
这个东西摸起来好粗糙喔! 是多粗糙呢?
这个东西摸起来好滑喔! 那他的粗糙度又是如何呢?
这些表达方式在追求极致的工业领域中大概就像「海是蓝色的」,但你我心中的蓝不一定相同是一样的道理,所以呢,为解决这样的状况,提高良率,表面粗糙度的定义方式在1940年代诞生,在后面的修修订订后才成为在你我手中的工业准则。
※在工业领域中多用Ra、Rz、Rmax,本篇将着重于「 表面粗糙度 -线粗糙度进行介绍」,如想了解SA与RA的差异请往这>>>RA與SA的差異
目錄
量测术语:
在了解表示法前,我们先来懂几个在多数表示法中都使用到的术语
- 不规则点(Irregularities):即为曲线的波峰与波谷
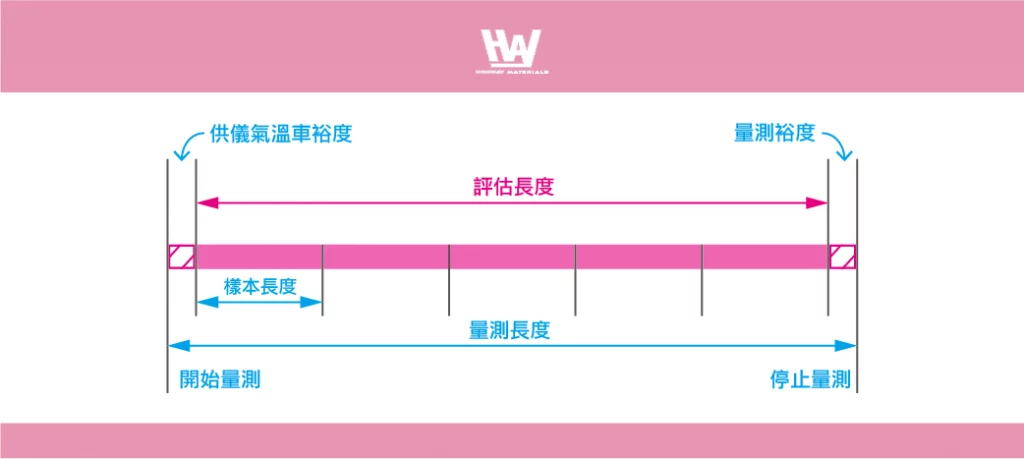
- 样本长度(Sampling length):足以显示整个粗糙度型式的表面长度。
- 评估长度(Assessment length):包括几个样本长度,量测值为几个参数评估的平均值。
- 量测长度(Traverse length):探针量测时,表面量测的总长度。
- 参考线(Reference line):用来量化评估表面粗糙度外型的参考基准线。
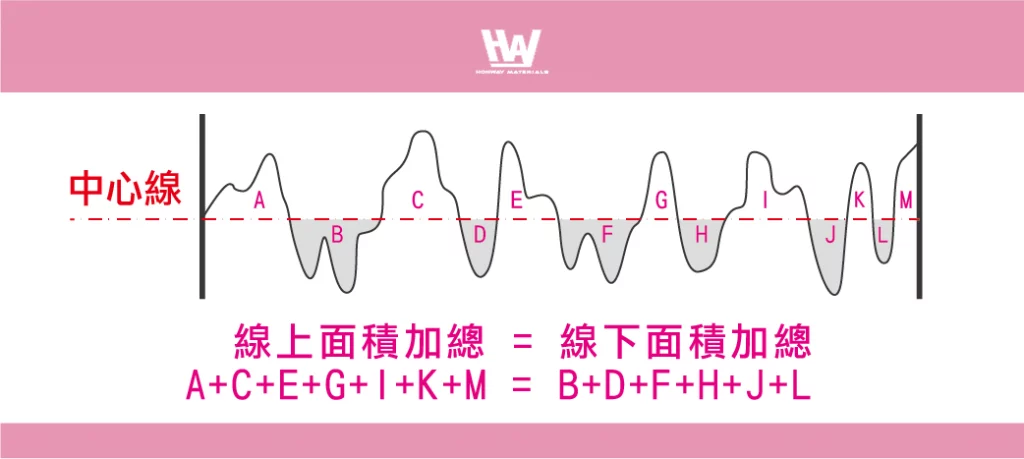
- 中心线(Center line):将外形平分成面积相等的两个部分,且平行于外形一般方向的参考线。
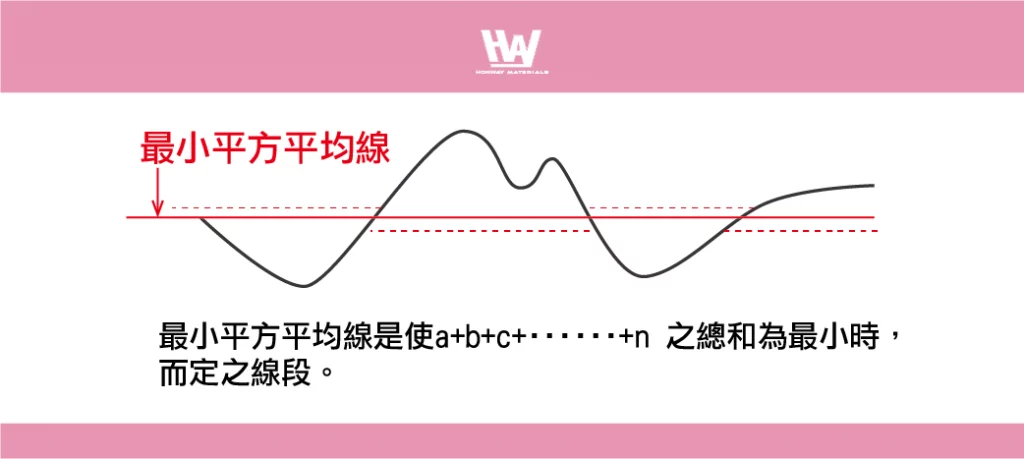
- 平均最小参考线(Least square mean line):为从粗糙度的断面曲线中,取一个区间且在曲线区间内设置一条直线,若直线到上与下曲线偏差距离平方的总和为最小时,则这条就名为「平均最小参考线」。
常用的面粗度表示法
| 表示法 | 定义 | 说明 | |
| 1 | Ra | 轮廓的算数平均偏差 | 在取样长度L内,被测实际轮廓上个点至轮廓中线距离绝对值的平均值 |
| 2 | Rt [Rymax] | 粗糙度最大的高度 | 在轮廓取样长度L内,最大的峰到最大的谷值之和,即Rt=Rp+Rv |
| 3 | Rz (JIS) [Rtm] | 微观不平度十点平均高度 | 该参数也成为ISO试点高度参数,在取样长度L内,五个最大的轮廓峰和五个最大轮廓谷之间的平均高度 |
以上三种粗糙度的关系为4 Ra ≒ Rymax≒ Rtm
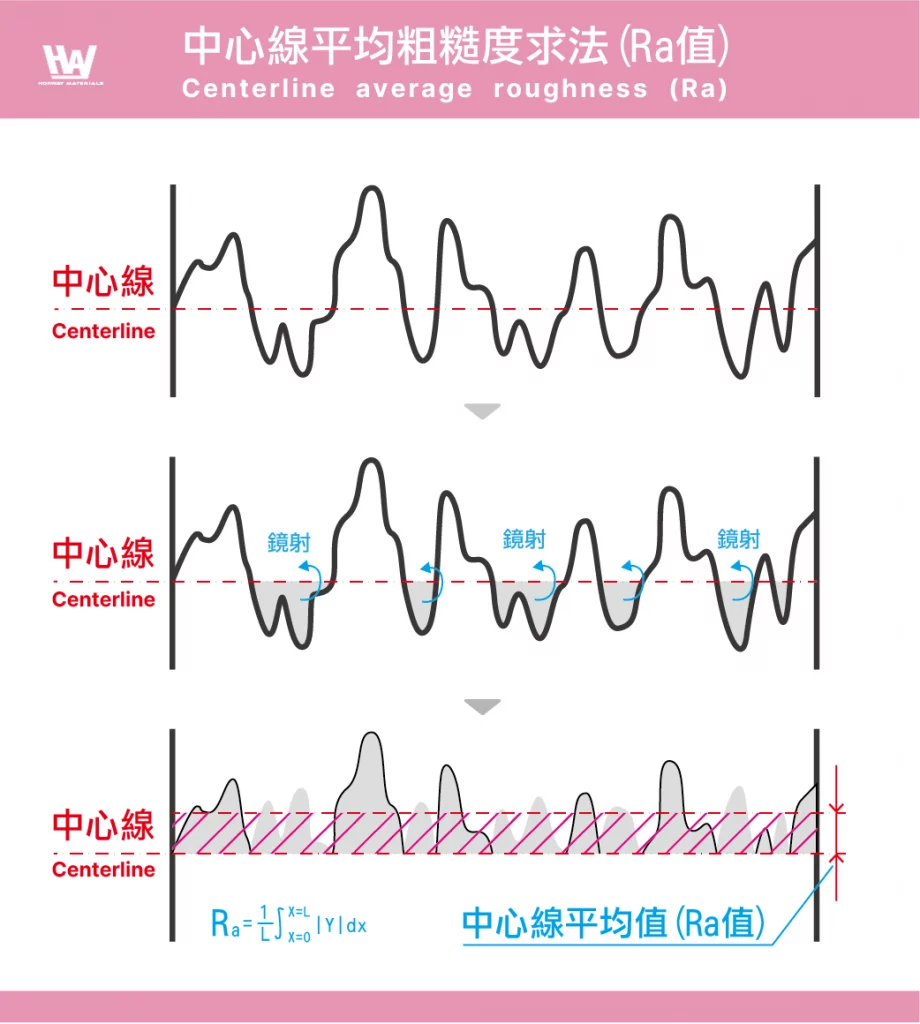
中心线平均粗糙度(Ra)
整个样本长度上中心线距离外形偏差值算术平均
Ra=(|Y1|+|Y2|+…..+|Yn|) /n
最大高度粗糙度(Rmax [DIN]); (Ry [ISO; JIS])
样品长度上各基准长度内最高峰与最低谷之和
[Rmax=(Rmax1+Rmax2+……) /N; Ry=Ymax-Ymin]
十点平均粗糙度(Rz)
取样长度L内,五个最大的轮廓峰和五个最大轮廓谷之间的平均高度
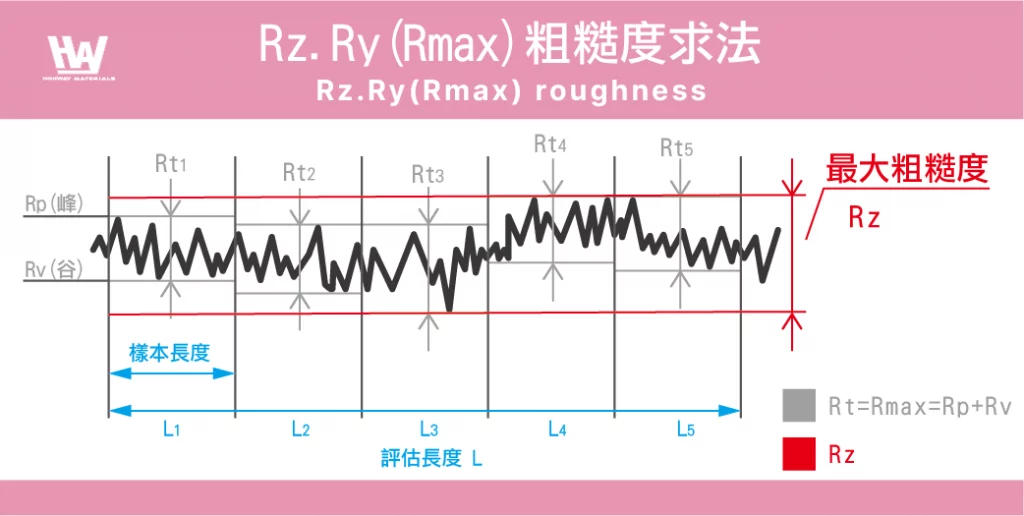
以上参数中Rz、Rmax 在DIN和ISO有稍微不同。
- Rz(DIN):取五个样本长度之平均全粗糙高度。
- Rz(ISO):取评估长度中五个最高波峰、波谷间的平均距离。
※故Rz(DIN)之数值会比较小; 同理,Rmax(DIN)亦会比较小
其他表面粗糙度表示法
其他表面粗糙度表示法
| 表示法 | 定义 | 说明 | |
|---|---|---|---|
| 4 | R3y | 粗糙度峰-谷高度 | R3y是靠计算在每一个采样长度中,三个最高的峰与三个最深的谷之间的最小距离值后,再从这些值中找出最大值。 建议至少用5个取样长度来评定 |
| 5 | R3z | 平均峰-谷高度 | R3z是在整个评价长度L上,在每一个采样长度上的三个最高峰和三个为深谷之间的垂直距离的平均值 |
| 6 | Rv | 最大的谷值 | 在取样长度L内,从轮廓中线到最低的谷值 |
| 7 | Rp | 最大的峰值 | 在取样长度L内,在平均线以上的轮廓的最大高度 |
| 8 | Rc | 轮廓的粗糙度平均高度 | 在取样长度L内,轮廓的高度平均值 |
| 9 | Rda | 粗糙度算数平均倾斜斜坡 | 在取样长度L内,轮廓变化速率的绝对值的算数平均 |
| 10 | RΔq | 粗糙度均方根倾斜 | |
| 11 | Rku | 粗糙度峰度之概率密度函数 | 指轮廓峰态 |
| 12 | Rlo | 粗糙度被测的轮廓长度 | 在评价长度内,轮廓表面的被测长度L,即是测针在测量其间,滑过表面峰谷的总长度 |
| 13 | Rmr | 粗糙度材料比曲线 | |
| 14 | Rpc | 粗糙度峰计数 | |
| 15 | Rsm | 粗糙度轮廓要素的平均宽度 | 在取样长度L内,轮廓要素之间在平均线的平均间距 |
| Rsm平均宽度指波峰到波谷的平均宽度数值越大,表示越平粗糙度越好(越平) | |||
| 16 | Rvo | 粗糙度测定体积的油保持力 | |
| 17 | Rs | 粗糙度局部峰的平均间距 | |
| 18 | Rq | 均方根粗糙度 | |
| 19 | RHSC | 粗糙度高点计数 | |
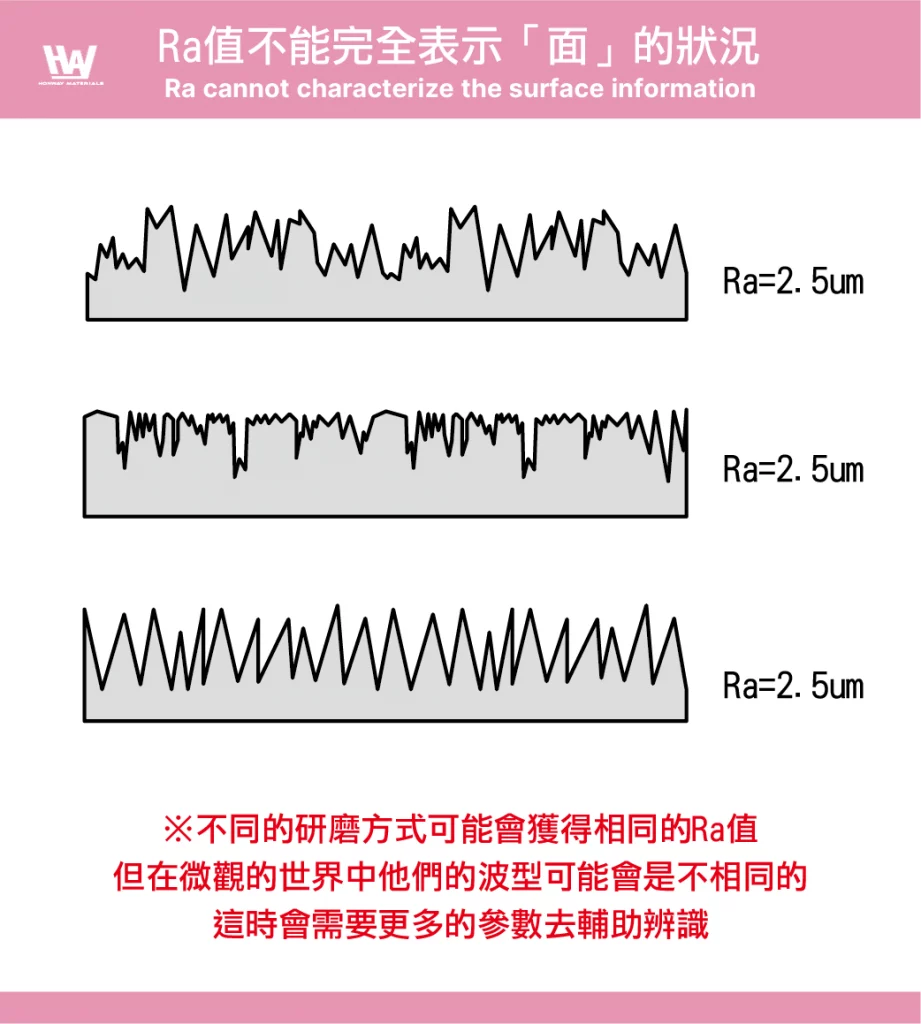
面粗度陷阱
结论
- 面粗度是表面粗糙度量化的一个值,在微观的角度中,不同的物件在微观的形态上还是会有差别。
- 同理,不同的公司、国家使用的标准规格(如:ISO.JIS.DIN)表示法也有所不同,若在加工中要更换厂牌或购买不同厂牌的零件互相配合时,须要多加注意,以避免因尺寸不合、粗糙度不同而导致工件不完美或加速零配件的磨耗。
- 表面粗糙度仅针对表面的几个区域采样,故选取上应选择能表示该物体表面粗糙度的一定长度区域,抑或多个测量区域几个减少间隙值。
- 虽然市面上已有很多科技解决方案能够帮助我们节省测量与计算的步骤,但了解核心原因更能为我们明确定义问题,也为当前卡关的目标找到突破点。
行动
- 当前测量的表面粗糙度是否达到您预期的目标>>>研磨拋光與表面粗糙度對照表
- 是否工件间有相互配合的需求 >>> 面粗影响
- 如何解决 >>> 六种 模具抛光 ,你认识了多少?
- 执行 >>> 抛光磨料、抛光设备、抛光工具
- 覆盘
名词解释
- DIN:是由位于柏林的德国标准研究所(DIN)发布的,主要在德国使用的国家标准
- ISO:是由国际标准化组织(简称ISO)所制定的一项通用标准,用来协助企业维持产品与服务,确保质量稳定一致,也是如今最知名的ISO认证,适用于各产业的制造商、贸易公司、政府机构和学术单位。
- JIS:是由日本产业标准调查会组织制定和审议。 JIS是日本国家级标准中最重要、最权威的标准。
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
