
在精密加工领域中,维持砂轮的形状非常重要,选择适当的金刚石滚轮对于确保加工精度、工具寿命及生产效率至关重要。不同的制程技术,无论是正电铸、反转电铸、还是烧结,都各有其独特的优势和适用范围。
每种工艺根据其特性和金刚石颗粒的分布方式,都能够满足不同型材的加工需求,从高精度、高效能的精细型材处理,到粗糙表面和高耐用性的需求。了解这些工艺的特点,能帮助选择最佳的制造方案,提升工具性能,并确保型材的加工品质,达到最佳的生产效果。
本文将详细介绍正电铸、反转电铸、还是烧结这三种工艺的特色及不同的应用场合壤读者能深入了解并选择适合的金刚石砂轮工法。
目录
正电铸 (Positive Electroplating)
正电铸(Electroforming)是一种利用电镀技术来制造金属零件或结构的方法。它的原理是透过电解沉积将电力注入至滚轮中,再将金刚石附着在台金表面。
金刚石排列
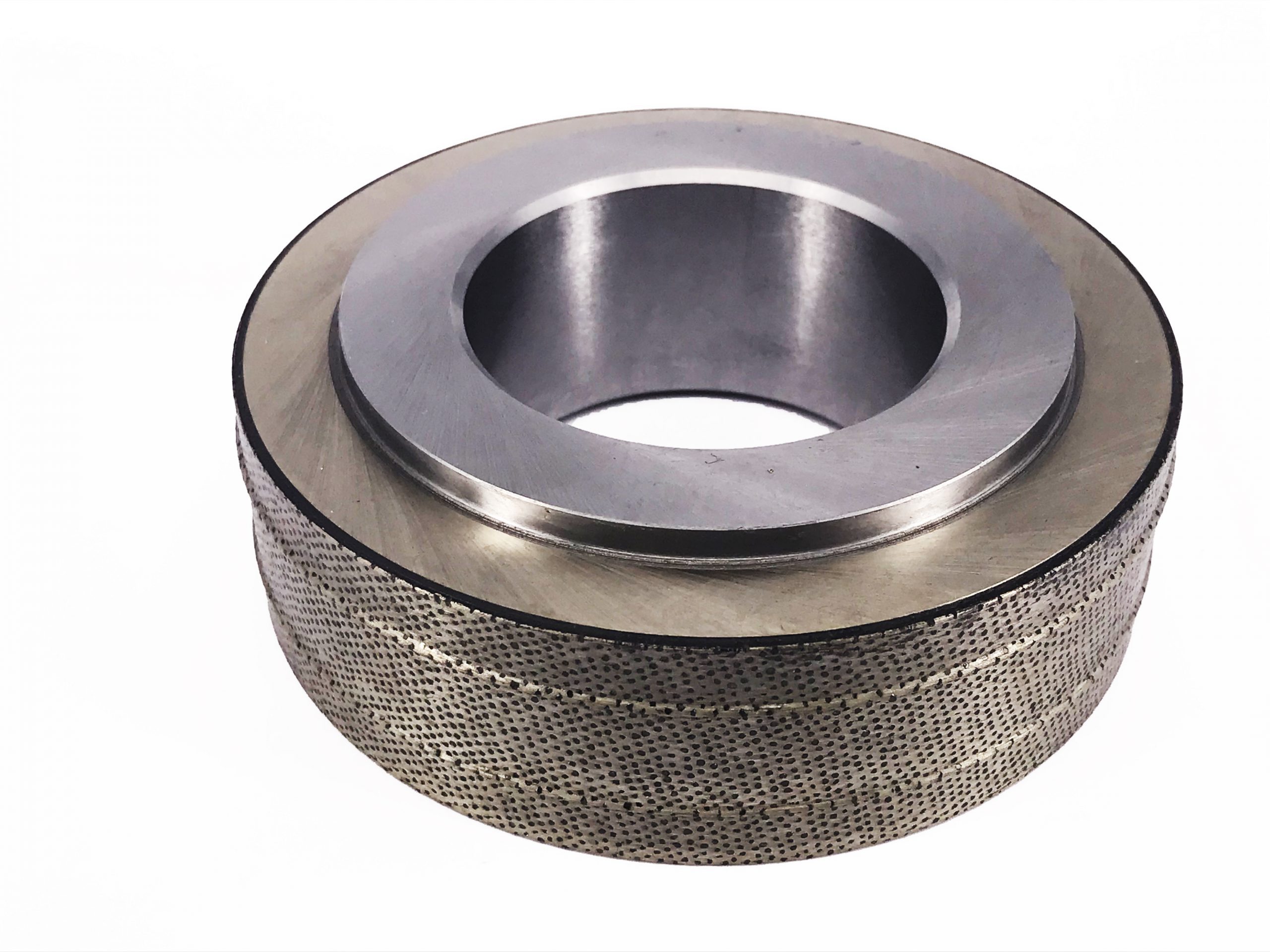
- 随机分布金刚石:透过正电铸工艺制造,金刚石颗粒随机分布于轮廓表面,电镀镍固定,而金刚石颗粒固定于轮廓表面的单一平面。
特点与优势
- 金刚石颗粒尺寸大小不一,因此表面较为粗糙,侵蚀性极强。
- 适用于高侵蚀性与高粗糙度需求的场合,但不适用于高精度应用。
- 可多次重铸,成本较低,制造效率高。
反转电铸 (Reverse Electroplating)
为了在使用反转电铸方法制造工具期间对这些类型的工具进行电铸,首先制作具有修整滚轮的反向影像的金属阴模再将电力注入至阴模中。金刚石颗粒利用反转电铸附着在台金表面
金刚石排列
- 随机分布金刚石:金刚石颗粒以随机方式放置在台金表面。
- 手工镶嵌金刚石:石颗粒以手工镶嵌的方式排列,精度较高。
- 手工镶嵌/随机分布金刚石:结合手工镶嵌与随机分布两种方法,兼具精度与灵活性。
特点与优势
- 利用反转电铸能确保金刚石颗粒精确分布于轮廓表面,让每一个磨粒可参与修整过程,提高修整效率与工具寿命。
- 适用于高精度加工,这些滚轮可达到极严格的公差标准,特别适用于精细型材。
烧结 (Sintering)
透过烧结工艺制造,金刚石颗粒与结合剂混合后,在高压高温环境中烧结于滚轮基体内。
金刚石排列
- 随机分布金刚石:金刚石颗粒随机分布于型材表面。
特点与优势
- 涂层厚度较大,可达金刚石晶粒尺寸的数倍,常见厚度为 2mm、3mm 或 5mm。
- 适用于精度要求较低的简单型材修整,可长时间维持原始形状。
- 可用于修整陶瓷结合剂CBN砂轮。
- 可偶尔进行磨利处理,以延长工具寿命。
- 常以修整滚轮或是碗型的造型制作。
烧结工艺的步骤
修整滚轮采用烧结工艺制造,制程如下:
- 模具准备:将预制的修整滚轮体安装于以热作工具钢制成的压模中。
- 金刚石涂层填充:将金刚石颗粒与结合剂混合后倒入模具内。
- 高压烧结:在高压条件下压实,并在高温环境中烧结成形。
- 冷却与精加工:冷却后,经过精细加工,使工具达到最终形状,并露出金刚石晶粒。
三种工艺能选择的金刚石磨料种类
| 工艺 | 磨料种类 |
| 正电铸 (Electroforming) | 天然金刚石人造金刚石 |
| 反转电铸 (Reverse Electroplating) | 天然金刚石人造金刚石 |
| 烧结 (Sintering) | 天然金刚石人造金刚石CVD(气相沉积法) |
该如何选择工艺
这三种工艺都有不同的优缺点,也有不同适合的场合,选择正确的工艺能提升金刚石滚轮的寿命,也能确保型材的品质。
| 工艺 | 适用场合 |
| 正电铸 (Electroforming) | ●高侵蚀性与高粗糙度需求 ●不适用于高精度应用 |
| 反转电铸 (Reverse Electroplating) | ●高精度加工,精细型材 ●适合避免工件因磨削过热而烧伤的情况 |
| 烧结 (Sintering) | ●精度要求较低的简单型材 ●能长时间维持原始形状 ●适合修整陶瓷结合剂CBN砂轮 ●常以修整滚轮或是碗型的造型制作 |
我们可以依据上面的场合得出下面的总结
- 高精度与高效能修整(如反转电铸)适用于精细型材与高标准公差要求。
- 粗糙表面需求(如正电铸)适用于高侵蚀环境或快速制造。
- 高耐用性与长期使用(如烧结)适合精度要求较低但需要长时间维护的情境。
常见的修整工具
金刚石滚轮>>金刚石滚轮
- 工艺:反转电铸、烧结
- 介绍:使用金刚石修整滚输进行砂轮整形时,能够为制程最佳化提供最佳解决方案,多应用于高精度需求之成形研磨砂轮的修整(材质:氧化铝、碳化矽、CBN砂轮等)。
- 适用于:轴承、滚珠螺杆、滑轨、齿输、刀治具、汽车及航太零件等产业之精密元件。在成形或批量研磨加工时维持砂轮形状精度的自动化修整作业。
结论
根据不同的加工需求,选择合适的工艺对于金刚石滚轮的性能和寿命至关重要。若需高精度与高效能的修整,反转电铸工艺最为适合,特别适用于精细型材和高标准公差的要求;若需要处理高侵蚀环境或高粗糙度表面,正电铸工艺则能提供成本效益高的解决方案;而对于精度要求较低、需要长期使用的情况,烧结工艺更为合适,能维持稳定的性能;若是处理特殊型材,逆渗透工艺则能提供精确的镶嵌效果,特别适用于无法电镀的高而窄肋结构。根据这些需求选择对应的工艺,能有效提升工具性能并保证型材加工品质。
行动
- 研磨时为什么会产生热?>>研磨热
- 必须要知道的磨料基本知识>>>研磨-磨料 介绍
- 砂轮性能的关键角色>>結合剂介绍
- 当前测量的表面粗糙度是否达到您预期的目标>>>研磨抛光与表面粗糙度对照表
- 砂轮磨粒的各式面貌 >>砂轮磨粒的研磨作用
- 表面出现变质了怎么办>>深入解析研磨加工避免表面变质?
- 表面粗不粗糙、光不光滑>>什么是表面粗糙度
- 切刃不同的研磨状态>>深入了解砂轮切刃形状、变化与自锐机制
- 执行>>>金刚石与氮化硼砂轮、抛光磨料、抛光设备、抛光工具
- 覆盘
研磨方面 我们提供客制化调整,可以依加工需求调整比例已达最高效率
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
您可能感兴趣的文章…
[wpb-random-posts]
