
目錄
刀具刃口鈍化是一個不被普遍重視,而又十分重要的問題。它之所以重要就在於:經鈍化後的刀具能有效提高刃口強度、提高刀具壽命和切削過程的穩定性。大家知道刀具是工具機的「牙齒」,影響刀具切削性能和刀具壽命的主要因素,除了刀具材料、刀具幾何參數、刀具結構、切削用量優化等,通過大量的刀具刃口鈍化實驗顯示:一個好的刃口型式和刃口鈍化質量也是刀具能否多快好省進行切削加工的前提。
何谓刀具刃口钝化?
刀具钝化是指刀具或刀片在精磨之后,涂层之前的一道刃口整型工序,通过对刀具进行去毛刺、平整、抛光的处理,从而提高刀具质量和延长使用寿命。其名称目前国内外尚不统一,有称「刃口钝化」、「刃口强化」、「刃口珩磨」、「刃口准备」或「ER(Edge Radiusing)处理」等。
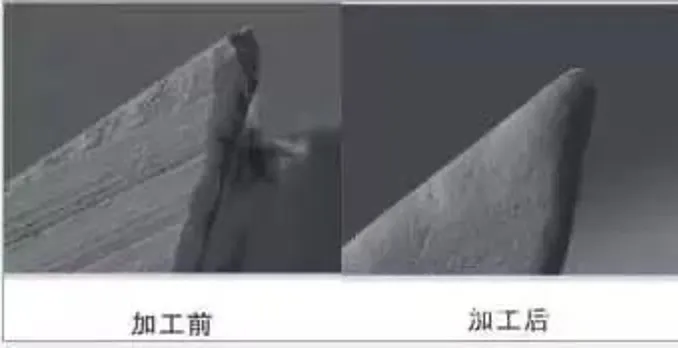
為什麼要進行刃口整形?經普通砂輪或金剛石砂輪刃磨後的刀具刃口,存在程度不同的微觀缺口(即微小崩刃與鋸口)。前者可用肉眼和普通放大鏡觀察到,後者用100倍(帶0.010mm刻線)顯微鏡能夠觀察到,其微觀缺口一般在0.01-0.05mm,嚴重者高達0.1mm以上。在切削過程中刀具刃口微觀缺口極易擴展,加快刀具磨損和損壞。現代高速切削加工和自動化工具機對刀具性能和穩定性提出了更高的要求,特別是塗層刀具在塗層前必須經過刀口的鈍化處理,才能保證塗層的牢固性和使用壽命。
目的
刃口钝化技术,其目的就是解决刃磨后的刀具刃口微观缺口的缺陷,使其锋值减少或消除,达到圆滑平整,既锋利坚固又耐用的目的。以下是常见的刃口形式:
【銳刃】刃磨前、後刀面相交而自然形成的稅刃,其刃口鋒利、強度差、易磨損。一般用於精加工刀具。(如下圖)
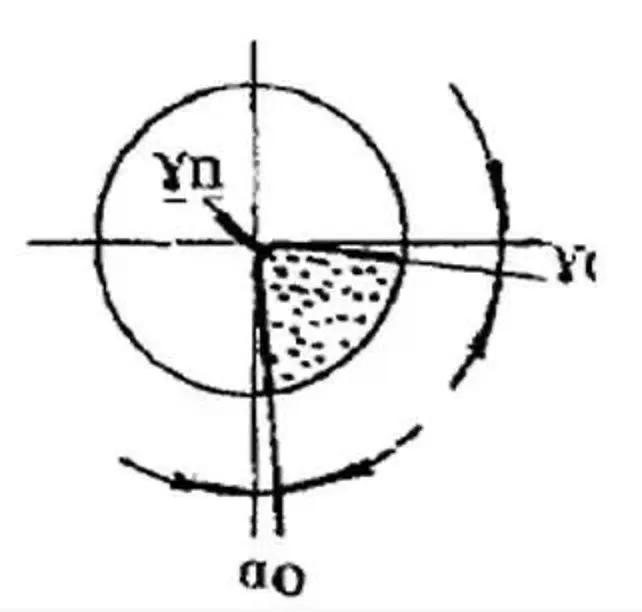
【倒棱刃】在刃口附近前刀面上,刃磨出很窄的负前角棱边,大大提高了刃口的强度。用于粗加工和半精加工等刀具。 (如下图)
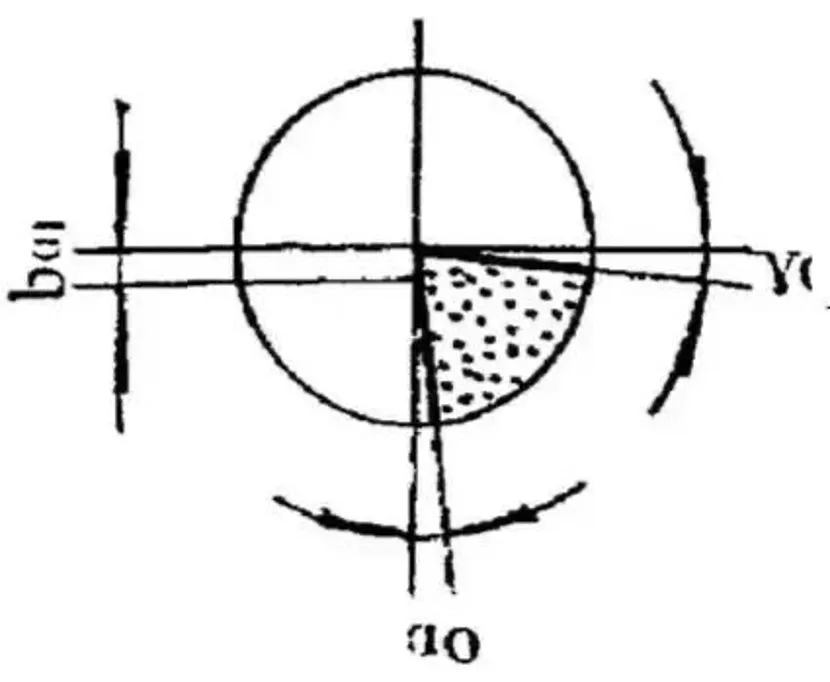
【消振棱刃】在刃口附近的後刀面上磨出一條很窄的負後角棱邊,切削時增大刀具與工件的接觸面積,消除切削過程振動。用於工藝系統剛性不足時所用的單刃刀具。(如下圖)
【白刃】在刃口附近的後刀面上磨有一條後角為0°的窄邊或刃帶,可起到支撐導向和擠壓光整作用,用於鉸刀、拉刀等多刃刀具。(如下圖)
【倒圓刃】在對口上刃磨或鈍化成一定參數的圓角,增加刃口強度,提高刀具壽命,用於各種粗加工和半精加工的可轉位刀具。(如下圖)
刃口钝化形状
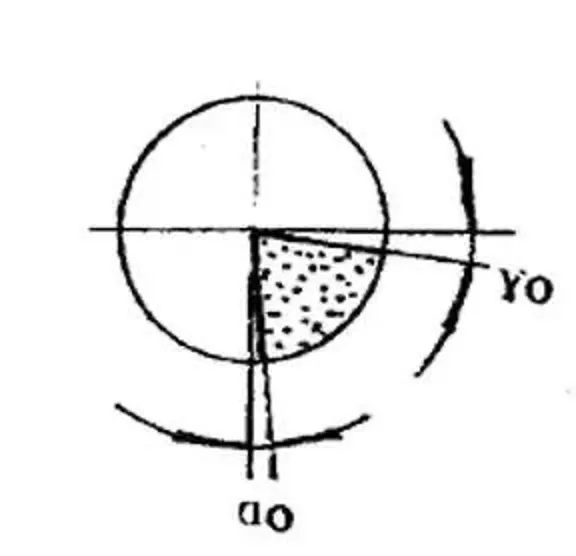
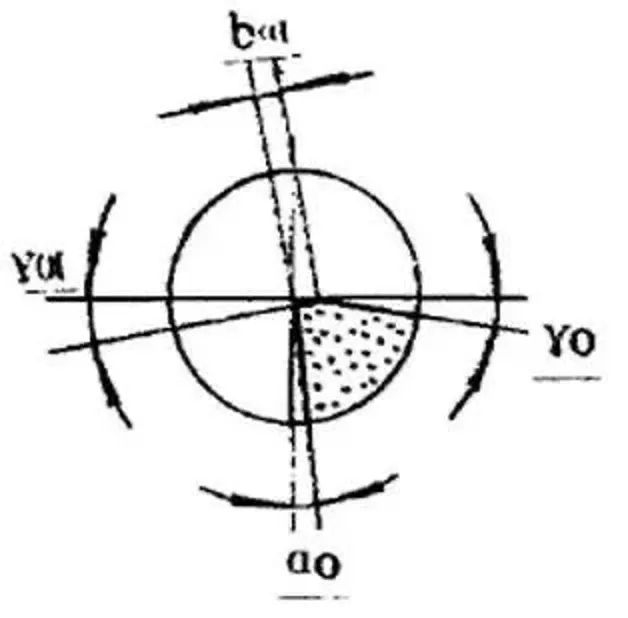
刃口钝化几何形状,对刀具寿命有很大影响:一种为圆弧刃,一种为瀑布型刃。
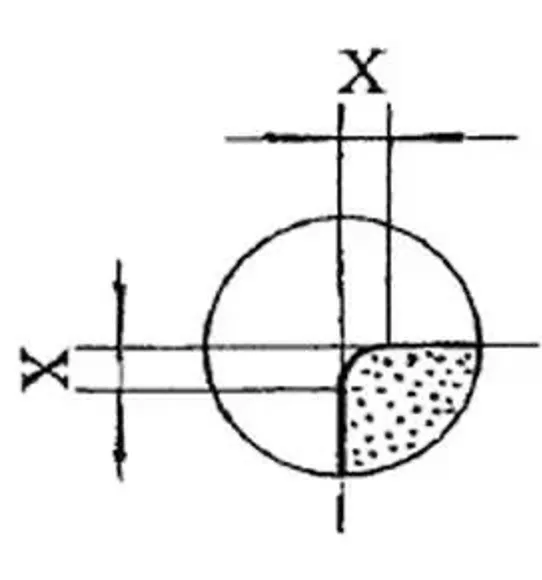
【圓弧型刃口】在刃口轉角處形成對稱圓弧,占80%以上的刀具所採用,適用於粗精加工。(如下圖)
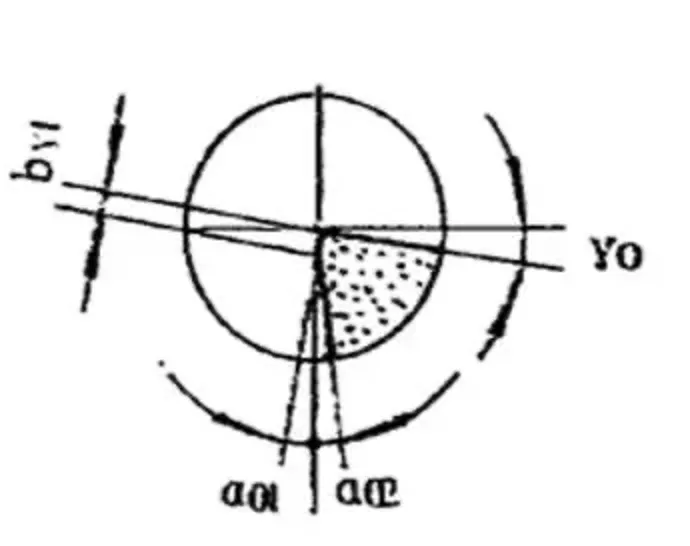
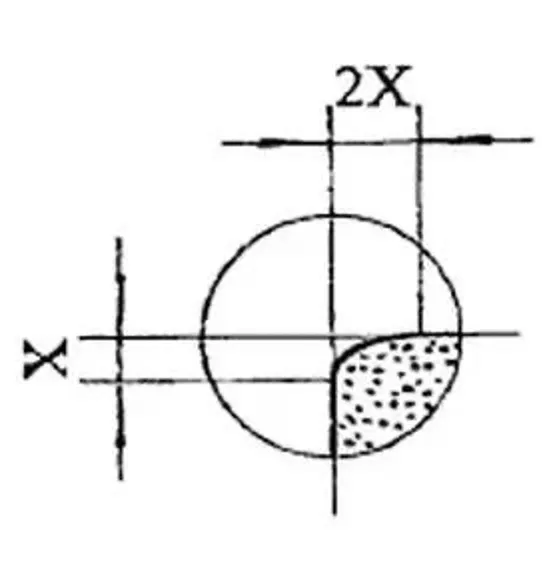
【瀑布型刃口】在刃口轉角處的頂面與側面比率一般為2:1,為不對稱圓弧,適用於惡劣的衝擊性加工。(如下圖)
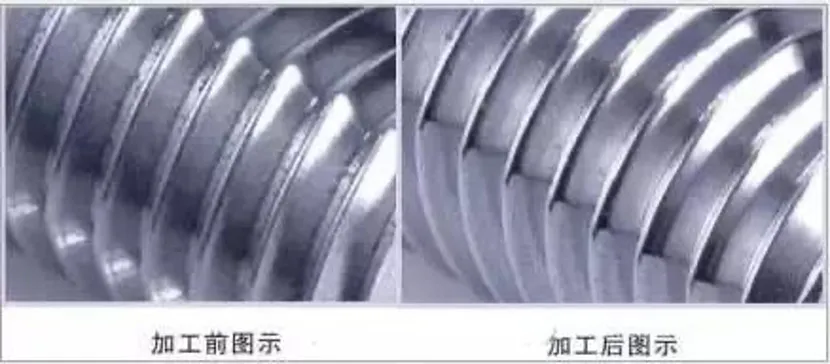
功效
- 刃口的圆化:去除刃口毛刺、达到精确一致的倒圆加工。
- 提高光洁度:刃口毛刺导致刀具磨损,加工工件的表面也会变得粗糙,经钝化处理后,刃口变得很光滑,极大减少崩刃,工件表面光洁度也会提高。
- 提高性能:对刀具凹槽均匀的抛光,提高表面质量和排削性能。
- 增加切削力:槽表面越平整光滑,排屑就越好,就可实现更高速度的切削。同时表面质量提高后,也减小了刀具与加工材料咬死的危险性。并可减少40%的切削力,切削更流畅。
钝化参数的选择
通过刀片刃口钝化机的研制和生产使用实践,初步掌握了一些规律。针对不同加工条件,选择刃口型式和钝化参数十分重要。由于刀片材质不同,加工条件不同,所选用的刃口型式和刃口钝化形状的参数也不同,否则达不到延长刀具寿命的预期效果。见如下参数推荐表:
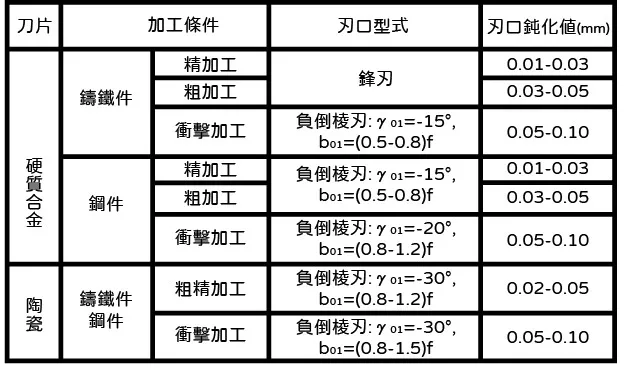
与国外刃口钝化参数相对照,占70%刀具钝化值是在0.0254-0.0762之间。最大值:0.127-0.2032mm。最小值:一根头发丝0762mm的1/6,即0.0127mm。即使钝化那么小,也明显地强化了刀具刃口。
从大量的刃口钝化实践经验证实:
- 刃口不一定越锋利越好,也不一定是越钝越好。针对不同加工条件确定不同钝化值才是最好。
- 刃口钝化与刃口型式相结合,是最普遍最有效提高刃口强度和提高刀具寿命降低刀具费用的措施。
- 刃口钝化与刃口型式相结合,是最普遍最有效提高刃口强度和提高刀具寿命降低刀具费用的措施。
涂层的抛光
去除刀具涂层后产生的突出小滴,提高表面光洁度、增加润滑油的吸附。
涂层后的刀具表面会产生一些微小的突出小滴,提高了表面粗糙度,使得刀具在切削过程容易产生较大的摩擦热,降低切削速度。经过钝化抛光后,小滴被去除,同时留下了许多小孔,在加工时可以吸附更多的切削液,使得切削时产生的热量大大减少,可以极大得提高切削加工的速度。
