跳至内容
HonWay Materials - 台湾金刚石研磨抛光工具领导品牌
钻石膏,钻石液,钻石粉,精密抛光
宏崴实业
创业宗旨
宏崴重大记事
宏崴的专业
商品展售
金刚石工具
PCD刀具
金刚石&氮化硼车刀
金刚石修整工具/金刚石修整器
金刚石手工挫刀
金刚石机械挫刀
金刚石毛刷
金刚石油石
金刚石砂布
金刚石磨棒
金刚石与氮化硼砂轮
金刚石滚轮
金刚石钻管
电铸法金刚石锯片
金相耗材
抛光液/膏/粉
金相研磨盘
金相抛光垫
金相吸附垫
金相磁化系统
金相切割片
研磨抛光周边耗材
陶瓷法纤维油石
EDM 与 DF 油石
带柄砂轮
弹性带柄砂轮
氧化铈弹性砂轮
木条(棒)与棕刷
油石夹柄
羊毛制品
半导体
半导体
粉、膏、液研磨料
研磨液
研磨粉
单晶
多晶
研磨膏
单晶
多晶
原物料
稀土原物料
钆
钇
钐
钕
钬
钪
铈
铒
铥
铕
铽
镝
鐠
镱
镥
镧
工具机
抛光设备
旋转毛刷机
气动研磨机
左右横移式气动锉磨机
往复式气动锉磨
气动平面研磨机
气动旋转刻磨机
超音波与电动研磨机
电动旋转手机
电动超音波研磨机
电源控制器
其他
其他商品
零码出清专区
未来金刚石
金刚石工具型录 请点此下载
知识专栏
产品应用
科技新知
宝石小教室
科普教室
砂轮技术全攻略
半导体研磨抛光技术
金刚石小教室
客户推荐
我的帐号
联络宏崴
购物车
展览专页
简体中文
繁體中文
English
日本語
Русский
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
HonWay Materials - 台湾金刚石研磨抛光工具领导品牌
钻石膏,钻石液,钻石粉,精密抛光
HonWay Materials - 台湾金刚石研磨抛光工具领导品牌
钻石膏,钻石液,钻石粉,精密抛光
宏崴实业
创业宗旨
宏崴重大记事
宏崴的专业
商品展售
金刚石工具
PCD刀具
金刚石&氮化硼车刀
金刚石修整工具/金刚石修整器
金刚石手工挫刀
金刚石机械挫刀
金刚石毛刷
金刚石油石
金刚石砂布
金刚石磨棒
金刚石与氮化硼砂轮
金刚石滚轮
金刚石钻管
电铸法金刚石锯片
金相耗材
抛光液/膏/粉
金相研磨盘
金相抛光垫
金相吸附垫
金相磁化系统
金相切割片
研磨抛光周边耗材
陶瓷法纤维油石
EDM 与 DF 油石
带柄砂轮
弹性带柄砂轮
氧化铈弹性砂轮
木条(棒)与棕刷
油石夹柄
羊毛制品
半导体
半导体
粉、膏、液研磨料
研磨液
研磨粉
单晶
多晶
研磨膏
单晶
多晶
原物料
稀土原物料
钆
钇
钐
钕
钬
钪
铈
铒
铥
铕
铽
镝
鐠
镱
镥
镧
工具机
抛光设备
旋转毛刷机
气动研磨机
左右横移式气动锉磨机
往复式气动锉磨
气动平面研磨机
气动旋转刻磨机
超音波与电动研磨机
电动旋转手机
电动超音波研磨机
电源控制器
其他
其他商品
零码出清专区
未来金刚石
金刚石工具型录 请点此下载
知识专栏
产品应用
科技新知
宝石小教室
科普教室
砂轮技术全攻略
半导体研磨抛光技术
金刚石小教室
客户推荐
我的帐号
联络宏崴
购物车
展览专页
简体中文
繁體中文
English
日本語
Русский
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
HonWay Materials - 台湾金刚石研磨抛光工具领导品牌
钻石膏,钻石液,钻石粉,精密抛光
产品应用
Meta Polishing 超精拋光
作者:
honway
/
2022-10-17
未分类
,
科技新知
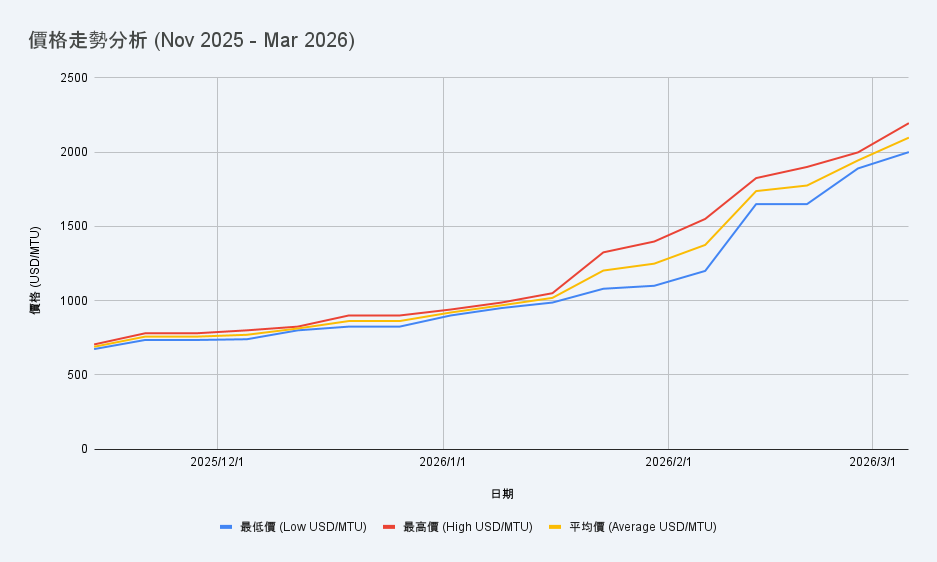
2026 战略金属风暴—中东局势如何推升工业钻石工具成本?
作者:
honway
/
2026-03-10
半导体研磨抛光技术
,
知识专栏
,
科技新知
光速取代电子?锗锡合金横空出世,半导体产业即将迎来关键洗牌
作者:
honway
/
2026-03-04
知识专栏
,
科技新知
当机器人跃上春晚!一场科技硬实力的公开考试!
作者:
honway
/
2026-02-25
科技新知
后摩尔时代的胜负手:先进封装如何成为半导体效能翻倍的关键?
作者:
honway
/
2026-02-11
知识专栏
,
科技新知
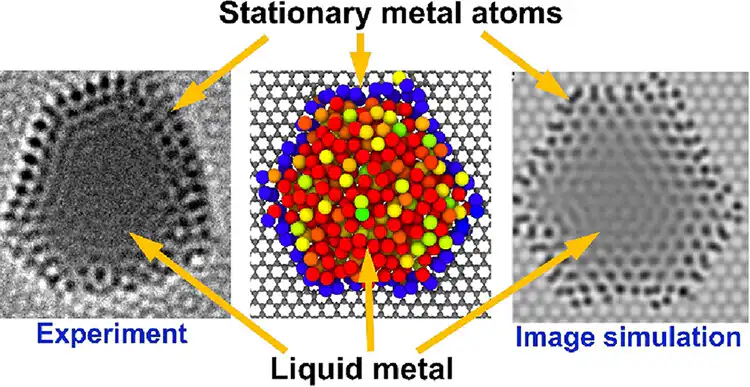
颠覆物理课本常识!科学家在液态金属中发现「不该存在」的全新物质型态
作者:
honway
/
2026-02-03
半导体研磨抛光技术
,
知识专栏
,
科技新知
,
科普教室
玻璃基板是什么?一文看懂这项取代有机载板、引爆 AI 运算革命的关键技术
作者:
honway
/
2026-01-30
知识专栏
,
科技新知
「微型地震」驱动未来科技?新型晶片将引领智慧手机迈向更薄、更快的全新世代
作者:
honway
/
2026-01-21
知识专栏
,
科技新知
铜价狂飙创新高:AI 与能源转型交织下的关键金属时代
作者:
honway
/
2026-01-15
知识专栏
,
科技新知
全球晶片贸易战的缓冲期:关税与产业主导权的新博弈
作者:
honway
/
2026-01-07
未分类
铝合金再进化:结合 AI 与 3D 列印,打造高温高强度新材料
作者:
honway
/
2025-12-31
知识专栏
,
科技新知
稀土角力谁主沉浮?学者解析:中国仍掌握结构性优势
作者:
honway
/
2025-12-24
知识专栏
,
科技新知
因应 AI 供应链风险,美国与盟友签署供应链协议
作者:
honway
/
2025-12-17
知识专栏
,
科技新知
西方稀土自主化挑战:重稀土短缺下的磁铁供应链危机
作者:
honway
/
2025-12-10
客户推荐
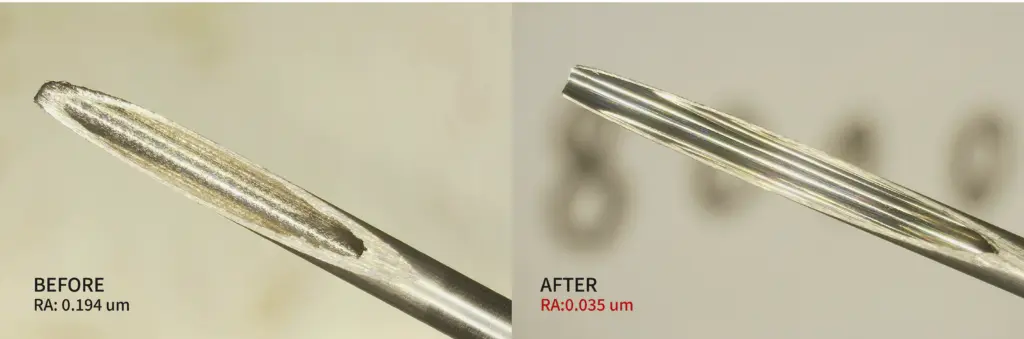
代客抛光-狭孔针管抛光获得光滑镜面
作者:
honway
/
2025-12-09
知识专栏
,
科技新知
低成本打造高性能薄膜的新突破:高熵合金走向更灵活的材料工程
作者:
honway
/
2025-12-03
1
2
…
17
Next
→
宏崴实业
创业宗旨
宏崴重大记事
宏崴的专业
商品展售
金刚石工具
PCD刀具
金刚石&氮化硼车刀
金刚石修整工具/金刚石修整器
金刚石手工挫刀
金刚石机械挫刀
金刚石毛刷
金刚石油石
金刚石砂布
金刚石磨棒
金刚石与氮化硼砂轮
金刚石滚轮
金刚石钻管
电铸法金刚石锯片
金相耗材
抛光液/膏/粉
金相研磨盘
金相抛光垫
金相吸附垫
金相磁化系统
金相切割片
研磨抛光周边耗材
陶瓷法纤维油石
EDM 与 DF 油石
带柄砂轮
弹性带柄砂轮
氧化铈弹性砂轮
木条(棒)与棕刷
油石夹柄
羊毛制品
半导体
半导体
粉、膏、液研磨料
研磨液
研磨粉
单晶
多晶
研磨膏
单晶
多晶
原物料
稀土原物料
钆
钇
钐
钕
钬
钪
铈
铒
铥
铕
铽
镝
鐠
镱
镥
镧
工具机
抛光设备
旋转毛刷机
气动研磨机
左右横移式气动锉磨机
往复式气动锉磨
气动平面研磨机
气动旋转刻磨机
超音波与电动研磨机
电动旋转手机
电动超音波研磨机
电源控制器
其他
其他商品
零码出清专区
未来金刚石
金刚石工具型录 请点此下载
知识专栏
产品应用
科技新知
宝石小教室
科普教室
砂轮技术全攻略
半导体研磨抛光技术
金刚石小教室
客户推荐
我的帐号
联络宏崴
购物车
展览专页
简体中文
繁體中文
English
日本語
Русский
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
宏崴实业
创业宗旨
宏崴重大记事
宏崴的专业
商品展售
金刚石工具
PCD刀具
金刚石&氮化硼车刀
金刚石修整工具/金刚石修整器
金刚石手工挫刀
金刚石机械挫刀
金刚石毛刷
金刚石油石
金刚石砂布
金刚石磨棒
金刚石与氮化硼砂轮
金刚石滚轮
金刚石钻管
电铸法金刚石锯片
金相耗材
抛光液/膏/粉
金相研磨盘
金相抛光垫
金相吸附垫
金相磁化系统
金相切割片
研磨抛光周边耗材
陶瓷法纤维油石
EDM 与 DF 油石
带柄砂轮
弹性带柄砂轮
氧化铈弹性砂轮
木条(棒)与棕刷
油石夹柄
羊毛制品
半导体
半导体
粉、膏、液研磨料
研磨液
研磨粉
单晶
多晶
研磨膏
单晶
多晶
原物料
稀土原物料
钆
钇
钐
钕
钬
钪
铈
铒
铥
铕
铽
镝
鐠
镱
镥
镧
工具机
抛光设备
旋转毛刷机
气动研磨机
左右横移式气动锉磨机
往复式气动锉磨
气动平面研磨机
气动旋转刻磨机
超音波与电动研磨机
电动旋转手机
电动超音波研磨机
电源控制器
其他
其他商品
零码出清专区
未来金刚石
金刚石工具型录 请点此下载
知识专栏
产品应用
科技新知
宝石小教室
科普教室
砂轮技术全攻略
半导体研磨抛光技术
金刚石小教室
客户推荐
我的帐号
联络宏崴
购物车
展览专页
简体中文
繁體中文
English
日本語
Русский
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
滚动至顶部