
在精密磨削加工中,砂轮的修整是一个至关重要的环节,它直接影响砂轮的切削性能、加工精度以及工件的表面品质。透过适当的修整方式与参数设定,可以确保砂轮保持良好的形状与切削能力,从而提高加工效率并延长砂轮的使用寿命。
修整方式主要分为顺铣与逆铣,两者在修整效果上存在显著差异,而影响修整结果的关键参数,如速比、轴向进给速度、停留转速与进给速率,也必须根据不同的加工需求进行调整。
由于应用场景与工件要求的多样性,了解并掌握这些修整技术,能够有效优化磨削过程,确保稳定的加工品质与高效的生产效能。
目录
什么是顺铣?
主要是指滚轮的切削方向与工件进给方向相同。
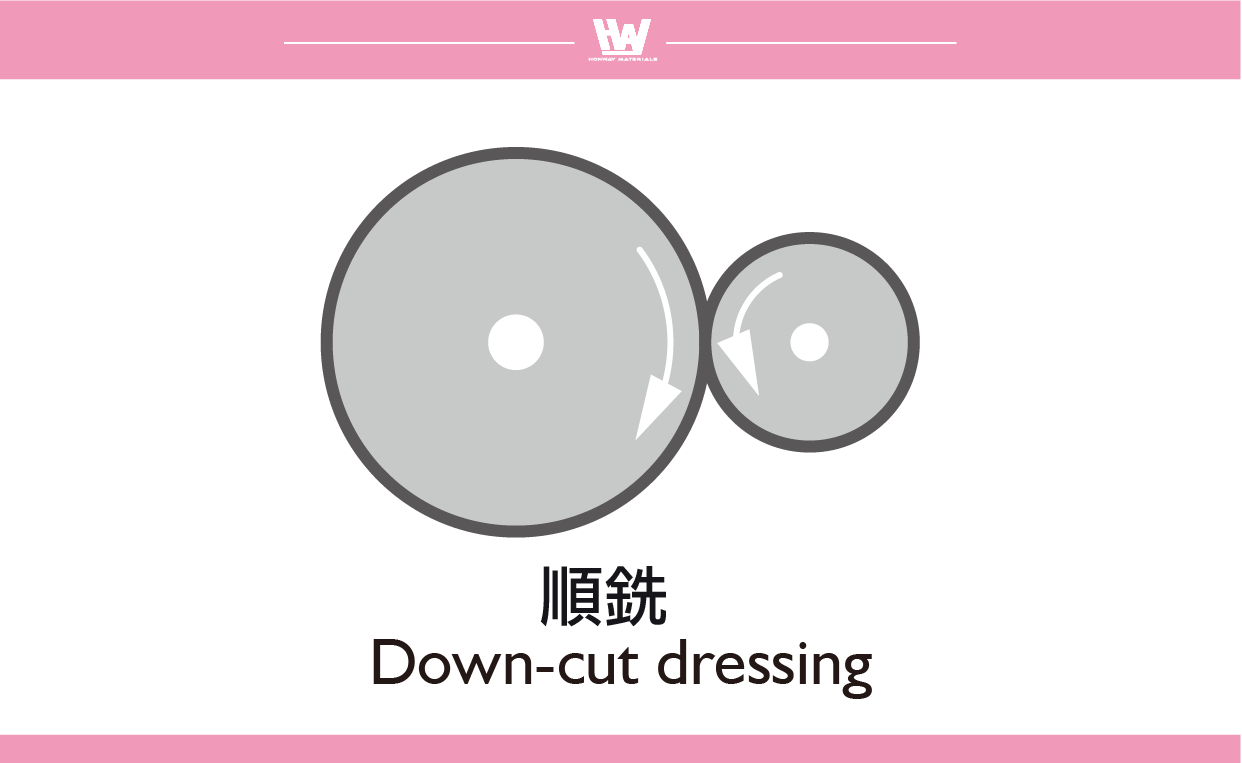
特点
- 有效粗糙度较高:适合产生较粗糙的砂轮表面,提高材料去除率。
- 速比影响大:透过改变修整滚轮与砂轮的速比,可以显著调整有效粗糙度,使其适应不同加工需求。
应用范围
- 适用于高性能仿形、粗磨砂轮,以及磨削时容易烧伤的关键轮廓的精磨。
什么是逆铣?
主要是指滚轮的切削方向与工件进给方向相反。
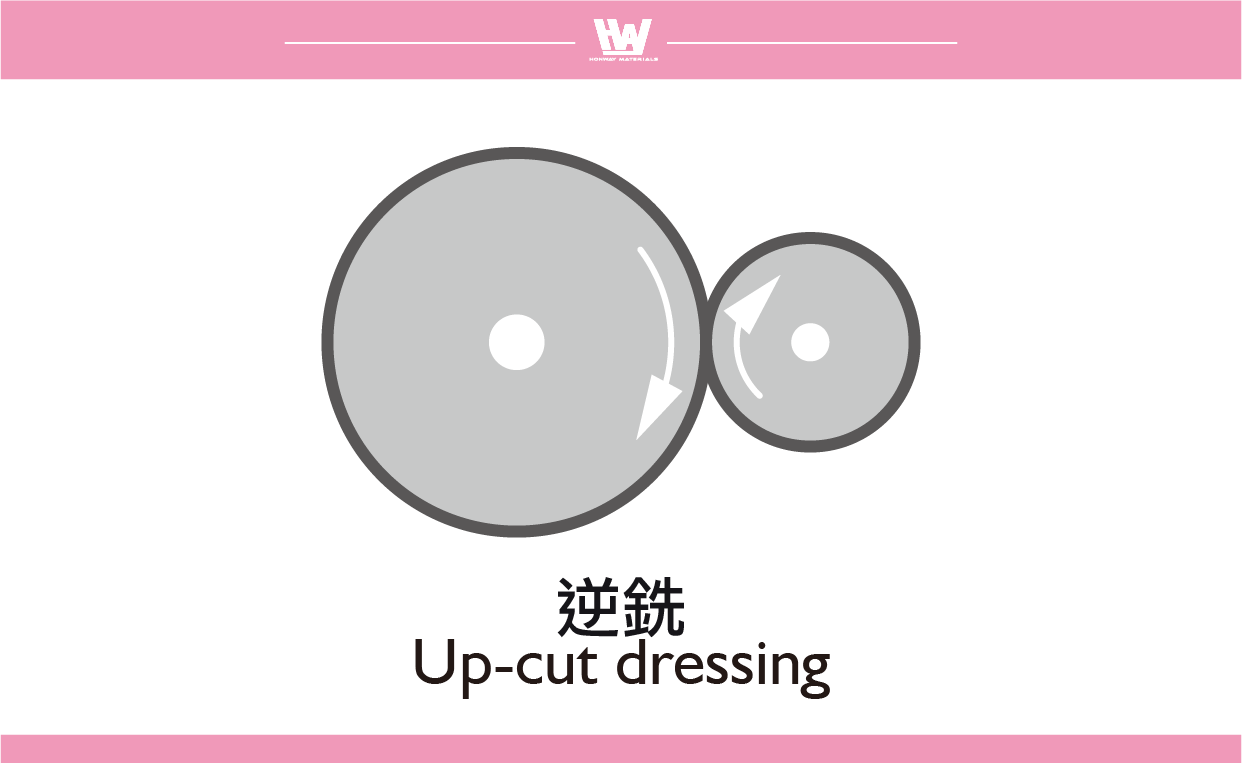
特点
- 有效粗糙度较低:能产生较细腻的砂轮表面,提高加工精度与光洁度。
- 速比影响相对较小:即使调整速比,对有效粗糙度的影响也不如顺铣修整明显。
应用范围
适用于精磨砂轮,特别是磨削过程中不易烧伤的非关键轮廓修整。
我们可以得出以下分析:
- 顺铣修整适用于粗磨与高效加工,因为其有效粗糙度较高,使砂轮能够更快去除材料,适合磨削容易烧伤的关键轮廓的精磨。
- 逆铣修整则适用于精密加工,能够提供较低的表面粗糙度,适用于对光洁度要求较高的精磨工艺,适用于磨削过程中不易烧伤的非关键轮廓。
因此我们可以藉由自己的需求来选择要顺铣还是逆铣。
砂轮修整四大会影响面粗度的数值
选择完修整方向就后就要来了解我们所设定的各种数值会如何影响面粗度,会影响砂轮修整的面粗度数值主要有四种:速比、轴向进给速度、停留转速、进给速率。
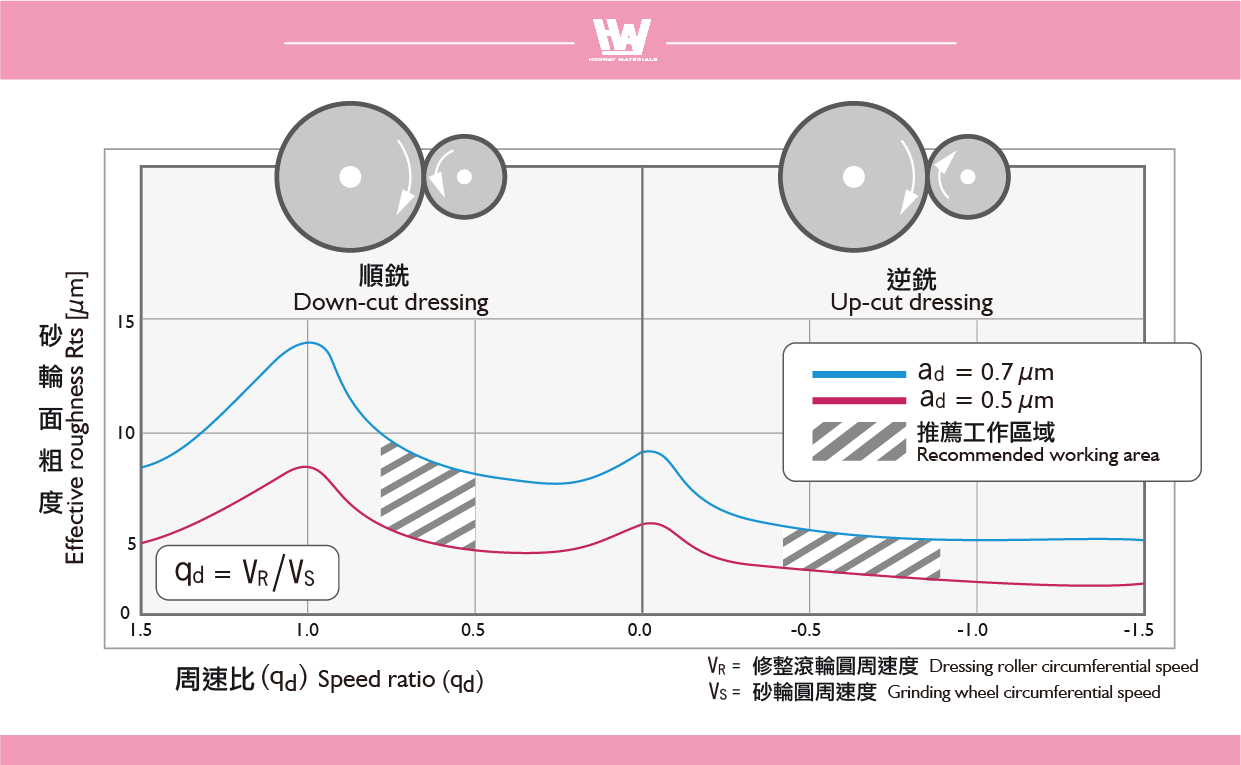
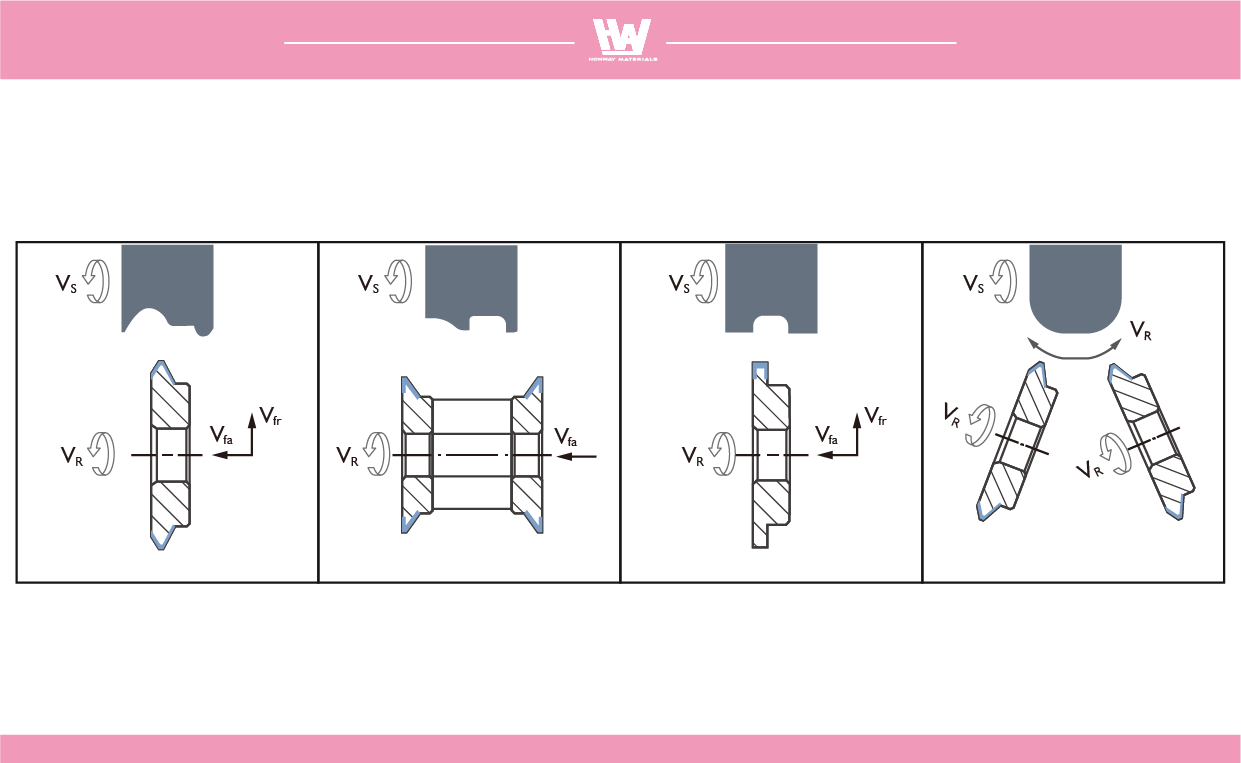
速比(qd)
对于面粗度的影响最大,该值是透过修整滚轮的周转速与砂轮的周转数相除获得的,即:qd=VS/VR
- 较高的速比(qd↑):产生较高的有效粗糙度,使砂轮表面更粗糙,适合高效材料去除。
- 较低的速比(qd↓):产生较低的有效粗糙度,使砂轮表面更加平滑,适合精密磨削。
※注意:请勿使用1或接近1的速度比,这样的修整容易使砂轮消耗过快或导致滚轮损坏。
轴向进给速度(V)
是指使用金刚石修整滚轮时所需的另一个工作参数是轴向或切向速度的进给运动。
进给速度增加
- 顺铣修整的进给速度通常高于逆铣修整。
- 进给速度越快,砂轮的有效粗糙度越高,使其更适合高材料去除率的粗磨。
进给速度降低
- 进给速度较低时,修整作用更细腻,能产生较光滑的砂轮表面。
- 适用于高光洁度要求的精磨,可降低工件表面粗糙度,提高加工精度。
一般建议的轴向进给速度范围
- 粗磨修整:100 – 300 mm/min
- 精磨修整:30 – 100 mm/min
进给速度应根据应用需求与工作条件进行调整,以确保修整效果与砂轮寿命的最佳平衡。
停留转速(na)
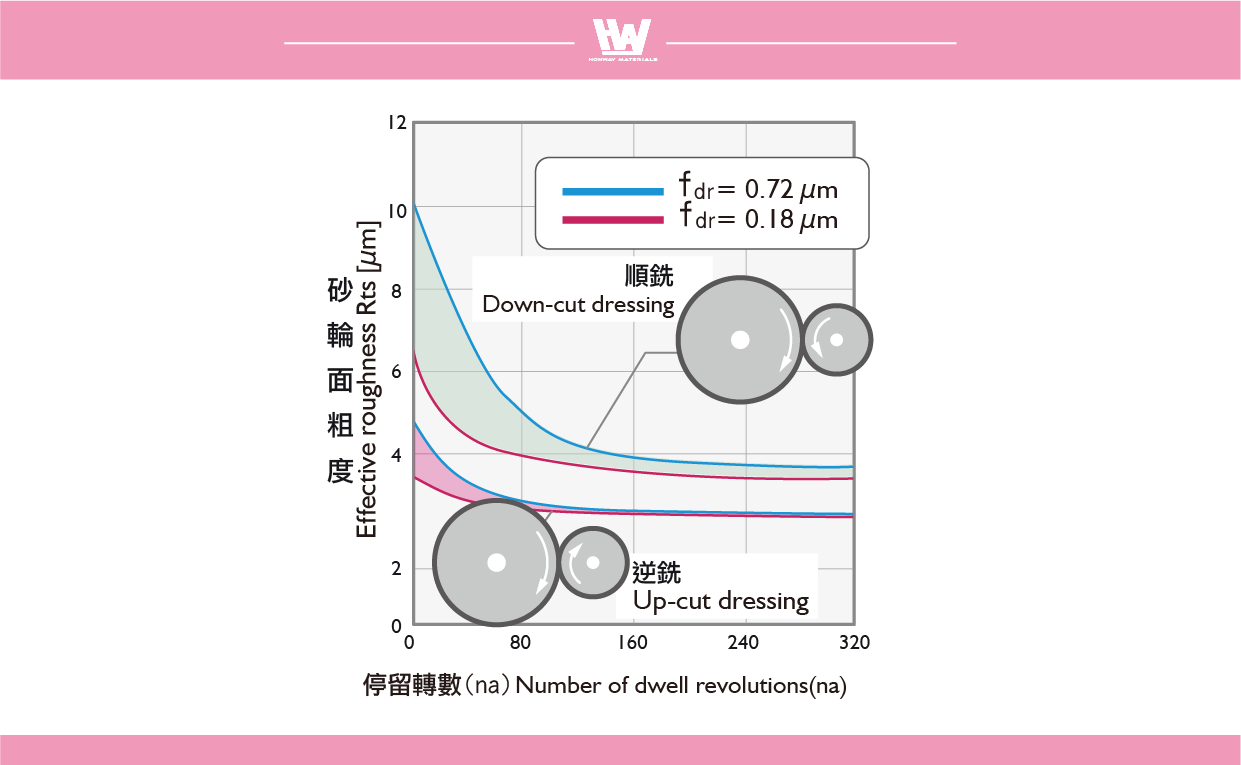
停留转数增加(na↑)-面粗度越低:但过高的停留转数可能会导致砂轮表面过度修整,影响切削效率。
停留轉數減少(na↓)-面粗度越高:如果停留轉數過低,可能會導致修整不均勻,影響加工精度。
顺铣与逆铣修整的建议停留转数
- 顺铣修整:约 150 转
- 逆銑修整:約 50 轉
※当面粗度较高时,可以适当提高停留转数来改善表面品质。
如果出现磨削烧伤怎磨办?
虽然较低的停留转数有助于维持砂轮较高的粗糙度,但可能会导致磨削烧伤,若出现应适当提高停留转数,以获得较稳定的修整效果,减少热损伤。
进给速率(Ad)
砂轮修整时,径向进给增量指的是砂轮每转一圈时,钻石修整滚轮的进给量。随着进给量的增加(顺铣大于逆铣),有效粗糙度会相应增加。
建议进给量:
- 标准进给量:0.25–0.5 μm / 砂轮每转。
- 总进给量:应尽可能小,以恢复砂轮轮廓(通常 <0.03 mm)。
- 连续修整:刀具以 0.2 μm / 砂轮每转的速率进给。
标准进给量范围:
- 粗磨:0.1–0.5 mm
- 精磨:0.005–0.05 mm
※修整时,进给量主要取决于修整整滚轮的类型、所需要的砂轮轮廓、切削条件、粗磨还细磨,由于应用条件众多,我们只能依照标准值去做修正。
滚轮形状的选择
应用⽅法根据所需的砂轮轮廓,需要不同类型的整形滚轮。
常见的修整工具
金刚石滚轮>>金刚石滚轮
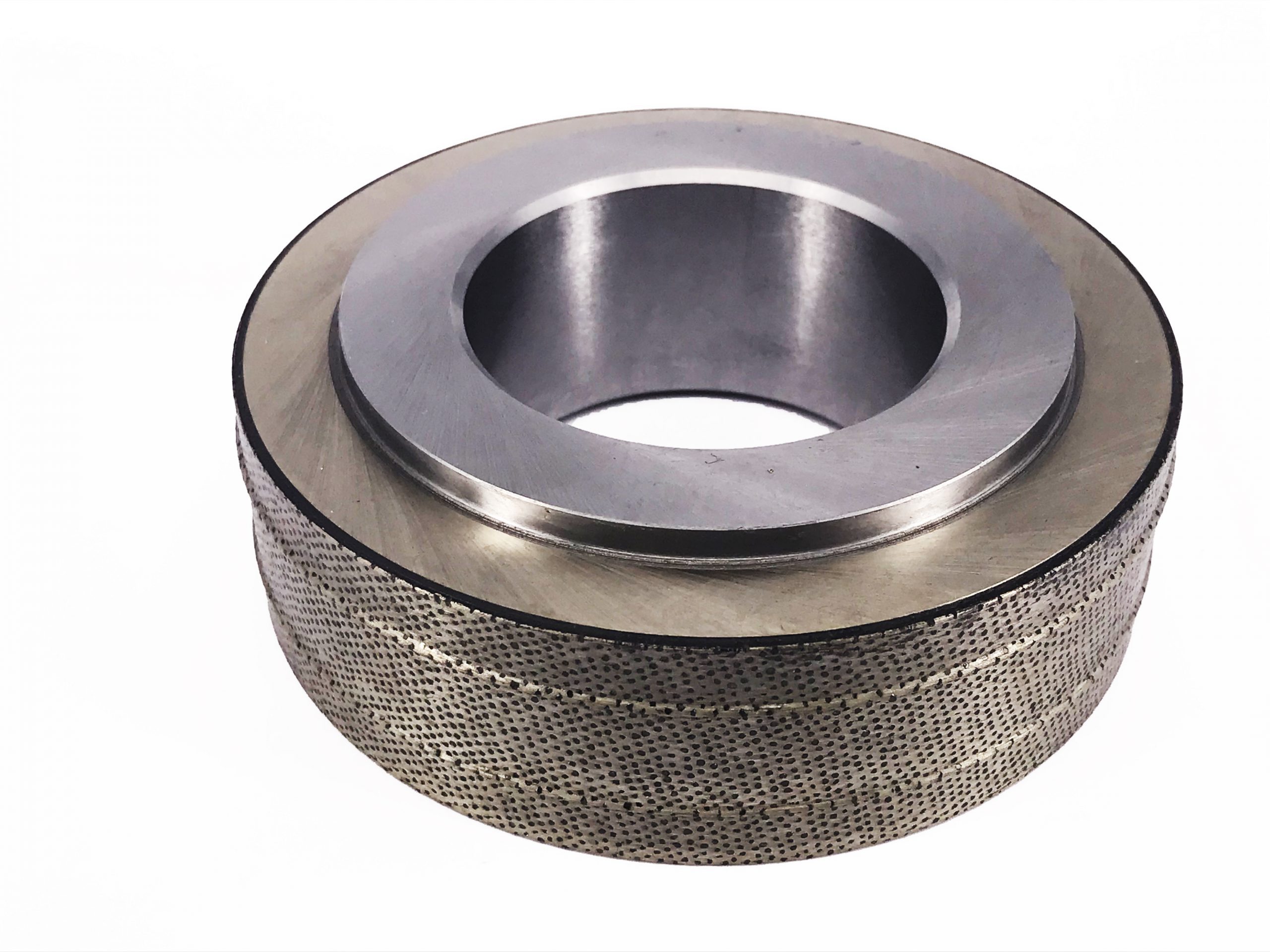
- 工艺:反转电铸、烧结
- 介绍:使用金刚石修整滚输进行砂轮整形时,能够为制程最佳化提供最佳解决方案,多应用于高精度需求之成形研磨砂轮的修整(材质:氧化铝、碳化矽、CBN砂轮等)。
- 适用于:轴承、滚珠螺杆、滑轨、齿输、刀治具、汽车及航太零件等产业之精密元件。在成形或批量研磨加工时维持砂轮形状精度的自动化修整作业。
结论
砂轮修整的方式与参数设定对于磨削品质与加工效率有着决定性的影响。顺铣与逆铣各自具有不同的特性,前者适用于高效材料去除与粗磨,而后者则适合精密加工与高光洁度要求的应用。影响修整效果的关键参数包括速比、轴向进给速度、停留转速与进给速率,每一项参数的变化都会直接影响砂轮的表面粗糙度与修整稳定性。合理调整这些参数,能够确保修整过程既能维持砂轮的切削性能,又能延长其使用寿命,从而提升整体加工品质。此外,根据加工需求选择合适的修整滚轮形状,也是确保砂轮轮廓准确与修整效果稳定的关键。在实际应用中,应根据具体的工作条件与工件要求,灵活调整修整方式与参数设定,以达到最佳的磨削效果与加工稳定性。
行动
- 研磨时为什么会产生热?>>研磨热
- 必须要知道的磨料基本知识>>>研磨-磨料 介绍
- 砂轮性能的关键角色>>結合剂介绍
- 当前测量的表面粗糙度是否达到您预期的目标>>>研磨抛光与表面粗糙度对照表
- 砂轮磨粒的各式面貌 >>砂轮磨粒的研磨作用
- 表面出现变质了怎么办>>深入解析研磨加工避免表面变质?
- 表面粗不粗糙、光不光滑>>什么是表面粗糙度
- 切刃不同的研磨状态>>深入了解砂轮切刃形状、变化与自锐机制
- .金刚石滚轮如何选择工艺>>金刚石滚轮的工艺
- 执行>>>金刚石与氮化硼砂轮、抛光磨料、抛光设备、抛光工具
- 覆盘
研磨方面 我们提供客制化调整,可以依加工需求调整比例已达最高效率
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
您可能感兴趣的文章…
[wpb-random-posts]
