
在精密研磨加工中,追求高品质的表面与稳定的尺寸精度是基本要求。然而,即便设备与参数设定看似正常,工件表面仍可能出现一种特殊的缺陷——颤纹。颤纹是一种由工件与砂轮之间研磨时产生震动所引起的表面异常,常呈现锋利、间歇的波纹状痕迹,不仅影响外观,更会导致加工精度与功能表现下降。
对于操作人员与工程人员而言,理解颤纹的成因与识别方式,能有效掌握排除对策,是维持加工品质与延长设备寿命的关键。
本篇将针对颤纹的特征、常见原因与解决方式进行系统性说明,协助现场人员快速找出问题并采取对应措施。
目录
什么是颤纹?
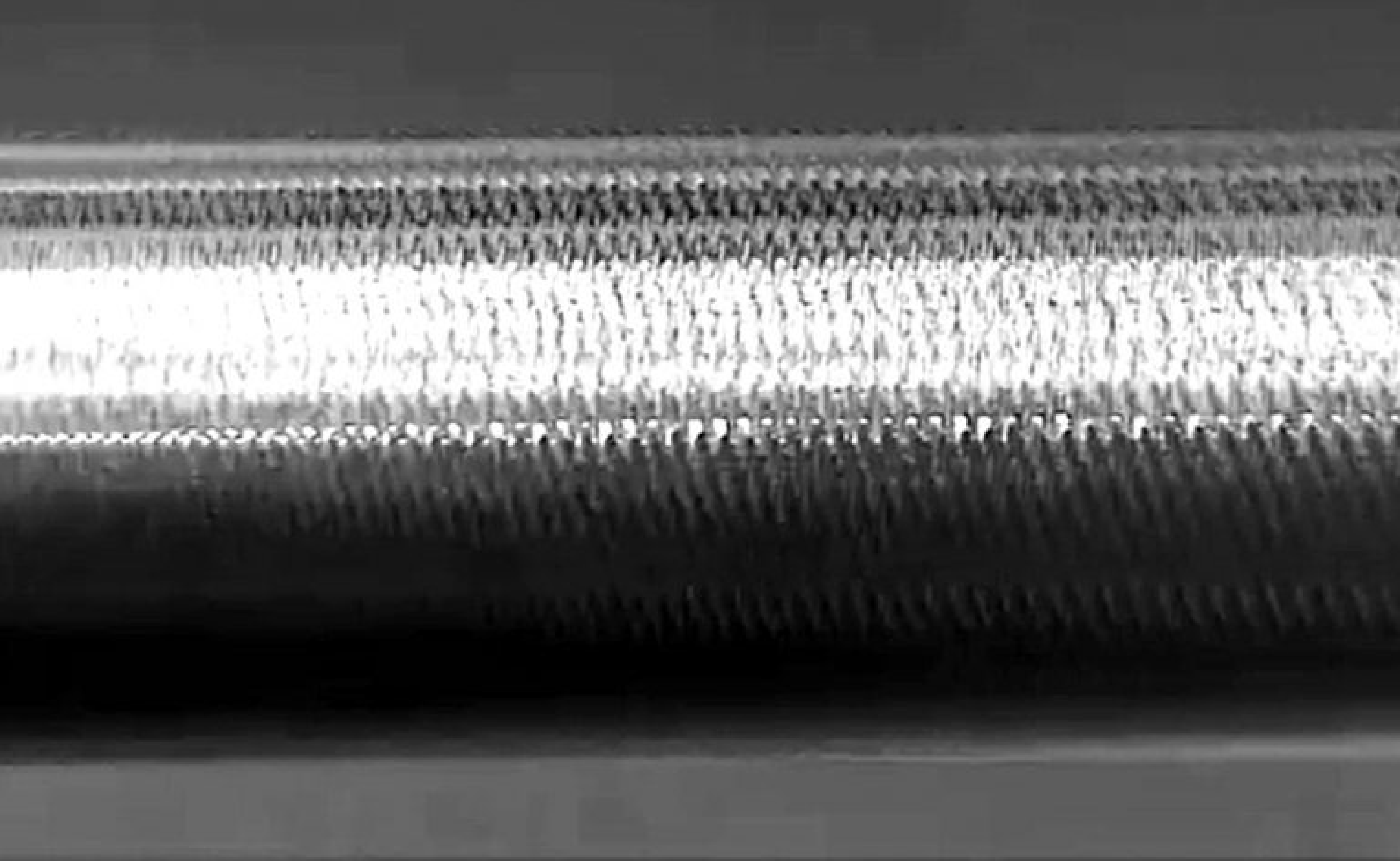
颤纹是由于工件与砂轮之间发生相对震动所造成的表面痕迹。它不是普通的加工痕迹,而是一种不规则的、高频的波纹状缺陷,通常会呈现出锋利的线条结束(sharp lines)。
研磨颤纹的主要特征
- 不是所有平行线就是颤纹:表面上看似规则的平行线不一定表示有颤纹,真正的颤纹具有特殊性。
- 以锐线终止:颤纹常常呈现出明显的、如刀割般的锐利线条终点,这是与其他加工纹路不同的特征。
- 常见的成因是震动:工件与砂轮之间因为震动导致接触不稳定,可能会出现短暂的脱离或间歇性的接触,从而产生颤纹。
为什么要注意研磨颤纹?
颤纹是研磨加工常见的一种表面缺陷,颤纹的出现可能会导致工件:
- 表面粗糙度不良
- 加工精度下降
- 成品品质不稳定
- 可能影响后续装配或功能
下面会讲解常见造成颤纹的原因及解决方式,供读者找出问题并解决它。
颤纹的原因与解决方法
原因一:研磨进刀量太大
颤纹的发生原因之一是进刀量太大,特别是工件细长时,此可能性容易查出,也容易解决。
研磨进刀量太大的解决方式
减小进刀量:
- 逐步降低每次研磨的深度(如从0.01 mm调整为0.005 mm)。
- 增加走刀次数取代大进刀,可提升表面品质。
检查与使用稳定中心架(steady rest):
- 细长工件必须使用中心架以提高加工稳定性。
- 若已使用,请确认:
- 中心架的位置正确(通常放在工件中央1/3处)。
- 中心架压力是否适中。
- 是否与工件表面良好贴合(不得过松或过紧)。
- 有无磨损或松动。
原因二:砂轮太硬

当砂轮太硬时工件表面会受到压变,尤其在研磨弹性差或细长工件时,此时容易产生颤纹。
砂轮太硬的解决方式
1. 根本对策:
- 更换为较软的砂轮(软硬等级可由 J、L、N、P、R)或更换结合剂。
2. 临时应对措施(若不便立即换砂轮):
- 增加工件速度:提高工件表面速度(Workpiece RPM),减少切削压力与震动频率。
- 使用较粗的削整:将砂轮削整粗糙一些,使其切削性提升、降低接触摩擦。
- 减低砂轮速度:降低砂轮RPM能减少切削力,有助于稳定接触。
- 增加研磨液混合物:加强润滑与冷却,减少热变形与黏着现象
※建议每次试验以上项目中的任意三项组合,观察改善效果。
例如:
- 可以先从「使用较粗的削整 → 减低砂轮速度 → 增加工件速度」这一组合尝试。
- 若效果不佳,再搭配增加研磨液比例或改变润滑方式。
- 若颤纹依然严重,建议安排停机更换适当硬度的砂轮。
※如果有想要更换砂轮建议您提供您目前加工工件材质给我们进行评估,让我们能推荐您最适切的选择。如果不知道怎么提供型号也欢迎与我们服务人员联络,寄砂轮给我们看呦。
原因三:未以稳定中心架(steady rest)支撑细长工件

当细长工件在进行直进式研磨(plunge grinding)时,如果未加以支撑容易造成颤纹的产生。
为什么使用中心架?
- 有效提升工件刚性。
- 吸收与抑制震动。
- 维持工件与砂轮稳定接触。
- 保证尺寸精度与表面品质。
中心架使用方式:
| 使用条件 | 细长比大(长度 / 直径 ≧ 3~5倍)即应考虑使用。 |
| 使用数量 | 视工件长度与振动状况,可能需要一个或多个中心架。 |
| 摆放位置 | 通常设在工件长度的中央或1/3处以分散受力。 |
| 中心架调整 | 确保与工件接触适当,避免过紧或过松,也要避免磨损或歪斜。 |
※粗短工件刚性较佳,较不易产生震动,可视状况省略中心架。
※即使已有中心架,也须定期检查调整,避免形同虚设。
原因四:外来震动传入磨床
即使磨床本身机构良好,若周遭设备运转时产生震动传导到磨床,仍可能导致工件与砂轮产生微震动,产生间歇接触,引发颤纹产生。
(微震动→产生间歇接触→引发颤纹)
在旋径大的磨床中,工件和砂轮高悬于支持面上时,若无特殊地基,很容易受外来震动影响。
检测外来震动的方法:水杯法
步骤一:停止磨床运转。
步骤二:将一杯水(透明玻璃杯最佳)放置在砂轮主轴外壳或靠近工件的稳定平台上。
步骤三:保持磨床附近其他设备持续运转。
步骤四:观察水面波纹:
- 若水面出现震动波纹或微微摇晃 → 表示有外来震动传入。
- 若水面完全静止 → 表示环境震动不明显
※注意:大型磨床、高悬结构(如立式、长床型)因重心高、支撑面少,对地基与外力震动更敏感,若地基未做独立隔离处理,来自如压缩机、车床、吊车等设备的震动可能轻易传入。
如何避免外来震动传入磨床
- 安装磨床时选择独立地基或防震垫。
- 若有多台设备并列,可考虑加设震动吸收垫或墙体隔离。
- 定期用水杯法检查外来震动是否变化(尤其搬迁设备或新增机台后)。
原因五:磨床本身的震动
即使无外来干扰,磨床自身若有结构松动、零件磨损或不平衡,也可能产生震动,进而导致研磨时的颤纹。
检查方式:逐一运转检查法
步骤一:依序分离启动磨床各机构,每次只运转一个单元,观察有无震动:运转砂轮心轴单元、主轴台、泵、工作台(横行研磨时)。
步骤二:观察震动来源(可搭配水杯法、水面镜观法、或触感测试)。
步骤三:这样即可找出毛病所在,然后检查转动零件的状况及作业不当的机构。
※注意:如果上述步骤都检查好了还是振动?那可能是地板内空心的关系。可以去五金行购买厚度6-10mm的橡皮胶垫垫在设备的脚下(建议将地坪螺丝松开),能很好的做到减震作用。
※补充站:就地板非实心这点,不能说是地面加工品质的问题,而是材质选的影响,结实的板块会比水泥灌浆来的实心,空心的地板容易产生共振。
我们透过「逐一运转检查法」可有效区分震动来源是否来自磨床本身,并迅速锁定可疑单元,是设备保养与故障排除的重要手段。
结论
颤纹是由于工件与砂轮之间发生相对震动所造成的表面痕迹,这不是普通的加工纹路,而是一种不规则且高频的波纹状缺陷,通常以锋利的线条终止。颤纹会导致表面粗糙度不良、加工精度下降、成品品质不稳定,甚至影响后续的装配与功能。因此,掌握颤纹的成因并采取对应对策,是提升研磨品质的关键。
常见造成颤纹的原因包括研磨进刀量太大、砂轮太硬、未使用稳定中心架支撑细长工件、外来震动传入磨床、以及磨床本身的震动。进刀量过大时,尤其对细长工件容易产生颤纹,应采用较小进刀并搭配稳定中心架。若砂轮过硬,则可更换较软的砂轮,或暂时透过减速砂轮转速、增加工件转速、使用粗整削整或增加研磨液来改善。细长工件则务必使用中心架,并依工件长度与振动程度适当配置其位置与数量,以确保加工稳定。此外,外来震动如来自压缩机、吊车等,也可能透过地板传入磨床,可用水杯法检查是否有震动传入并采用防震措施。至于磨床本身若有松动、磨损或平衡不佳等问题,也会产生震动,建议以逐一运转检查法找出震动来源并检修相关机构。
总结而言,唯有从加工条件、机械结构与外在环境三方面全面检视并持续改善,才能有效防止颤纹,提升研磨稳定性与成品质量。
行动
- 该如何选择砂轮>>>金刚石砂轮与CBN砂轮怎么选择?
- 正确掌握研磨异常的情境>>研磨异常的的原因?该如何掌握异常状况?
- 如何选择削整结合剂砂轮的工具>>不同结合剂的砂轮该如何削整
- 当前的砂轮是否属正常磨损>>>目前的砂輪狀態如何 ? -电铸砂轮篇
- 如何修整砂轮>>砂轮修整修鋭方式
- 砂轮修整两阶段>>什么是砂轮的修整与修锐
- 如何选择削整结合剂砂轮的工具>>如何选择砂轮的削整工具
- 切刃不同的研磨状态>>深入了解砂轮切刃形状、变化与自锐机制
- 结合剂砂轮的削整有何不同>>不同结合剂的砂轮该如何削整
- 研磨表面出现刮痕与烧伤怎么办?>>研磨表面出现刮痕与烧伤?一次搞懂异常原因与改善方法!
- 砂轮填塞、平滑与工件破裂的研磨异常>>避免砂轮填塞、平滑与工件破裂:搞懂研磨加工的常见陷阱与改善方案
- 什么是结合度?>>什么是结合度?我该如何选择
- 执行>>金刚石与氮化硼砂轮、抛光磨料、抛光设备、抛光工具、金刚石修整工具
- 不同结合剂要如何修整>>不同结合剂的砂轮该如何削整
- 覆盘
研磨方面 我们提供客制化调整,可以依加工需求调整比例已达最高效率
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
您可能感兴趣的文章…
[wpb-random-posts]
