
加工主要分两大类,一类是做出模具后大量复制;另一类是分别以各样工具与特定材料制作出所需的形状。而个别加工又分别包含以下三大类:
一、切削:钻孔、铣削、车削
二、研磨:平面研磨、圆筒研磨
三、放电:放电加工、先切割加工
本文章提及精密切削加工主要以刀具精密切削为主。
精密切削加工的应用时机
一般用于有高精度、高可靠性、高强度、形状自由、小批量需求的工件:
(1)支撑承载高速运动的零件:飞机引擎
(2)制造用工具、装置里的零件:半导体装置
(3)生产量极少的装置、机器里的零件:太空相关零件
精密加工运作应用包含了刀具的形状、材质、动作与强度
刀具的形状差异影响其使用寿命与其刚性
前刀角大小
角度大,刀具状况佳发热的情形较小、但刀具薄刚性较小易产生缺口。 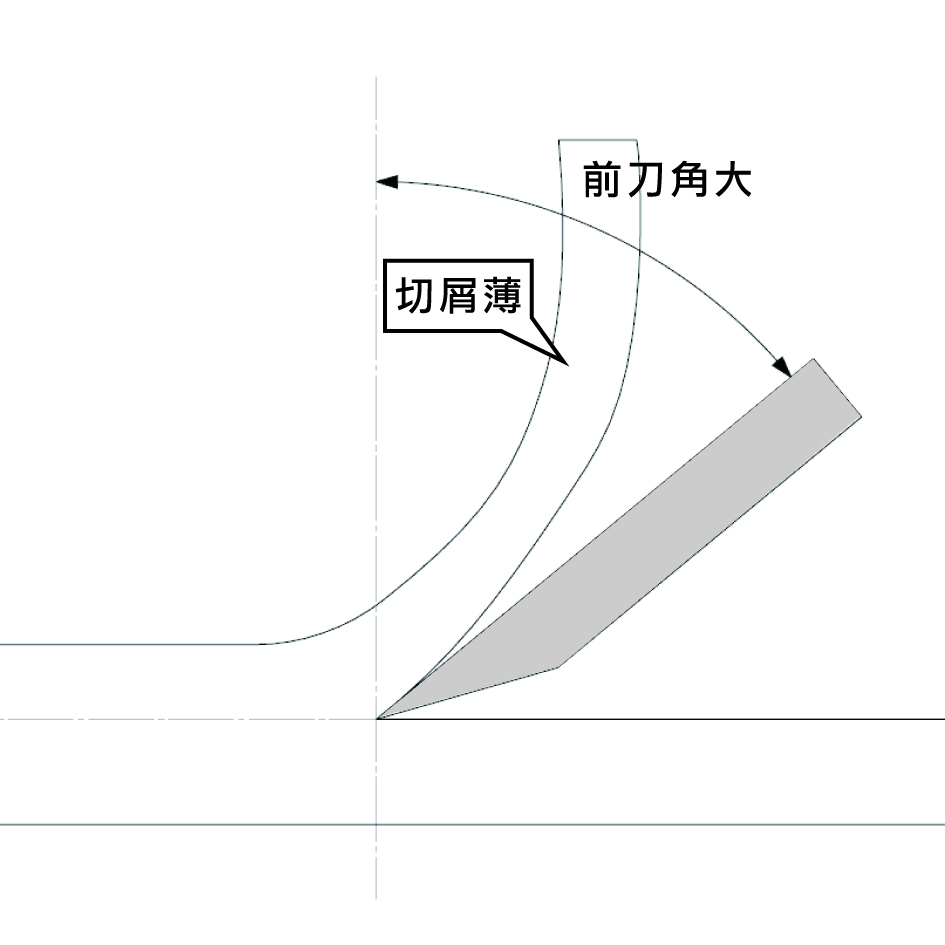
角度小,刀具状况差较会有发热情形、但不易产生缺口。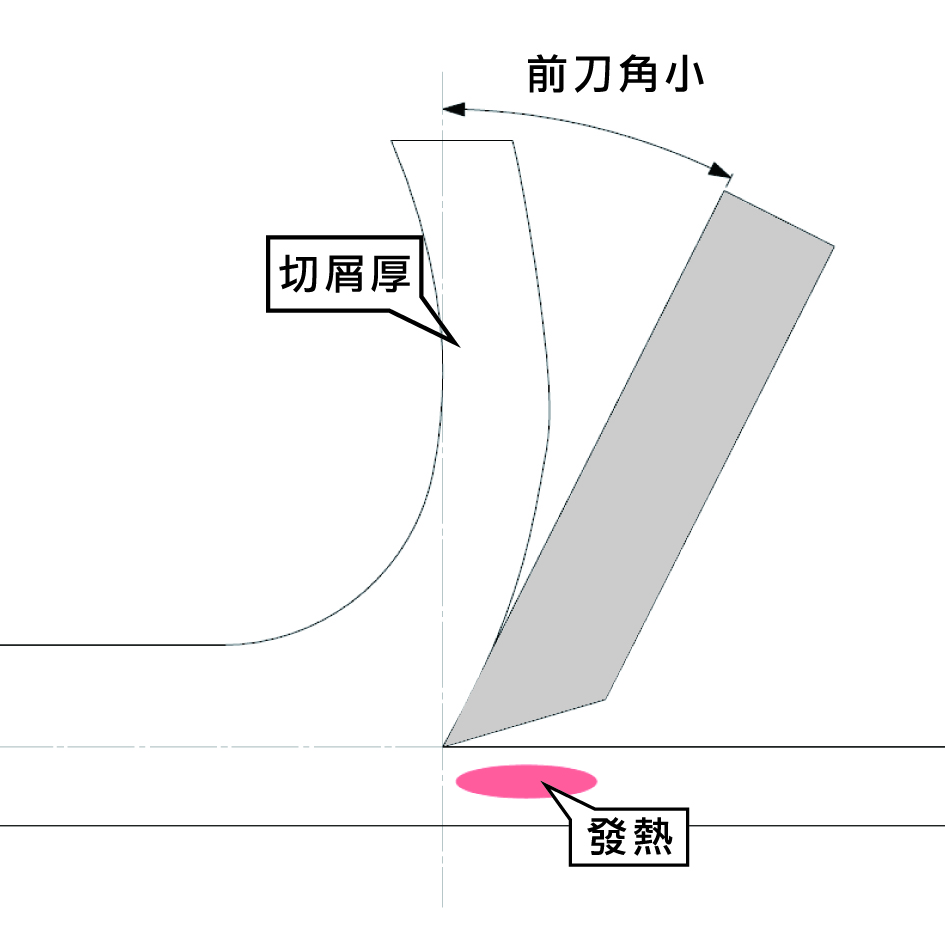
后刀角大小
角度大,后刀面磨耗范围小,可长时间使用,尤其是切削铝类容易沾黏的材料适合。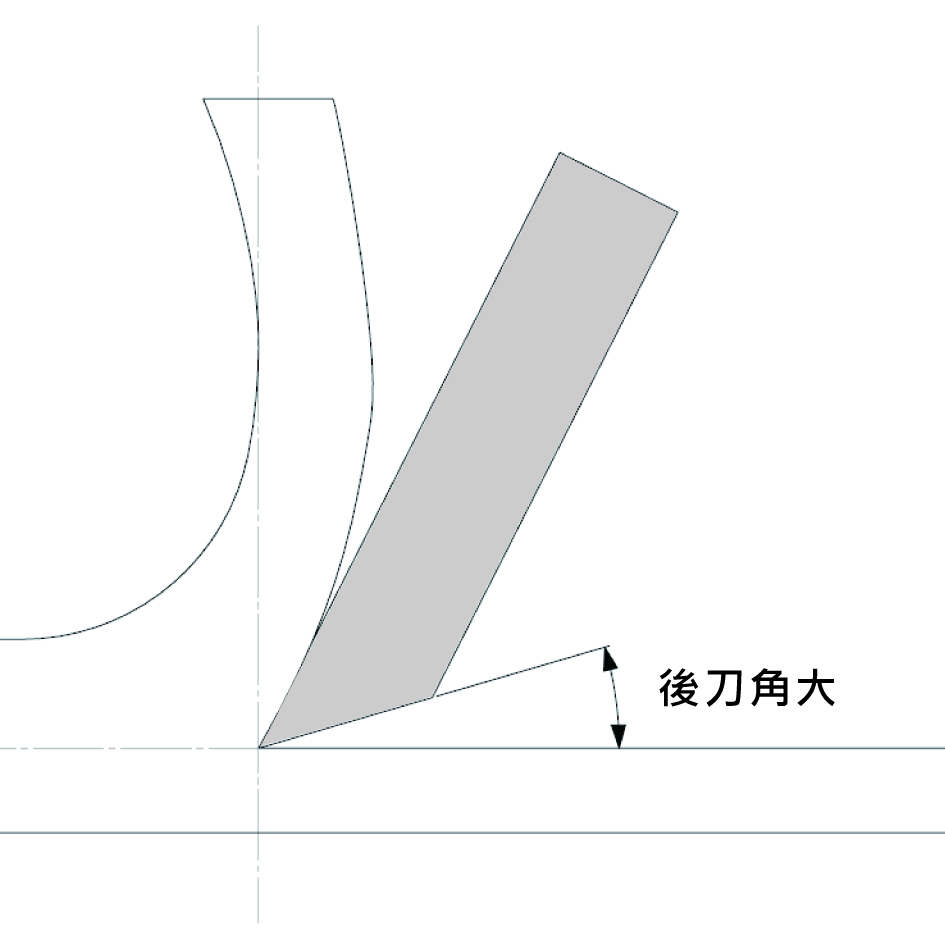
角度小,后刀面磨耗范围大,但会有发热的情形也会加速刀具磨耗。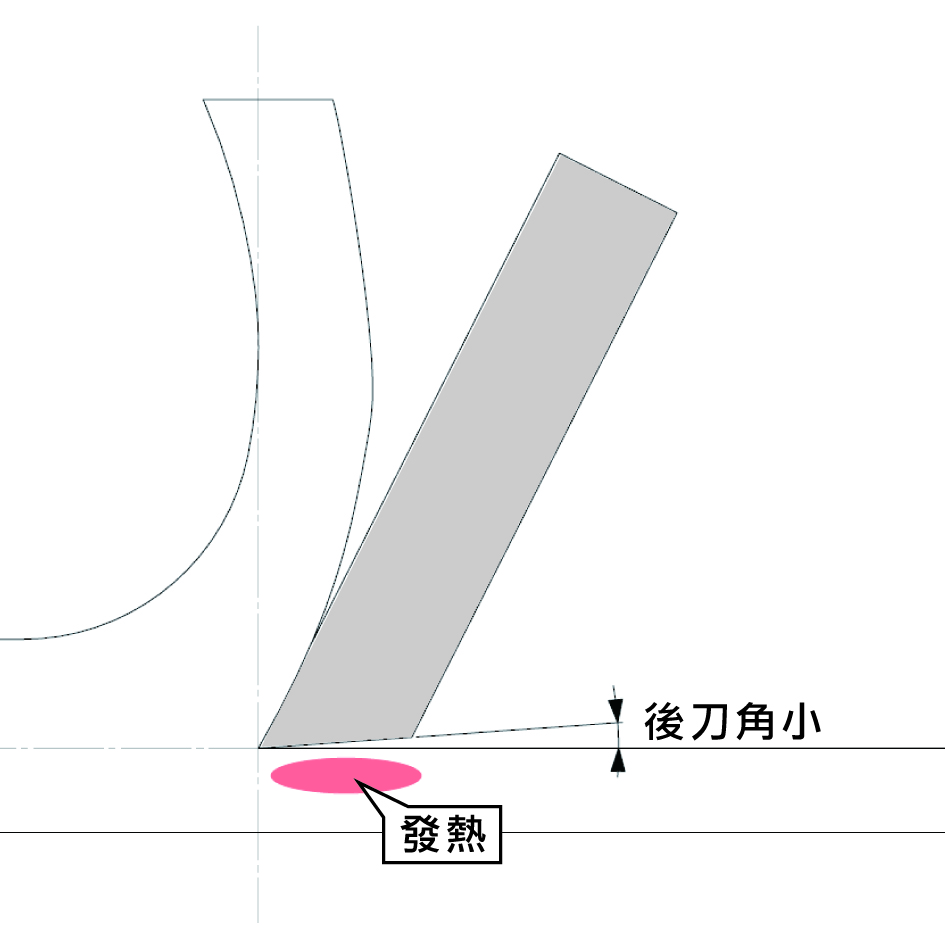
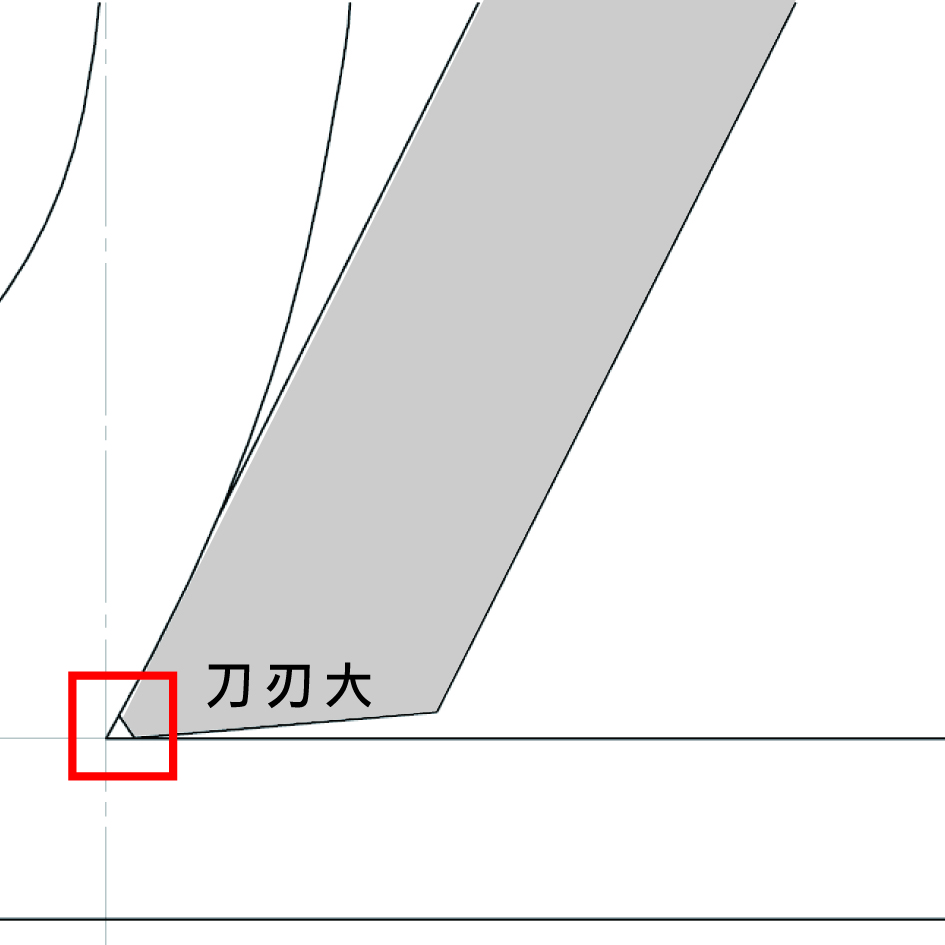
刀刃前端的锐利度
一般刀具刀尖处会有小R或C角称作刀刃。
刀刃小:刀具状况佳、但易崩口。
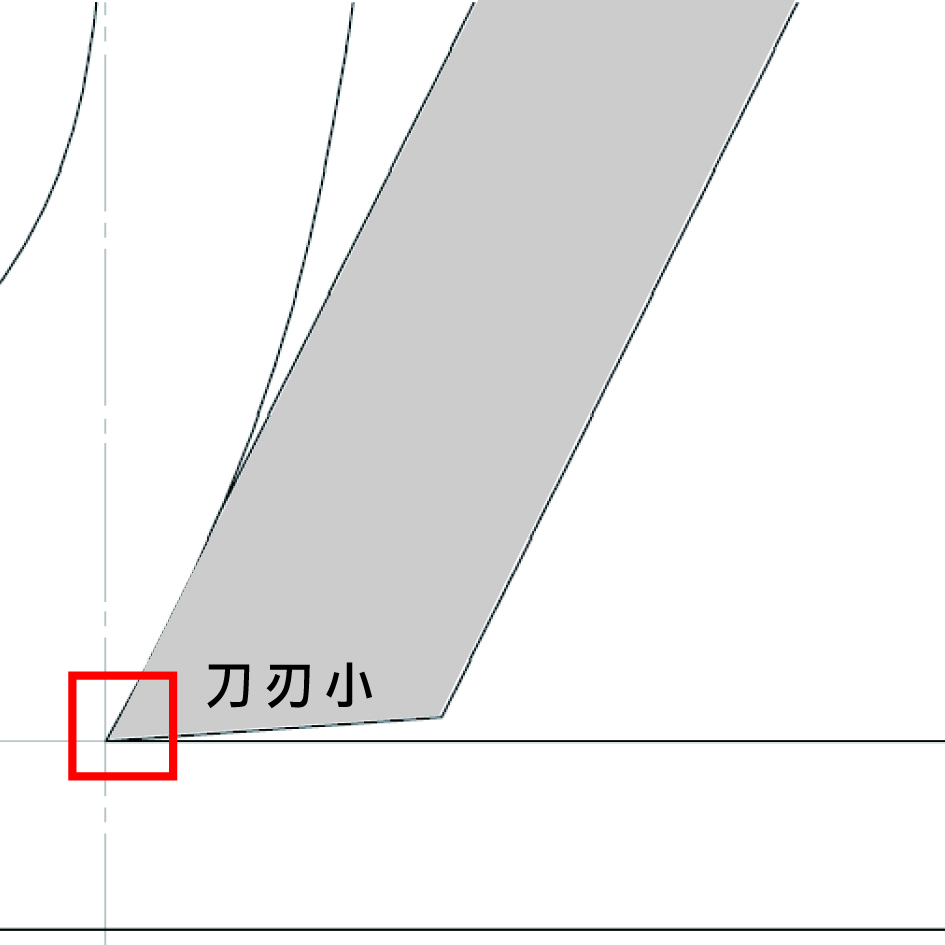
刀刃大:刀具状况较差、但不易崩口。
刀片断屑槽
各家厂商会有不同花纹,为了将切削后产生的切屑急速卷曲,让其又卷又碎。
端铣刀的刃数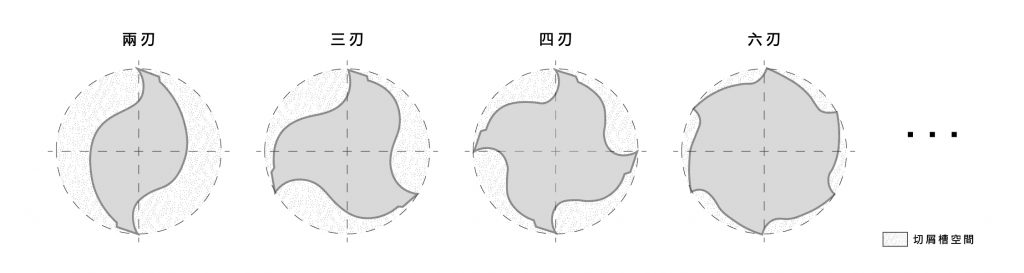
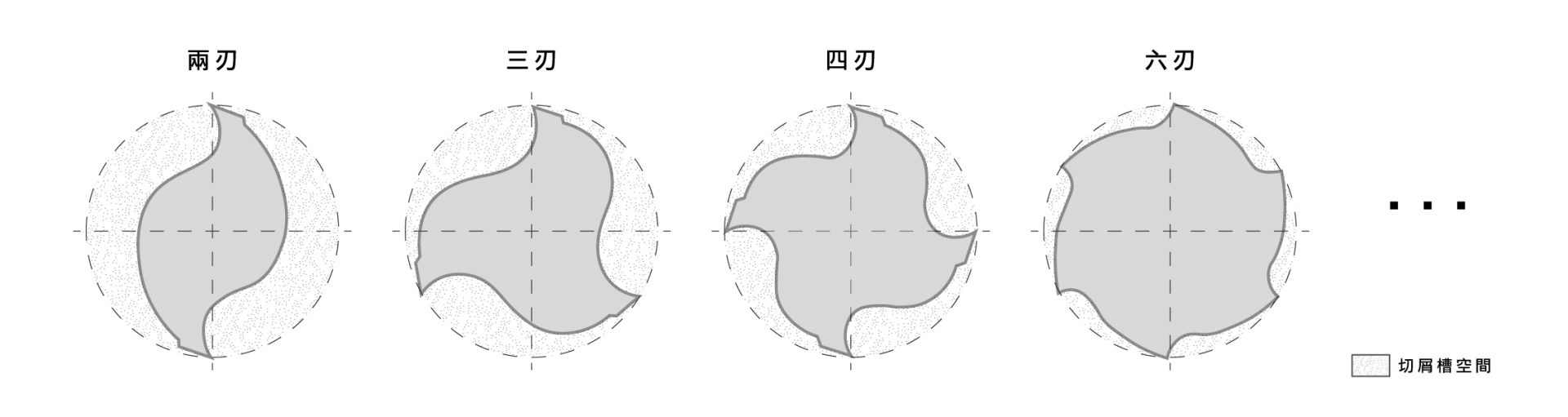
刃数多:刚性较好,但较小易阻塞、不适合沟槽加工。
刃数少:足够的空间作为切屑槽。
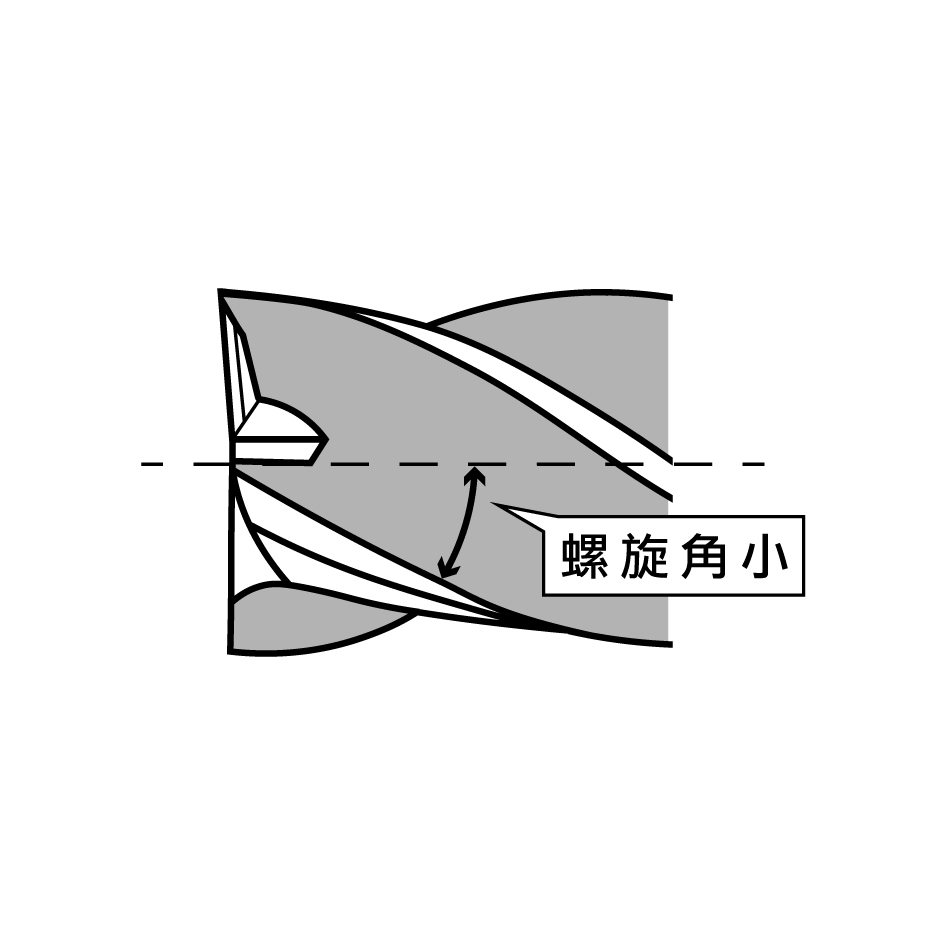
端洗刀的螺旋角度
螺旋角大:刚性较弱、适合侧面精加工。
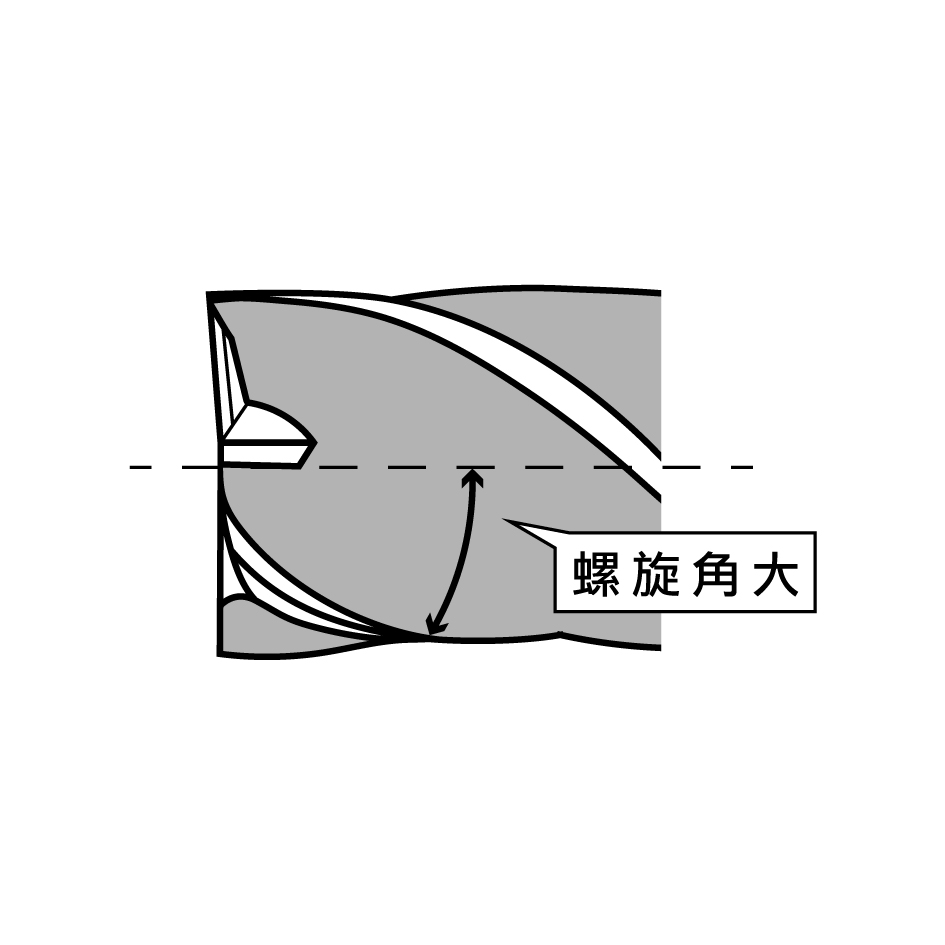
螺旋角小:刚性较佳、适合深沟加工。
刀具常见材质
1.钻石烧结体
2.cBN烧结体
3.陶瓷
4.金属陶瓷
5.硬质合金
6.高速度工具钢(高速钢)
会依照其硬度、韧性、耐热、耐溶着性去以及配合切屑的素材来做挑选。(例如:金刚石虽硬,但不适合切削碳素钢,其会与碳素钢的碳反应而减短其寿命)
刀具的运作
切削速度就是刀具作用于工具的速度。一般来说单位以m/min表示。旋转刀具切削时,刀具外径旋转一周的圆周速度即为切削速度,因为材料旋转时会成为切削点的圆周速度,所以切削速度又称为圆周速度。
切削又分成连续切削与断续切削。连续切削冲击力小但持续加工的过程中会积热;断续切削冲击力大(因为过程多次进刀)但加工过程就不像连续切削磨耗产生那么多热。
刀具的强度
刀具的刚性如果过小,在加工过程会引起颤振,不仅会加快刀具磨耗且加工无法达到加工精度要求。
固定刀具的支撑座、机台本身与工件的刚性也很重要。如果工件刚性不足可借由挟持方式来降低其影响,若是无法挟持的构造,就必须尽可能地选用锐利度好的工具来减轻切削负荷、抑制工件变形。