
砂轮作为研磨加工中不可或缺的工具,其性能直接影响着工件的加工效率与表面品质。在研磨过程中,砂轮的切刃以微观尺度呈现不规则分布,并在高温高压条件下经历磨耗、脱落和自锐等复杂变化。
这些现象不仅决定了砂轮的使用寿命,还对加工精度与稳定性产生深远影响。因此,深入了解砂轮切刃的形状特性与自锐机制,是提升研磨技术水平的重要方向。
本文通过分析砂轮切刃的形状、分布特性与其在不同研磨条件下切刃的变化,并阐述自锐作用的原理及其应用限制。同时,结合实际研磨需求,总结修整砂轮的重要性及其对切刃性能的影响。
目录
切刃介绍
砂轮切刃是砂轮进行切削加工时,磨料直接与工件接触并切削工件的微观单元。就像刀子一样,其特性决定了加工的效率、表面品质以及砂轮寿命。
切刃的结构
- 磨料的切刃角度多为负斜角,平均值约为 -80°,角度分布范围为 -90° 至 -60°。
- 切刃由劈开面与破碎面构成,这些面形成细微的不规则特征,具高度的随机性。
- 即使是刚修整完成的砂轮,切刃前端仍会存在相当于离隙面磨耗的平坦面,这一特性可能会影响砂轮的切削性能。
补充:离隙面磨耗指的是在磨削过程中,砂轮的磨料切刃与工件接触的磨损现象。离隙面是指切刃的前端,与工件表面之间形成的一个微小的间隙区域。这个区域的磨料会因为与工件的接触、摩擦、以及产生的热量而逐渐磨损,形成平坦的磨耗面。
切刃的分布
- 平面方向:切刃在砂轮表面以不规则的方式分布。
- 深度方向:切刃的分布与修整条件密切相关。修整条件决定了砂轮表层下切刃分布的深度与密度,进而影响工件的表面粗糙度。但实际切削作用的磨料多集中于砂轮表面下数微米(μm)的范围内。
实际切削的范围
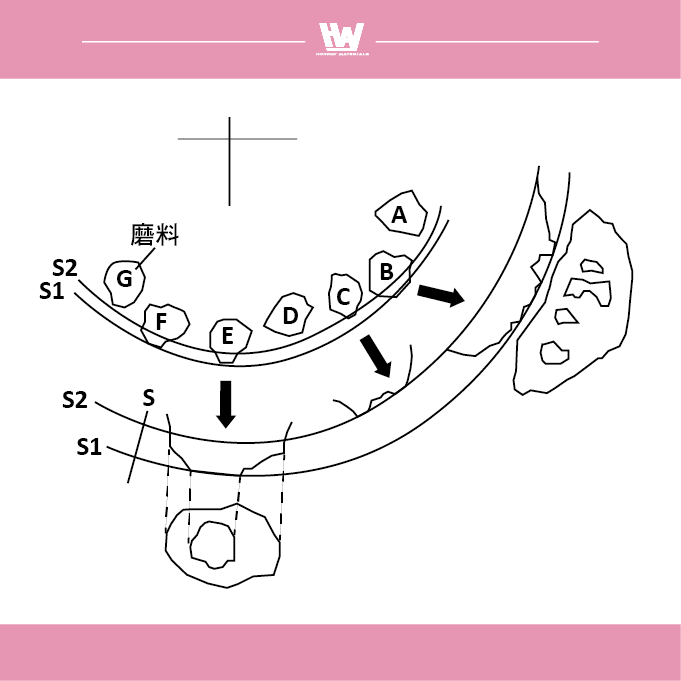
- 在微观尺度上,切刃间距(如 S1-S1 或 S2-S2)决定了磨料的实际作用区域。实际作用磨料存在于最外周面数起um(最大为砂轮的切入量)的厚度内。
- 在砂轮深处的磨料原本不会参与作用,但随砂轮磨耗的进行,原本未参与切削的深处磨料(例如 S2-S2 线附近)会逐渐暴露并参与切削。

为外观上视为切刃者有时会露出结合剂外(有时为20%)
切刃如果在砂轮上分布的越均匀,加工出来的表面会越光滑;相反的如果分布间隔越大,会越不均匀且在加工面上有许多划痕,增加面粗度,因此,在选择砂轮时要根据研磨的要求,调整修整条件。
下一节会更深入入讲解切刃分布的差异
连续切刃间隔
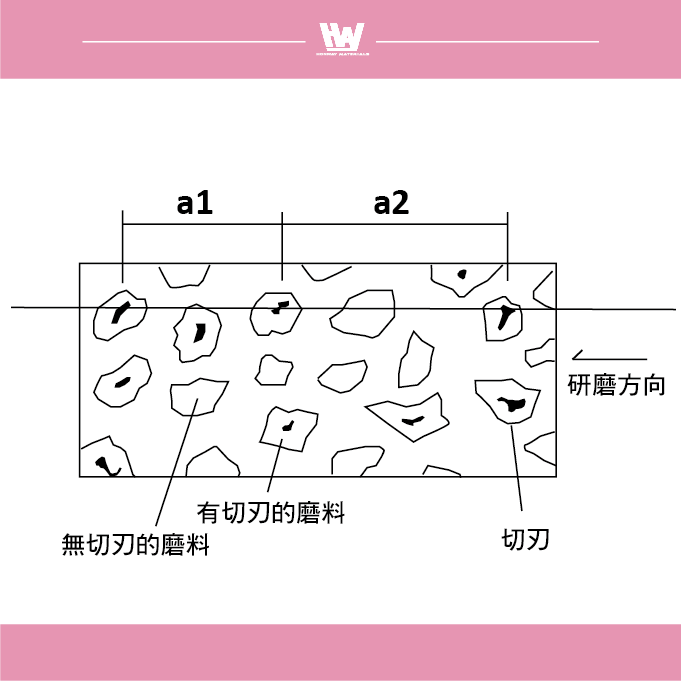
切刃间隔:是指砂轮展开表面上相邻切刃之间的距离,是衡量砂轮切刃分布特性的关键参数之一。切刃间隔的大小及分布特性直接影响砂轮的切削效率、加工表面品质以及材料去除率,例如a1。
连续切刃间隔:是在砂轮作业面上沿研磨方向的一条直线上,相邻切刃之间的间距,此间距并非固定值,通常以平均值来表示,例如:a2。
连续切刃间隔对砂轮性能的影响
连续切刃间隔是砂轮性能的重要参数,其间距大小会直接影响砂轮的研磨效果:
- 材料去除率:当连续切刃间隔较小时,单位面积上的切刃数量增加,材料去除率提高,适合高效率加工。
- 加工表面粗糙度:连续切刃间隔过大时,可能导致研磨表面出现明显划痕,加工表面粗糙度增加。间隔较小则有助于提升加工表面光洁度。
- 切削负荷分配:切刃间隔的大小影响切削负荷的分散程度。较小的间隔有助于均匀分配切削压力,减少单一切刃的负载。
连续切刃间隔的用途差异
| 切刃间隔大 | 切削量多、面粗度大,适合粗研磨加工 |
| 切刃间隔小 | 研磨量小、面粗度小,适合精密研磨加工 |
连续切刃间隔的调节条件
上面讲完了切刃间隔的用途及影响,下面分享了如何根据砂轮要素与修整来调整间隔的大小
| 连续切刃间隔 | 大 | 小 | |
| 砂轮 | 磨料的韧性 | 大 | 大 |
| 粒度 | 粗粒度磨料 | 细粒度磨料 | |
| 结合度 | 小 | 大 | |
| 组织 | 粗 | 密 | |
| 修整 | 重修整(高压或快速修整) | 轻修整(低压或慢速修整) | |
| 研磨作业 | 初期粗研磨加工 | 后期精密研磨加工 | |
根据加工需求进行调节。通过修整、磨料、粒度及结合剂等条件,从而达成理想的研磨效果。
研磨中的切刃变化
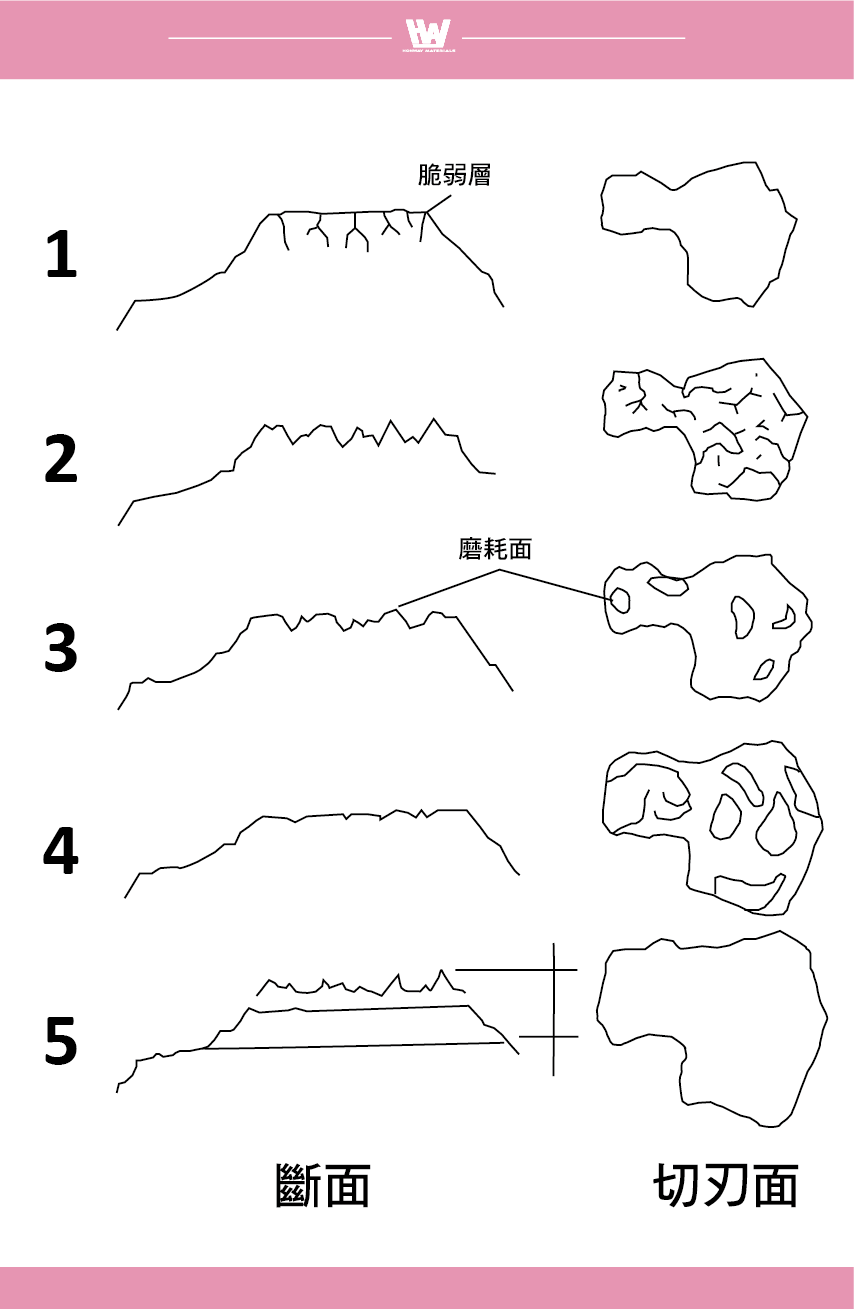
在研磨过程中,砂轮切刃会经历多种物理作用,导致其形状和状态改变。这些变化会影响研磨性能、加工表面品质以及砂轮寿命。以下是切刃变化的主要五种样式:
1. 脱落
定义:磨料颗粒因研磨阻力过大,结合剂部分被破坏,磨料从砂轮中脱离。
影响:
- 切刃数量减少,砂轮磨削效率降低。
- 脱落的磨料可能沾黏到工件上造成颗粒污染。
发生情境:多见于重研磨条件下,当磨削力或磨削热超过结合剂的强度时易发生。
2. 缺损
定义:磨料切刃部分因研磨阻力破碎,形成无法参与切削的缺损区域,缺损量往往大于正常磨耗量。
影响:
- 缺损的磨料切刃失去作用能力,降低加工效率。
- 缺损可能导致砂轮表面不均匀,增加表面粗糙度的差异。
发生情境:偶见于研磨作业,与磨料本身的脆性及加工条件有关。
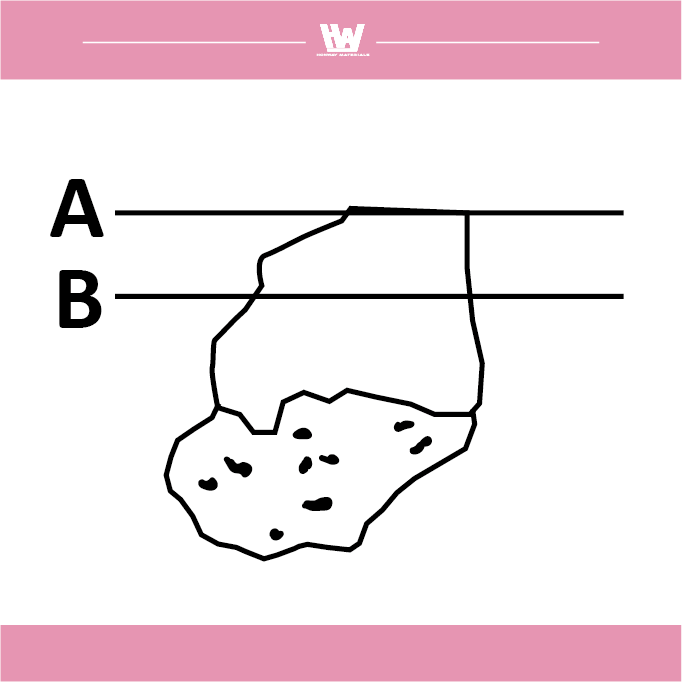
3. 缺损与磨耗
定义:切刃部分缺损,而其余部分因正常磨耗仍可参与切削,形成新的切刃区域。
影响:
- 切刃面积减少,有时仍可恢复部分研磨能力。
- 适度的磨耗可能会产生切刃的自锐作用,延长砂轮寿命。
发生情境:多见于正常研磨条件下,次于磨耗状态。
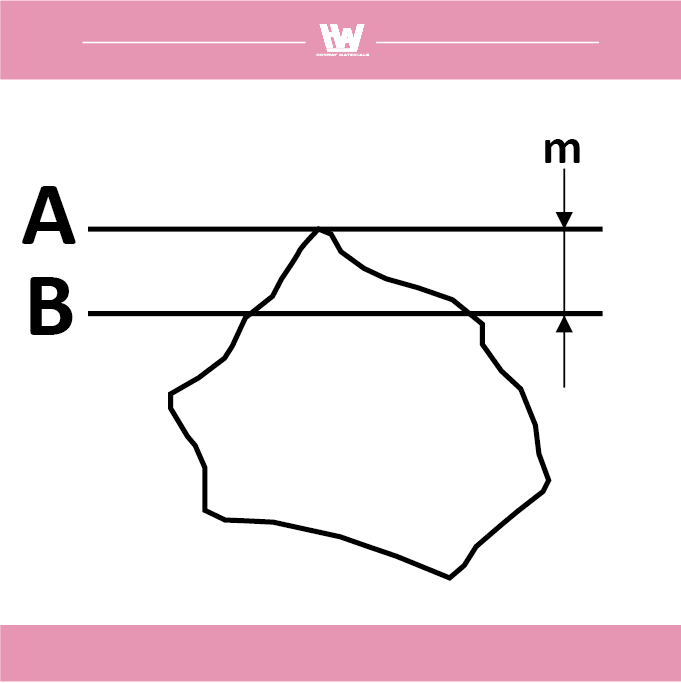
4. 磨耗
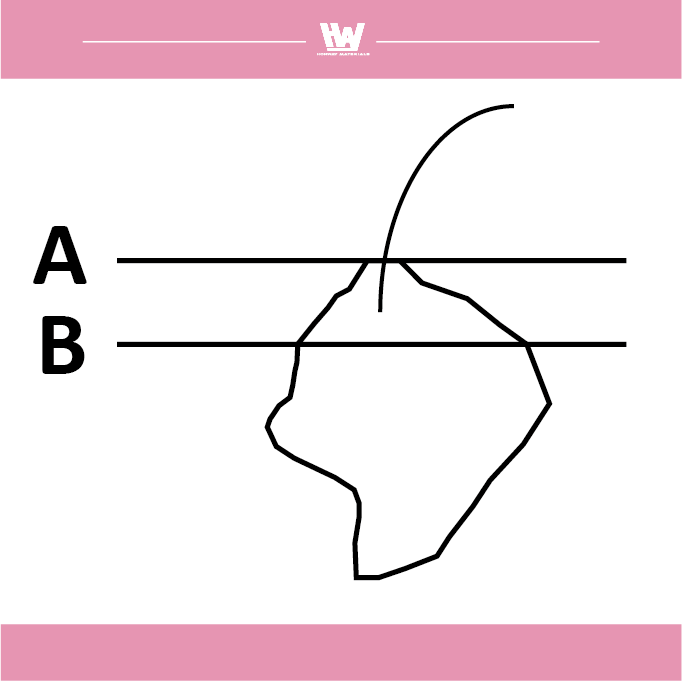
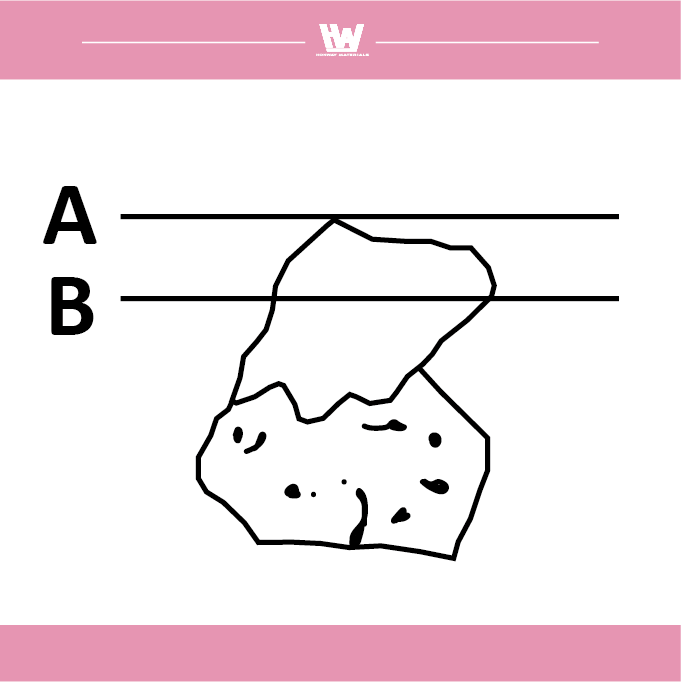
定义:切刃表面与工件因高温和磨擦而形成摩擦磨耗,此磨耗量m使作业面从 A 退至 B。
影响:磨耗是研磨中的主要切刃变化形式,虽导致切刃锋利度减少,但可保持砂轮稳定工作。
发生率:是最常见的切刃变化形式,这些变化形态随着研磨作业轻重而有不同的发生率,越是重研磨,越从「磨耗」向「脱落」增加比率;越是轻研磨,越朝向「磨耗」。
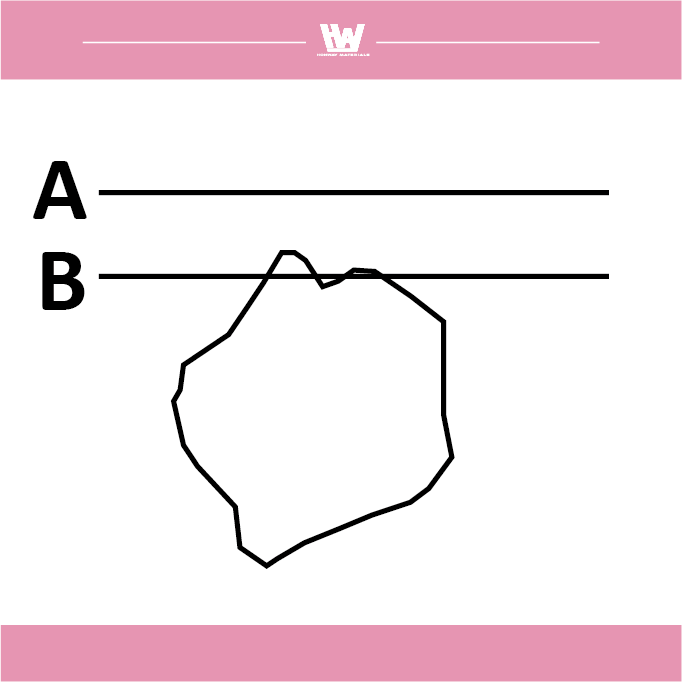
5. 新出
定义:随着切刃磨耗或脱落,新的磨料顶点被暴露,形成新的切刃参与切削。
影响:保持砂轮的持续切削能力。
发生率:多伴随磨耗或脱落而自然出现,是砂轮自锐特性的表现之一。
一般的研磨作业,切刃的型态变化以「磨耗」为主,其次是「缺损、磨耗」,偶尔才有「缺损」的现象。
不同型态切刃变化的解决方式
针对「脱落」的修整:
- 传统砂轮:使用重修整方式,去除砂轮表面残留的疲劳磨料与结合剂,暴露更多新磨料。
- 如果是电铸工艺问题:可重新电铸解决
- 如果是电铸台金问题:可考虑更改台金或改使用其他结合剂制作重新电铸,如依旧掉粒严重则要考虑电铸较细的磨粒或改以其他方式处理该阶段工序。
针对「缺损」的修整
- 适度轻修整,仅去除破碎部分,保留尚可使用的磨料切刃。
- 修整时,降低修整深度与低修整速度,避免进一步损伤磨料。
针对「缺损与磨耗」的修整
- 中等修整条件,去除钝化部分,同时暴露新切刃。
- 修整时,修整深度适中,速度适中,平衡切刃数量与锋利度。
针对「磨耗」的修整
- 轻修整即可,去除磨耗层,恢复砂轮表面的锋利度。
- 修整时,降低修整深度与低修整速度,最大化保留砂轮寿命。
擦损磨耗
是指材料表面因与其他硬质物体接触、摩擦而导致的物质损失。这是一种常见的磨耗类型,特别是在机械加工、工具使用和材料处理过程中容易发生。
擦损磨耗通常以图中循环进行。
- 是刚修整后,切刃前端在修整之际因负荷而变脆。
- 开始研磨后,除去其脆弱性
- 在前端部开始平坦的磨耗
- 比前一阶段在更进一步进行
- 磨料前端全面磨耗,持续研磨到它成为一定的磨耗面积率。直到此时的磨耗深度为S为直到寿终点的砂轮半径减少量,切刃若成此状态,容易使研磨阻力骤增、发生研磨烧焦、研磨声音增大。
擦损磨耗的预防方法
- 表面处理:采用氮化、镀铬或PVD涂层以提高抗磨性。
- 改善润滑:使用适当的润滑剂减少直接摩擦。
- 降低粗糙度:通过精加工降低表面粗糙度,减少磨损。
- 减少硬质颗粒:保持工作环境清洁,避免硬质颗粒进入摩擦表面。
切刃的自锐作用
在磨削过程中,砂轮上的锋利磨粒会随着使用逐渐变钝,导致切削能力降低,从而使作用于磨粒的切削力不断增大。当该作用力超过磨料本身的强度时,磨粒会发生破碎,形成新的切削刃;如果作用力进一步增大并超过结合剂的黏结强度,磨粒则会从砂轮表面脱落,暴露出新的磨粒,从而恢复砂轮的切削能力。
自锐作用的产生
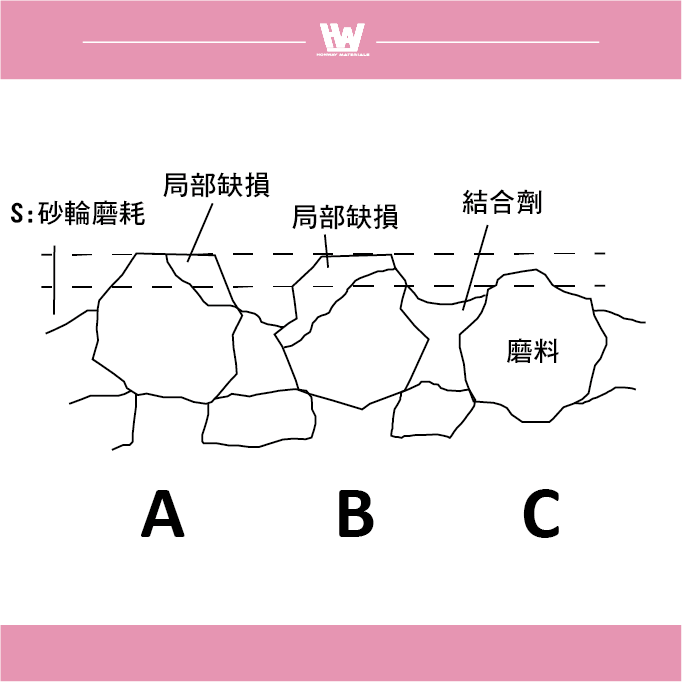
- 磨耗面缺损:切刃因磨耗、热应力或研磨阻力而缺损,回复切削能力(切刃面积率下降)如:A,或缺损而后退的切刃发生砂轮半径的减少,内部新的磨粒或切刃得以暴露如:C。
- 砂轮半径缩小:随砂轮材料的消耗(磨耗)发生砂轮全体半径减少S时,新的磨粒被带入工作区域,形成有效切刃如:B。
- 自动修整效果:如果磨耗速度和切削阻力适当,砂轮可保持稳定的研磨能力,而不需要频繁的人工修整。
自锐发生的条件
- 用材料与工具:常见于使用GC砂轮(绿色碳化矽砂轮)加工硬度较高的材料(如超硬合金),或者在某些重研磨作业中出现。这是因为这类砂轮的磨粒易碎裂并生成新的锋利刃口。
- 加工精度要求:在要求高加工精度或优良表面品质的精密研磨中,砂轮的自锐作用的效果有限可能只有局部会产生作用,因为加工条件通常设置为低磨耗以保持稳定性。
- 砂轮磨耗非均匀性:自锐作用并非全体均匀发生,某些区域可能磨耗过快,导致砂轮变形或精度降低。
砂轮可以自锐那为什么还需要进行修整?
因为研磨时磨耗并不是全体平均的,需注意的是重研磨下的砂轮表面在微观下也可能会是不均匀的(会因为压力、磨料分布与结合工艺的因素而导致),并且砂轮半径减少到一定的量还是需要进行修整的;轻研磨通常是缓慢向下研磨的,因此只有局部发生自锐性,其他部位需要修整成平均状态,确保加工的稳定性。
因此砂轮并不是有无限寿命的,需要修整来延长他的寿命,可以使用钻石修刀(连结)来为砂轮进行修整作业。
结论
砂轮切刃在研磨过程中的形状与分布,以及其随作业条件而产生的各种变化,直接影响研磨效率和加工品质。透过适当的修整与控制,可以实现一定程度的自锐作用,维持砂轮的切削性能。然而,由于自锐作用的发生依赖于砂轮的磨耗与加工条件,其效果在实际应用中存在局限性。无论是重研磨作业中,自锐作用可以延长砂轮寿命并提高效率,还是在要求高精度与稳定性的精密研磨中,仍需依赖人工修整以确保加工品质。总体而言,合理选择修整条件与研磨参数,平衡砂轮寿命与加工效果,是实现高效稳定研磨的关键。
行动
- 该如何选择砂轮>>>金刚石砂轮与CBN砂轮怎么选择?
- 必须要知道的磨料基本知识>>>研磨-磨料 介绍
- 砂轮性能的关键角色>>結合剂介绍
- 砂轮磨粒的各式面貌 >>砂轮磨粒的研磨作用
- 如何修整砂轮>>砂轮修整修鋭方式
- 当前的砂轮是否属正常磨损>>>目前的砂輪狀態如何 ? -电铸砂轮篇
- 执行>>>金刚石与氮化硼砂轮、抛光磨料、抛光设备、抛光工具
- 覆盘
研磨方面 我们提供客制化调整,可以依加工需求调整比例已达最高效率
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
