研磨機
電動旋轉手機
電動超音波研磨機
電源控制器
其他
其他商品
零碼出清專區
未來鑽石
鑽石工具型錄 請點此下載
知識專欄
產品應用
科技新知
寶石小教室
科普小教室
砂輪技術全攻略
半導體研磨拋光技術
鑽石小教室
客戶推薦
我的帳號
聯絡宏崴
購物車
展覽專頁
繁體中文
English
日本語
Русский
简体中文
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
HonWay Materials - 台灣鑽石研磨拋光工具領導品牌
鑽石膏,鑽石液,鑽石粉,精密拋光
HonWay Materials - 台灣鑽石研磨拋光工具領導品牌
鑽石膏,鑽石液,鑽石粉,精密拋光
認識宏崴
創業宗旨
宏崴重大記事
宏崴的專業
商品展售
鑽石工具
PCD刀具
鑽石&氮化硼車刀
鑽石修整工具/鑽石修整器
鑽石手工挫刀
鑽石機械挫刀
鑽石毛刷
鑽石油石
鑽石砂布
鑽石磨棒
鑽石與氮化硼砂輪
鑽石滾輪
鑽石鑽管
電鑄法鑽石鋸片
金相耗材
拋光液/膏/粉
金相研磨盤
金相拋光墊
金相吸附墊
金相磁化系統
金相切割片
研磨拋光周邊耗材
陶瓷法纖維油石
EDM 與 DF 油石
帶柄砂輪
彈性帶柄砂輪
氧化鈰彈性砂輪
木條(棒)與棕刷
油石夾柄
羊毛製品
半導體
粉、膏、液研磨料
研磨液
研磨粉
單晶
多晶
研磨膏
單晶
多晶
原物料
稀土原物料
釓
釔
釤
釹
鈥
鈧
鈰
鉺
銩
銪
鋱
鏑
鐠
鐿
鑥
鑭
工具機
拋光設備
旋轉毛刷機
氣動研磨機
左右橫移式氣動銼磨機
往復式氣動銼磨機
氣動平面研磨機
氣動旋轉刻磨機
超音波與電動研磨機
電動旋轉手機
電動超音波研磨機
電源控制器
其他
其他商品
零碼出清專區
未來鑽石
鑽石工具型錄 請點此下載
知識專欄
產品應用
科技新知
寶石小教室
科普小教室
砂輪技術全攻略
半導體研磨拋光技術
鑽石小教室
客戶推薦
我的帳號
聯絡宏崴
購物車
展覽專頁
繁體中文
English
日本語
Русский
简体中文
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
HonWay Materials - 台灣鑽石研磨拋光工具領導品牌
鑽石膏,鑽石液,鑽石粉,精密拋光
未分類
,
科技新知
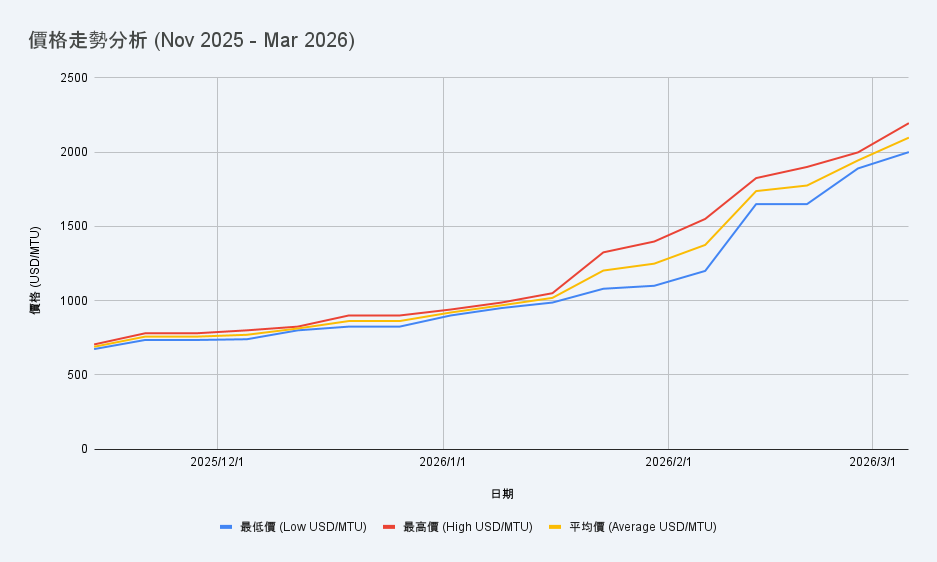
2026 戰略金屬風暴—中東局勢如何推升工業鑽石工具成本?
作者:
honway
/
2026-03-10
半導體研磨拋光技術
,
知識專欄
,
科技新知
光速取代電子?鍺錫合金橫空出世,半導體產業即將迎來關鍵洗牌
作者:
honway
/
2026-03-04
知識專欄
,
科技新知
當機器人躍上春晚!一場科技硬實力的公開考試!
作者:
honway
/
2026-02-25
科技新知
後摩爾時代的勝負手:先進封裝如何成為半導體效能翻倍的關鍵?
作者:
honway
/
2026-02-11
知識專欄
,
科技新知
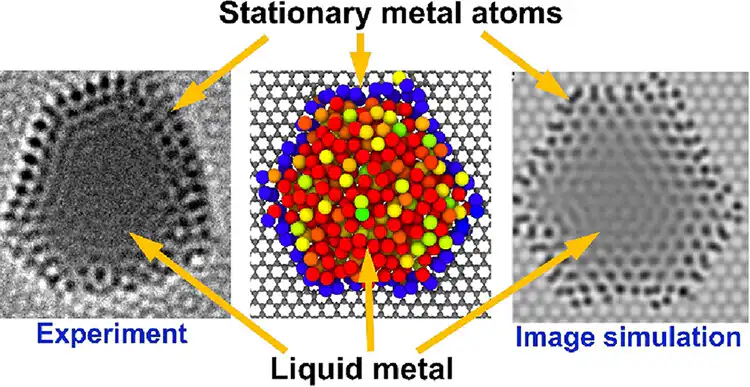
顛覆物理課本常識!科學家在液態金屬中發現「不該存在」的全新物質型態
作者:
honway
/
2026-02-03
半導體研磨拋光技術
,
知識專欄
,
科技新知
,
科普小教室
玻璃基板是什麼?一文看懂這項取代有機載板、引爆 AI 運算革命的關鍵技術
作者:
honway
/
2026-01-30
知識專欄
,
科技新知
「微型地震」驅動未來科技?新型晶片將引領智慧手機邁向更薄、更快的全新世代
作者:
honway
/
2026-01-21
知識專欄
,
科技新知
銅價狂飆創新高:AI 與能源轉型交織下的關鍵金屬時代
作者:
honway
/
2026-01-15
知識專欄
,
科技新知
全球晶片貿易戰的緩衝期:關稅與產業主導權的新博弈
作者:
honway
/
2026-01-07
未分類
鋁合金再進化:結合 AI 與 3D 列印,打造高溫高強度新材料
作者:
honway
/
2025-12-31
知識專欄
,
科技新知
稀土角力誰主沉浮?學者解析:中國仍掌握結構性優勢
作者:
honway
/
2025-12-24
知識專欄
,
科技新知
因應 AI 供應鏈風險,美國與盟友簽署供應鏈協議
作者:
honway
/
2025-12-17
知識專欄
,
科技新知
西方稀土自主化挑戰:重稀土短缺下的磁鐵供應鏈危機
作者:
honway
/
2025-12-10
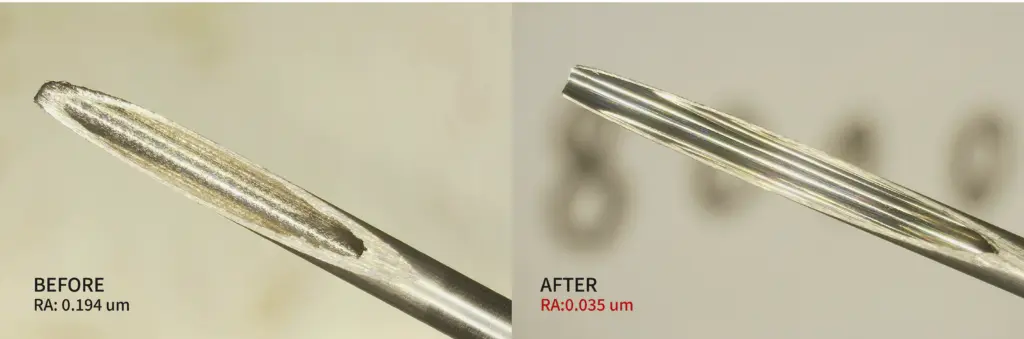
客戶推薦
代客拋光-狹孔針管拋光獲得光滑鏡面
作者:
honway
/
2025-12-09
知識專欄
,
科技新知
低成本打造高性能薄膜的新突破:高熵合金走向更靈活的材料工程
作者:
honway
/
2025-12-03
1
2
...
18
Next
→
認識宏崴
創業宗旨
宏崴重大記事
宏崴的專業
商品展售
鑽石工具
PCD刀具
鑽石&氮化硼車刀
鑽石修整工具/鑽石修整器
鑽石手工挫刀
鑽石機械挫刀
鑽石毛刷
鑽石油石
鑽石砂布
鑽石磨棒
鑽石與氮化硼砂輪
鑽石滾輪
鑽石鑽管
電鑄法鑽石鋸片
金相耗材
拋光液/膏/粉
金相研磨盤
金相拋光墊
金相吸附墊
金相磁化系統
金相切割片
研磨拋光周邊耗材
陶瓷法纖維油石
EDM 與 DF 油石
帶柄砂輪
彈性帶柄砂輪
氧化鈰彈性砂輪
木條(棒)與棕刷
油石夾柄
羊毛製品
半導體
粉、膏、液研磨料
研磨液
研磨粉
單晶
多晶
研磨膏
單晶
多晶
原物料
稀土原物料
釓
釔
釤
釹
鈥
鈧
鈰
鉺
銩
銪
鋱
鏑
鐠
鐿
鑥
鑭
工具機
拋光設備
旋轉毛刷機
氣動研磨機
左右橫移式氣動銼磨機
往復式氣動銼磨機
氣動平面研磨機
氣動旋轉刻磨機
超音波與電動研磨機
電動旋轉手機
電動超音波研磨機
電源控制器
其他
其他商品
零碼出清專區
未來鑽石
鑽石工具型錄 請點此下載
知識專欄
產品應用
科技新知
寶石小教室
科普小教室
砂輪技術全攻略
半導體研磨拋光技術
鑽石小教室
客戶推薦
我的帳號
聯絡宏崴
購物車
展覽專頁
繁體中文
English
日本語
Русский
简体中文
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
認識宏崴
創業宗旨
宏崴重大記事
宏崴的專業
商品展售
鑽石工具
PCD刀具
鑽石&氮化硼車刀
鑽石修整工具/鑽石修整器
鑽石手工挫刀
鑽石機械挫刀
鑽石毛刷
鑽石油石
鑽石砂布
鑽石磨棒
鑽石與氮化硼砂輪
鑽石滾輪
鑽石鑽管
電鑄法鑽石鋸片
金相耗材
拋光液/膏/粉
金相研磨盤
金相拋光墊
金相吸附墊
金相磁化系統
金相切割片
研磨拋光周邊耗材
陶瓷法纖維油石
EDM 與 DF 油石
帶柄砂輪
彈性帶柄砂輪
氧化鈰彈性砂輪
木條(棒)與棕刷
油石夾柄
羊毛製品
半導體
粉、膏、液研磨料
研磨液
研磨粉
單晶
多晶
研磨膏
單晶
多晶
原物料
稀土原物料
釓
釔
釤
釹
鈥
鈧
鈰
鉺
銩
銪
鋱
鏑
鐠
鐿
鑥
鑭
工具機
拋光設備
旋轉毛刷機
氣動研磨機
左右橫移式氣動銼磨機
往復式氣動銼磨機
氣動平面研磨機
氣動旋轉刻磨機
超音波與電動研磨機
電動旋轉手機
電動超音波研磨機
電源控制器
其他
其他商品
零碼出清專區
未來鑽石
鑽石工具型錄 請點此下載
知識專欄
產品應用
科技新知
寶石小教室
科普小教室
砂輪技術全攻略
半導體研磨拋光技術
鑽石小教室
客戶推薦
我的帳號
聯絡宏崴
購物車
展覽專頁
繁體中文
English
日本語
Русский
简体中文
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
返回頂端