
砂轮的寿命与砂轮的磨耗息息相关,在没有发生「异常状况」时,我们都可以认定这颗砂轮还没有到终点,可以继续使用。
本篇主要介绍砂轮的几种磨耗特性、计算方式与排除方法,如果有需要就跟着我们一起看下去
在研磨过程中,砂轮的寿命对加工效率和品质至关重要。砂轮的使用寿命受多种因素影响,包括结合度、工件速度、砂轮周速以及磨料的切入深度等。
不同的研磨条件会影响砂轮磨耗的速度,也就是为什么同一颗砂轮在A方式中好用,但换成B方式时反倒显得不好用的原因。
因此了解如何计算研磨比与比磨耗量选择合适的砂轮,对提高生产效率或降低成本具有重要意义。
目录
砂轮切刃常出现下面四种状态
砂轮的切刃会因研磨过程时的变化而有不同的形态,主要分为四种
1. 脱落型:在脱落型研磨作业中,当磨料的切刃磨灭时,研磨阻力会增大,导致磨料大量脱落。这种情况下,磨料粒子之间的间隔增大,砂轮表面呈现粗糙状态。
2. 正常型(自生型):在进行研磨时,当磨料的切刃钝化,会导致研磨阻力增大。此时,磨料会劈开,显现出新的切刃,使砂轮恢复原本的切削力,维持理想的研磨效果。
3. 填塞型:在填塞型研磨中,磨屑会黏附在砂轮表面,这会妨碍其他研磨作业的进行。磨屑的形状通常为撕裂形或熔融形,这些磨屑可能会构成刃尖,进一步影响切削效果。
4. 平滑型: 在平滑形研磨中,磨料钝化至失去研磨能力的状态,导致磨料表面变得圆滑,整个砂轮被包覆,这对研磨效果造成了负面影响。
(延伸阅读:砂轮磨粒的研磨作用)
砂轮不同型态的磨耗
因为切刃的状态不一样,因此磨耗的过程也会随着时间变化产生出现差异
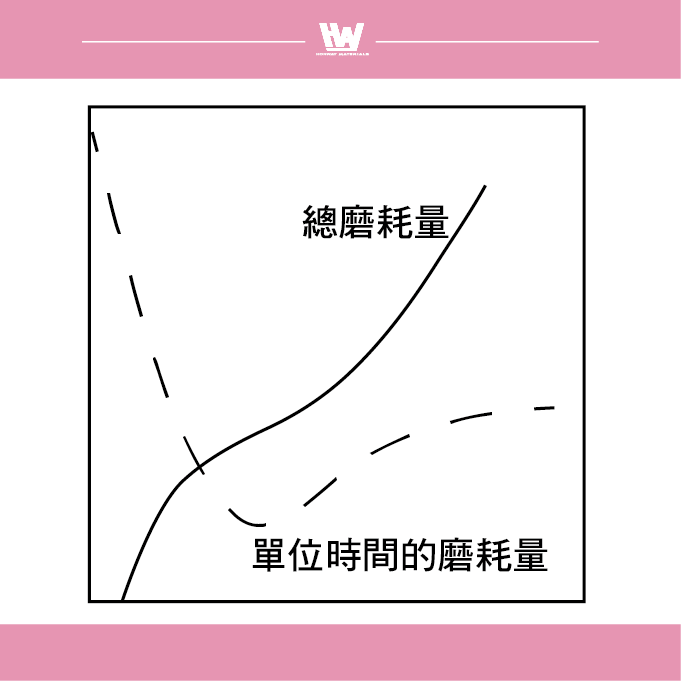
脱落形
特性:磨耗量起初非常大,随后减少,接着再增大,最终呈现稳定的大磨耗量。
原因:
- 最初大磨耗量是因為砂輪再進行修整效果所導致的,會快速的使不穩定的磨料迅速脫落。
- 修整效果随着研磨进行逐渐消失,磨耗量减少。
- 后续因研磨作用稳定,磨耗量保持在一定高水平。
延长寿命建议:降低初期磨耗,减少修整深度与速度,避免过度破坏砂轮表面结构。
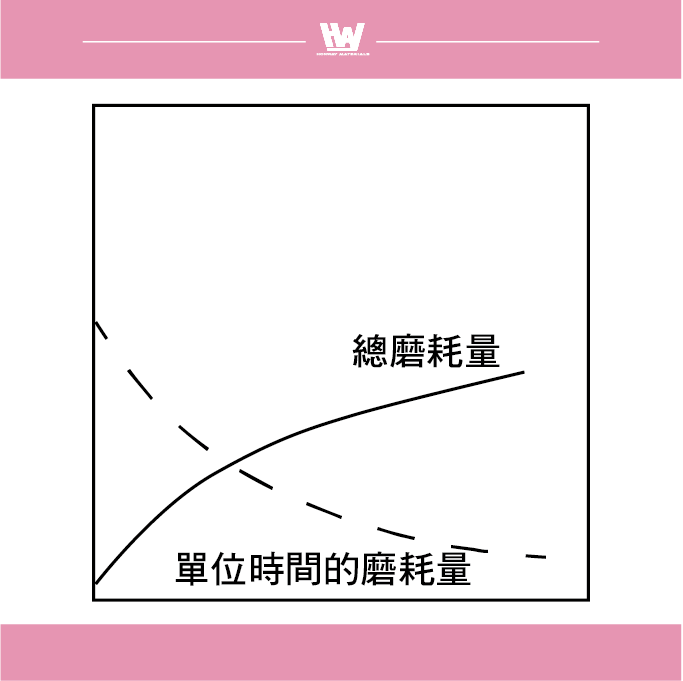
自生形(最理想状态)
特性:初期磨耗量较大,但迅速减少并维持稳定的小磨耗量。
原因:
- 修整造成的初期磨耗较大,但随后磨耗量减少。
- 适度磨耗后,砂轮产生自锐作用,使研磨效率提升且磨耗量稳定。
延长寿命建议
- 适度提高加工速度与研磨压力,使自锐作用得以发挥,避免砂轮表面钝化。
- 选择适合的结合剂与磨料材料,以确保砂轮具有适当的自锐性能。
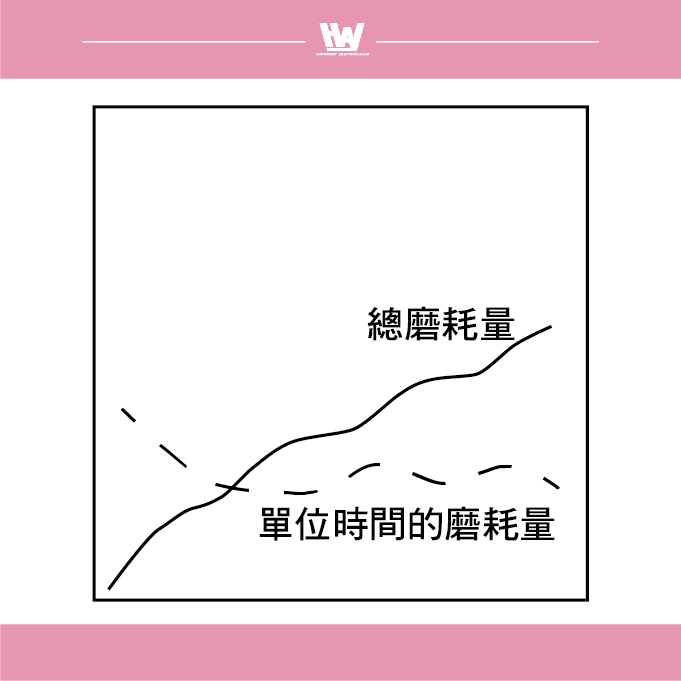
填塞形
特性:初期大磨耗量不会迅速减少,但过程中因磨耗的减少而后磨料剥落造成磨耗的增加,呈现曲线反覆变化的趋势。
原因:
- 砂轮表面被磨屑填塞,导致磨耗量减少但研磨阻力增加。
- 当阻力过大时,磨料连同包覆磨屑脱落,磨耗量再次增大,形成反覆波动的磨耗曲线。
延长寿命建议
- 选用合适的冷却液:加强磨屑的排除能力,减少填塞状况。
- 提高砂轮结合度与磨料硬度:减少磨屑嵌入砂轮表面的可能性。
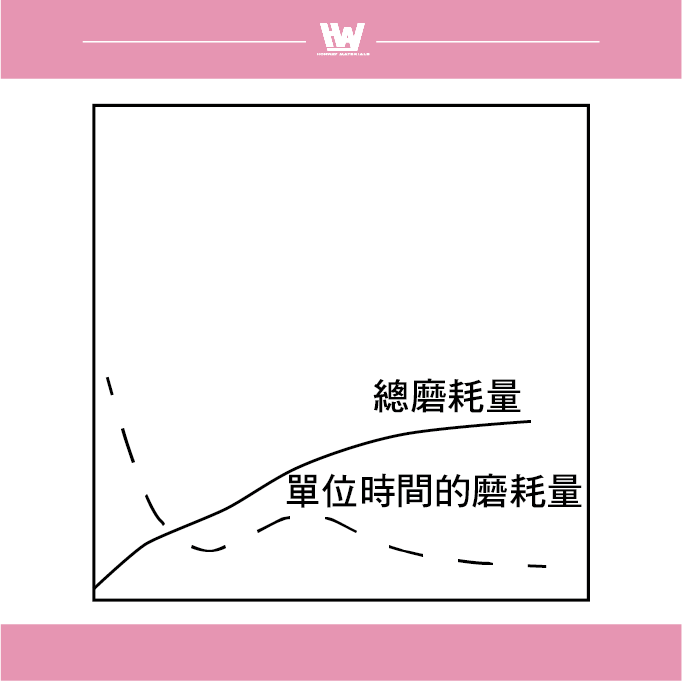
平滑形
特性:常见于结合度过大的砂轮,磨耗量最小,磨耗曲线呈反覆波动。
原因:
- 表面磨屑钝化导致磨耗量降低。
- 与填塞形类似,当阻力无法克服时,表面磨料脱落,磨耗量稍有增大,但整体磨耗较小。
延长寿命建议:选择结合度较低的砂轮,加速磨料脱落,恢复自锐能力。
通用的建议
- 选择合适条件的砂轮:根据加工材料与条件,选择适合的砂轮结合剂、磨料类型与结构。
- 使用冷却液:有效降低加工过程中的热量累积,减少砂轮与工件的过度磨损。
- 维护加工机台:确保机台稳定性,避免因振动或不稳定导致砂轮额外磨耗。
- 定期检查与保养:定期检查砂轮表面状况,必要时进行修整或更换。
比磨耗量与研磨比
比磨耗量
定义:表示砂轮耗损的速率
公式:Ss是以被研磨的工件容积(研磨量)Tmm³除砂轮磨耗量Smm³所得的值。
计算结果:
- 值较大:表示砂轮磨耗较多,相对而言工件材料去除较少,砂轮使用效率低。
- 值较小:表示砂轮耗损较少,而材料去除效率较高,砂轮性能佳。
研磨比
定义:表示砂轮加工效率的高低。
公式:比磨耗量的倒数G称为研磨比。
计算结果:
- 值较高:表示砂轮耗损少但去除工件材料量多,研磨效率高,砂轮寿命长。
- 值较低:表示砂轮耗损多而去除工件材料量少,研磨效率低。
比磨耗量与研磨比的关系
这两者呈反比关系:
- 当砂轮耗损少(比磨耗量低)时,研磨比高,代表砂轮效率佳。
- 当砂轮耗损多(比磨耗量高)时,研磨比低,表示砂轮效率差。
对于某种工件材料,不同砂轮的选择与加工条件会影响砂轮的磨耗量、研磨量及比磨耗量的变化。
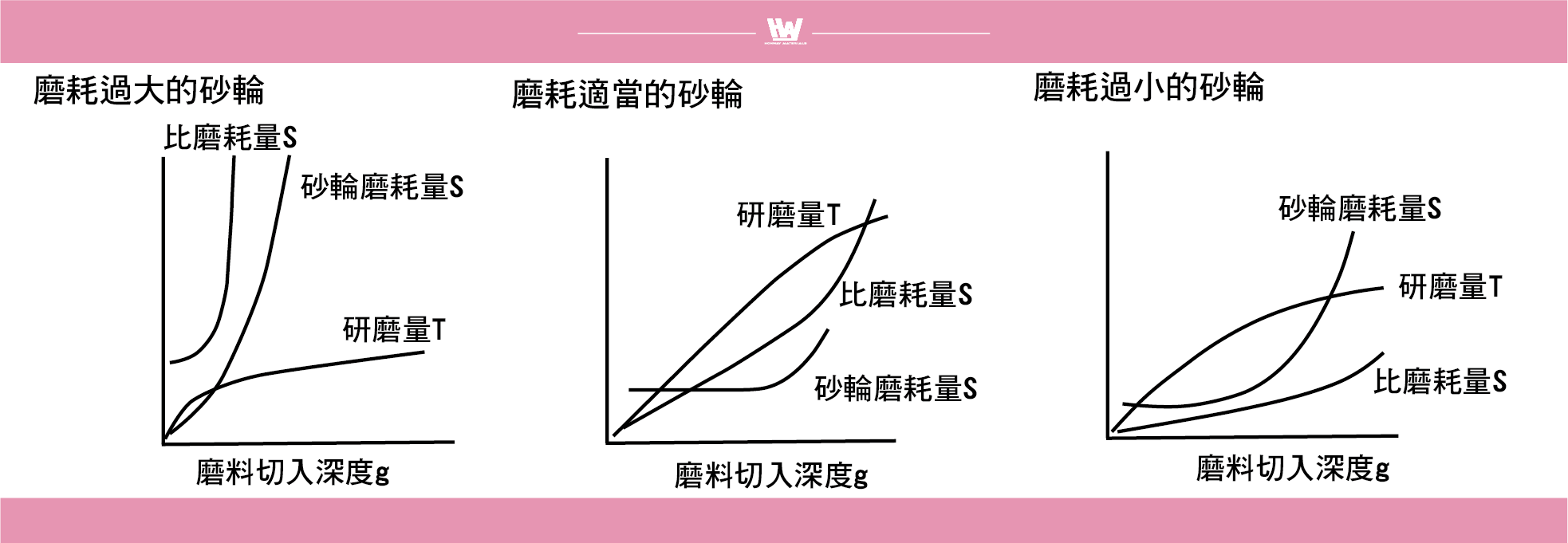
砂轮磨耗量通常与磨料切刃深度成正比。当切入深度较小时,磨耗量和研磨量呈直线上升;但当磨耗量过大,切入深度稍增加,磨耗会剧烈提升。
磨耗适中的砂轮可维持自锐作用,使研磨量稳定线性增加直至切入深度非常大。而磨耗过少的砂轮,随切入深度增加可能因填塞现象导致研磨量停滞。
比磨耗量的直线部分代表砂轮的最佳实用范围,范围越宽,砂轮性能越稳定。
在同样条件下如何选择砂轮?
在相同的条件与最终想达成的品质条件下,经计算后
您因时间需求,想要快速且高校,的加工效率,那就要选现有中砂轮「研磨比较高的砂轮」
如果今天有节省成本的需求,那就要选现有中砂轮「比磨耗量高的砂轮」
提醒:在评估的过程中也建议将时间与人力拉入计算,已获得最有效的解决方案哟!
如何判定砂轮的修整时间?
砂轮的削整间隔是指砂轮在使用过程中需要进行修整的时间间隔,或以砂轮已完成的研磨量来表示的修整频率。
理想上,砂轮应该透过自锐作用维持切削能力。然而,实际加工中,砂轮可能因形状变形、震动、噪音等问题而无法继续使用。
砂轮寿命的标准
- 脱落形磨耗:砂轮在直径减少到一定程度或达到特定磨耗量后,寿命结束。
- 平滑形磨耗:当切刃面积率(切刃磨耗面积与总面积之比)达到 8~10% 时,切削力急剧增加,研磨阻力导致研磨烧焦,寿命结束。或是当研磨韧性材料时,当砂轮因平滑而失去切削能力时,继续研磨会造成加工面劣化,例如震动增强或表面品质降低,此时可将此阶段视为砂轮寿命终点。
终归来说,在工业领域的定义上是以砂轮研磨到不能研磨为终点。
另一种判定标准为砂轮寿命就是指直到加工面发生「某种异常」前,都可以使用。
异常如:表面烧焦、加工精度劣化:研磨力、研磨动力、研磨音响、磨床震动发生异常时都可以视为终点。
研磨条件对于砂轮寿命的影响
1. 切刃面积率基准:以到达切刃面积率8%的磨料累积研磨距离时,结合度愈低或是工件周速增大,磨料切入深度大时,磨料易脱落或破碎,磨耗面积较小,因此寿命比较长。
2.一定磨耗量的基准:直到工件发生颤纹的砂轮直径减少量约略一定量的准则,以直到呈现该磨耗量的研磨时间为寿命,与各种研磨条件的关系,磨料切入深度代表的磨料负荷愈大时,寿命愈短。
实际应用中的寿命考量
- 工业判定:以砂轮无法切削的时间或研磨量为寿命定义较为方便。
- 工学解析:注重分析各切刃在特定时间或距离内的研磨能力维持状况。
结论
砂轮寿命的长短取决于研磨条件及寿命判定基准。以切刃面积率为基准时,低结合度和适当工件速度有助于延长寿命;以一定磨耗量为基准时,工件速度、切入量及磨料负荷过大会缩短寿命。合理选择砂轮参数及调整研磨条件,能有效提升加工效率并延长砂轮使用寿命。
行动
- 该如何选择砂轮>>>金刚石砂轮与CBN砂轮怎么选择?
- 必须要知道的磨料基本知识>>>研磨-磨料 介绍
- 砂轮性能的关键角色>>結合剂介绍
- 当前测量的表面粗糙度是否达到您预期的目标>>>研磨抛光与表面粗糙度对照表
- 砂轮磨粒的各式面貌 >>砂轮磨粒的研磨作用
- 当前的砂轮是否属正常磨损>>>目前的砂輪狀態如何 ? -电铸砂轮篇
- 如何修整砂轮>>砂轮修整修鋭方式
- 切刃不同的研磨状态>>深入了解砂轮切刃形状、变化与自锐机制
- 执行>>>金刚石与氮化硼砂轮、抛光磨料、抛光设备、抛光工具
- 覆盘
研磨方面 我们提供客制化调整,可以依加工需求调整比例已达最高效率
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
