
在高精度制造与表面加工技术日益要求严格的今日,研磨与抛光作业不仅需达到尺寸精度,更须兼顾表面品质与光学性能。
然在外圆研磨加工中,常会遇到一种难以忽视的表面缺陷──长波纹(Long Wave Marks)。
这种周期性波状痕迹虽不如粗糙度明显,却会明显影响光学反射、外观一致性甚至是功能可靠性。
为提升加工稳定性与品质控制能力,深入了解长波纹的形成机制、特征与对应的改善对策,已成为研磨加工中不可或缺的一环。
本文将系统化探讨长波纹的成因与预防方式,协助读者提升表面处理品质与生产效率。
目录
研磨中出现的长波纹是什么?
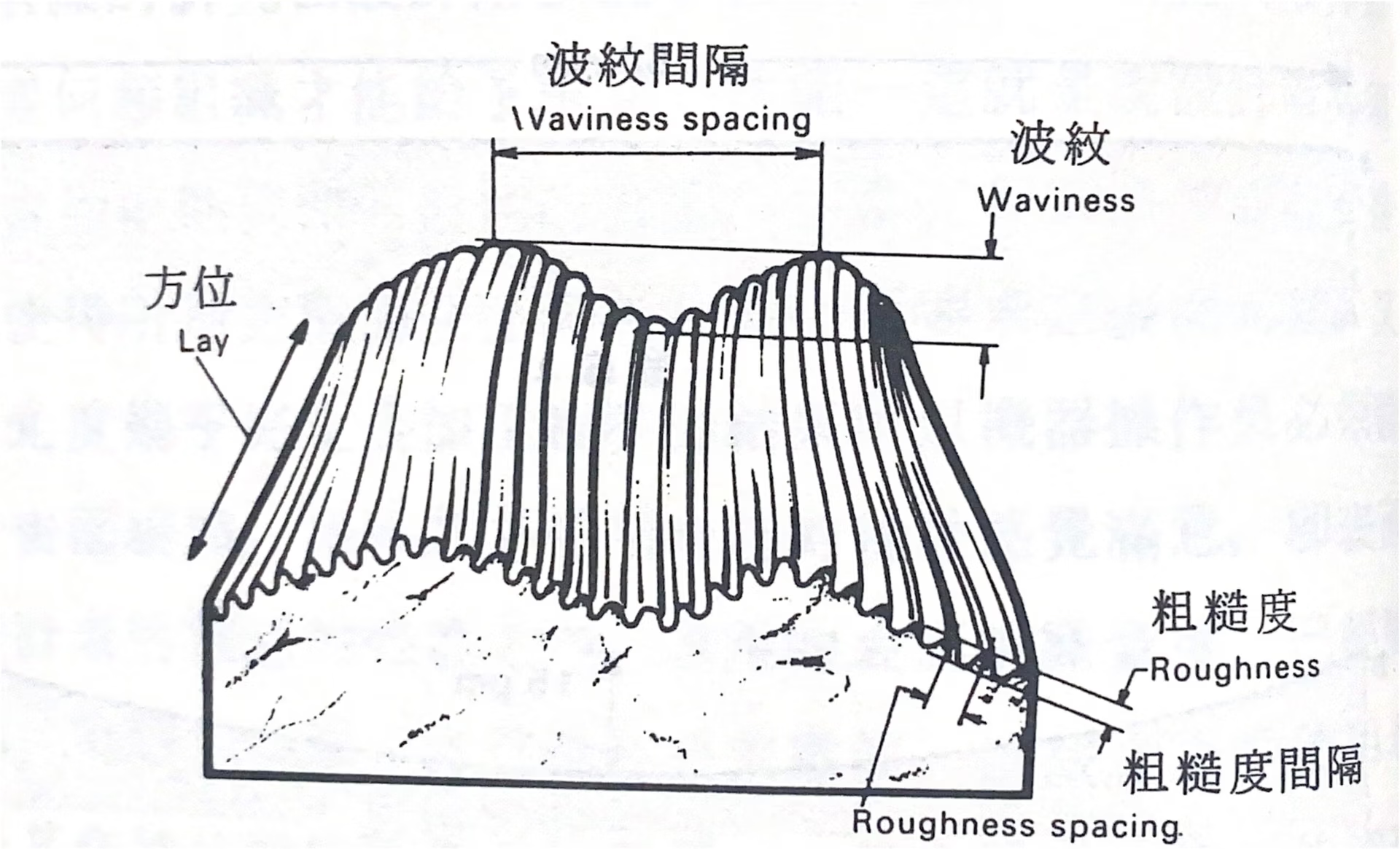
长波纹(Long Wave Marks)是指在研磨或抛光过程中,于工件表面产生的一种中尺度几何形貌误差。这些波纹呈现为缓慢起伏、周期性或不规则的条纹状痕迹,介于微观粗糙度(肉眼几乎看不见的细微不平整)与宏观形状(比如整个表面是弯曲的而不是平的)误差之间。举例长波纹如同:高速公路路面,有些路面会因为车辆长期碾压或施工不均,产生一些缓慢而明显的起伏。你开车经过时会感觉到车身轻微的上下晃动,但又不至于影响行驶方向。长波纹在工件表面上的感觉,就类似这种「中等尺度」的不平整。
研磨长波纹的主要特征
- 波长介于粗糙度与整体形状误差之间,通常大于 10 mm,属于低频长周期起伏 。
- 在自然光或斜射光下肉眼可见,但表面变化较缓,不容易透过触觉察觉。
- 明显影响表面的反光性与光学品质,可能造成成像模糊、反射不均或外观缺陷。
- 多数情况与设备运动轨迹、研磨压力不均、工件夹持不当或研磨盘变形有关。
长波纹的原因与解决方法
原因一:新砂轮失去平衡
当新砂轮未经适当削整与动平衡,会导致砂轮在旋转过程中产生偏心运转或不稳定振动,进而在工件表面形成低频、周期性的波纹状痕迹,即所谓的长波纹。
正确处理步骤:
- 初步检查:若怀疑长波纹与砂轮失衡有关,可先将砂轮与套筒一并从磨床卸下,放置于平衡架上进行静平衡测试。 ※若在平衡架上呈现平衡,则问题可能不是套筒或主轴本身。
- 初次装配与削整建议:对于新砂轮,在尚未正式平衡前,不应直接进行精密研磨,而应采取以下步骤:
- 先将砂轮安装于磨床主轴上。
- 进行「大略削整」,修正砂轮初始外型与动态偏摆。
- 再进行动平衡作业(使用平衡配重环调整)。
- 最后进行精密削整,使其达到真正可用状态。
- 平衡配重的注意事项: 在大略削整阶段,应将平衡配重:
- 完全卸除或放置于对角线两端,避免干扰削整精度。
原因二:顶尖压力不当
在使用外圆磨床或其他以两端中心孔(顶尖)支撑工件的研磨作业中,尾座顶尖的压力若设定不当,可能导致工件在加工中产生细微的晃动或变形,进而在研磨表面形成低频、周期性起伏的波纹痕迹,即所谓的长波纹。
不当顶尖压力所造成的影响:
- 压力过大:可能导致工件产生轴向弯曲变形,尤其是细长工件,造成加工时沿轴线产生非对称波形或中频波纹。
- 压力过小:工件在旋转时会产生微幅滑动或晃动,导致砂轮接触面不稳,出现规律性的波状加工痕。
- 压力不均或偏心:工件支撑不稳,可能造成轨迹漂移、加工过程抖动,形成不规则长波纹。
原因三:未先关闭研磨液就停止砂轮

在研磨作业中,若在研磨液尚未停止时就立即停下砂轮运转,可能导致砂轮吸附过多液体,造成砂轮局部不平衡,进而在下一次启动时产生振动或偏心运转,于工件表面形成长波纹。
常见的错误操作
- 未关掉研磨液就关机:研磨液残留在砂轮表面与孔隙中,形成不均匀湿区。
- 砂轮未甩干即停止转动:液体分布不均,导致砂轮质量分布失衡。
- 再次启动未重新平衡:起始振动加剧,产生周期性接触变化导致长波纹。
正确的操作步骤
停止前的正确程序:
- 在准备关机前,先关闭研磨液供应。
- 让砂轮空转几十秒至数分钟,使离心力将残留液体甩出。
- 再停止砂轮。
如果已經出現操作錯誤,建議嘗試以下操作:
- 再次执行砂轮平衡测试(使用平衡架或主轴旋转检查)。
- 必要时重新削整砂轮并重做动平衡。
原因四:砂轮被油浸一侧面
当砂轮在储存或使用过程中,其中一侧长时间接触到油液(如润滑油、抛光液),会造成该侧砂轮吸收油分、湿度改变、密度不均,导致砂轮产生质量不平衡,在旋转时引发偏心运动或不稳定接触,最终在工件表面形成长波纹。
如何预防与处理砂轮被油浸一侧面
- 避免砂轮受油浸或潮湿:
- 储存砂轮时,保持干燥、平放,不可一侧长时间接触液体
- 不可将砂轮放置在油盘边缘、湿布上或冷却液回流区附近。
- 更换砂轮:
- 若砂轮已有一侧吸油或变色现象,即使尚未使用,也不建议用于要求面粗度的精密研磨作业。
- 建议直接更换新砂轮以避免后续品质问题。
- 使用前检查与平衡:
- 每次装砂轮前,确认其干燥、无油污与外观一致性。
- 安装后应进行削整与动平衡作业。
原因五:使砂轮立于潮湿的地面
当砂轮长时间直立于潮湿的地面(如水泥地),其底部或一侧会吸收地面湿气,导致砂轮局部重量、密度发生变化。在旋转使用时便会产生质量不平衡(unbalance),造成砂轮振动或偏心,进而在加工表面出现低频、周期性的波纹痕迹,即长波纹。
如何储放砂轮
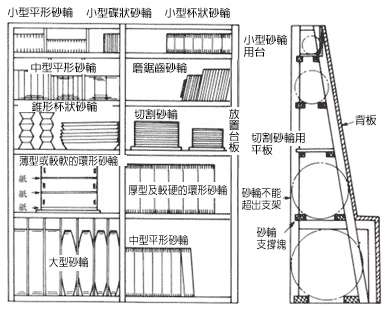
砂轮应保存在常温、干燥且温湿度稳定的场所,避免剧烈变化的环境影响其性能。建议设置储存专用的框架或架台,以利分类与安全存放。
- 应采直立方式(竖放)排列,避免变形。
- 对于切割砂轮等薄型砂轮,则建议多片重叠、横放于平坦表面,以维持形状稳定。
- 其于砂轮之间应避免堆叠施压,以防止产生裂纹、损伤或影响其平衡性与加工品质。
※注意:树脂砂轮、橡胶砂轮与氧化镁菱砂轮等材质具有吸湿性,若吸收水分或湿气,将会导致本体强度下降,影响加工安全与效果。因此,这类砂轮在储存上应加强防潮措施,确保其品质稳定与使用安全。
检查砂轮
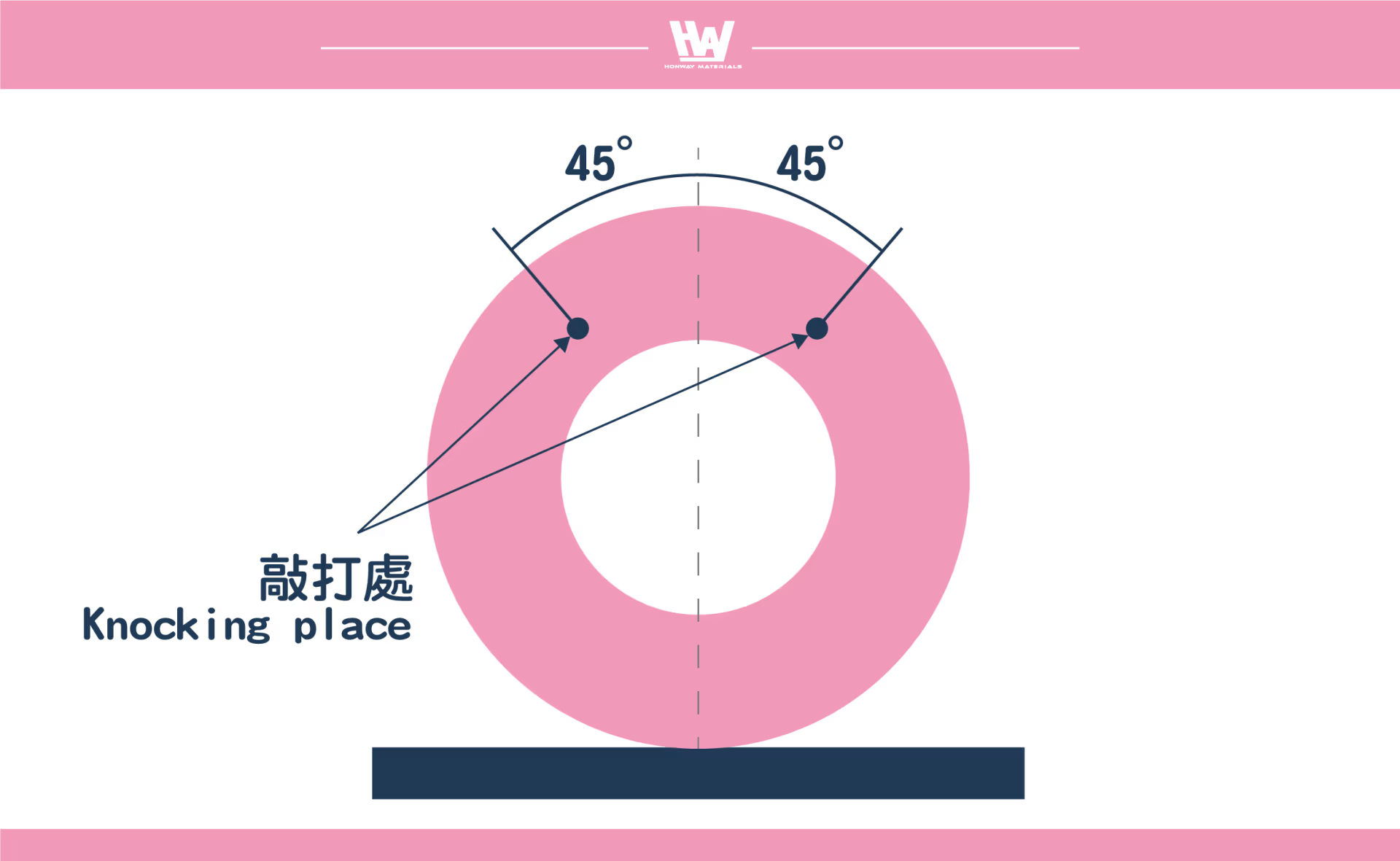
砂轮在使用前应进行外观检查与音响检查,以确保其结构完整与使用安全。其中,音响检查应根据砂轮大小,选择使用木柄螺丝起子或木槌,在砂轮上进行轻敲测试。敲击位置为任一侧面垂直中心线两侧约 45 度角处,距离外缘约 25~50 公厘之间。敲击后,每转动砂轮约 45 度,重复检查各个区段。
- 若敲击时发出清脆、均匀的金属声,表示砂轮内部结构健全,可正常使用。
- 若出现沉闷或沙哑声音,则可能存在裂缝或损伤,不应继续使用,应立即更换。
※如果有想要更换砂轮建议您提供您目前加工工件材质给我们进行评估,让我们能推荐您最适切的选择。
如果不知道怎么提供型号也欢迎与我们服务人员联络,寄砂轮给我们看呦。
结论
综合以上分析可知,研磨过程中出现的长波纹是一种常见但不可忽视的表面缺陷,其成因多与砂轮不平衡、操作程序错误、顶尖压力异常、储存方式不当等因素有关。这些看似细微的操作环节,实则对加工品质影响深远,可能导致产品反光不均、外观不良,甚至影响功能性或光学性能。
因此,为有效预防长波纹的产生,必须从砂轮选用、储存、安装、检查与操作全流程严格控管,并建立良好的设备保养与作业习惯。唯有如此,才能确保研磨品质稳定、提高工件加工的精度与表面品质,达到生产效率与产品价值的双重提升。
行动
- 该如何选择砂轮>>>金刚石砂轮与CBN砂轮怎么选择?
- 正确掌握研磨异常的情境>>研磨异常的的原因?该如何掌握异常状况?
- 如何选择削整结合剂砂轮的工具>>不同结合剂的砂轮该如何削整
- 当前的砂轮是否属正常磨损>>>目前的砂輪狀態如何 ? -电铸砂轮篇
- 如何修整砂轮>>砂轮修整修鋭方式
- 砂轮修整两阶段>>什么是砂轮的修整与修锐
- 如何选择削整结合剂砂轮的工具>>如何选择砂轮的削整工具
- 切刃不同的研磨状态>>深入了解砂轮切刃形状、变化与自锐机制
- 结合剂砂轮的削整有何不同>>不同结合剂的砂轮该如何削整
- 研磨表面出现刮痕与烧伤怎么办?>>研磨表面出现刮痕与烧伤?一次搞懂异常原因与改善方法!
- 出现颤纹怎么办>>外圆研磨出现颤纹怎么办?全方面分析原因与解决方法
- 出现短波纹怎么办>>外圆研磨产生短波纹?一次搞懂常见成因与实用解法
- 砂轮填塞、平滑与工件破裂的研磨异常>>避免砂轮填塞、平滑与工件破裂:搞懂研磨加工的常见陷阱与改善方案
- 什么是结合度?>>什么是结合度?我该如何选择
- 执行>>金刚石与氮化硼砂轮、抛光磨料、抛光设备、抛光工具、金刚石修整工具
- 不同结合剂要如何修整>>不同结合剂的砂轮该如何削整
- 覆盘
研磨方面 我们提供客制化调整,可以依加工需求调整比例已达最高效率
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
您可能感兴趣的文章…
[wpb-random-posts]
