
研磨加工是一种高精度的表面加工技术,广泛应用于金属、陶瓷与半导体等各类材料的精密制造。研磨过程中,砂轮与工件之间的相互作用产生研磨抵抗,这不仅影响研磨效率,还会直接影响加工精度、表面品质以及砂轮寿命。因此,深入探讨研磨抵抗的来源、影响因素与控制方法,对于提升研磨技术与加工稳定性至关重要。
本研究介绍什么是并探讨研磨抵抗的产生机制,并将其分解为切线研磨抵抗与法线研磨抵抗两大分力,分析其对研磨热、机械刚性与加工精度的影响。
目录
什么是研磨抵抗?
在研磨加工过程中,当砂轮与工件接触并进行切削时,两者之间会产生作用力与反作用力。这种力称为研磨抵抗或研磨阻力。
造成研磨抵抗的发生原因
当砂轮与工件进行研磨时,磨粒的刃口与工件接触都会产生各式各样不同的变形,常见的抵抗就有以下这几种:
- 弹性抵抗:磨粒掘入工件时,工件表面因弹性变形所产生的抵抗力。
- 塑性抵抗:磨粒压入工件表面,造成塑性变形时产生的抵抗力。
- 剪断抵抗:当材料被切除形成磨屑时,材料内部发生剪切变形所产生的抵抗力。
- 摩擦抵抗:磨粒的磨耗面与工件表面接触时所产生的摩擦力,这与砂轮的磨损状态和工件表面状态有关。
研磨抵抗有哪些分力?
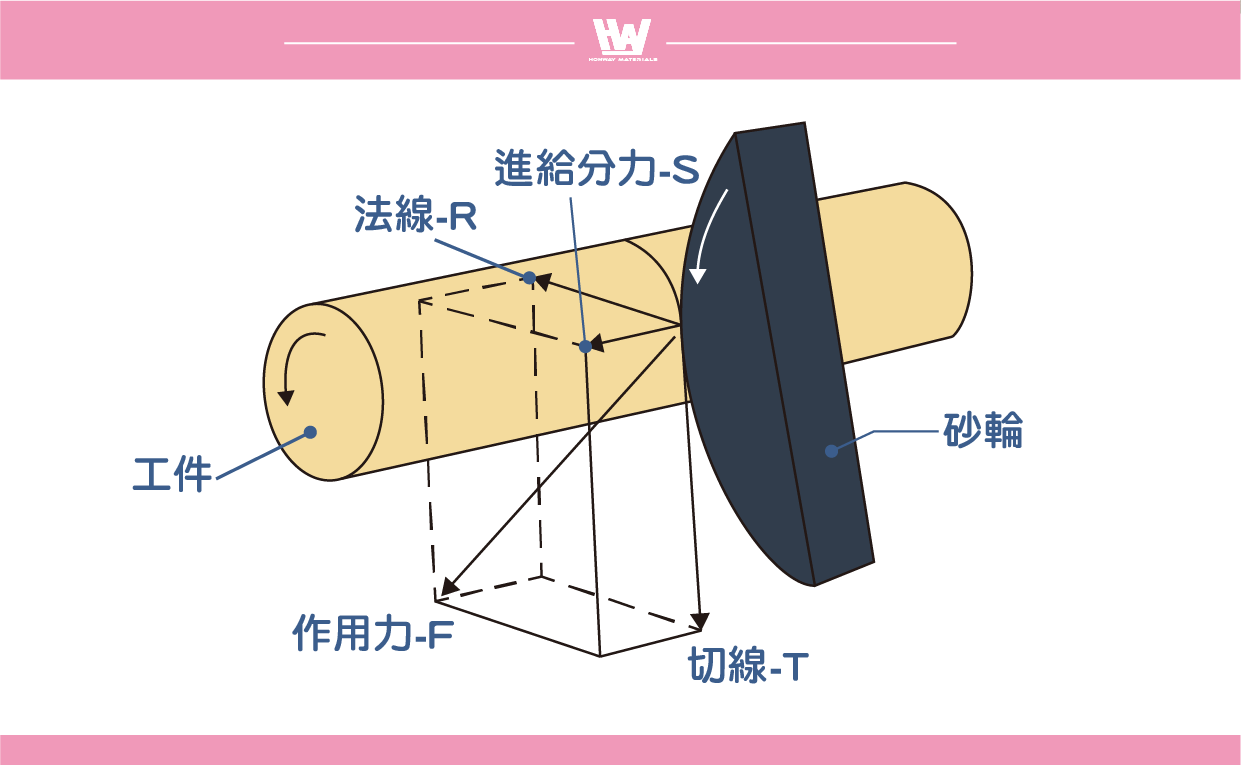
研磨抵抗的的力其实并不是只有一种力的方向在影响着砂轮,考虑研磨机构的场合,对于研磨抵抗,分为砂轮回转方向,砂轮半径方向,以及砂轮进给3个分量来处理:
切线研磨抵抗 (T,Tangential Force) – 主分力
- 方向:沿砂轮回转方向
- 影响:与研磨所需的能量成正比,因此与功率消耗密切相关,通常称为研磨动力或消费动力。
- 测定方式:可透过电力计测量研磨机的功率消耗,并用「功率 ÷ 砂轮速度」来计算。
法线研磨抵抗 (R,Radial Force) – 背分力
- 方向:垂直于砂轮表面,沿砂轮半径方向作用。
- 影响:影响工件的变形与加工过程中的振动,进而影响研磨精度与表面品质。
- 特性:法线研磨抵抗通常大于切线研磨抵抗,一般约为其2倍,在使用非水溶性研磨液时,可能增至4倍。由于法线力较大,因此对砂轮寿命、机械刚性及设备稳定性要求较高。当砂轮磨粒磨耗且刃口钝化时,法线研磨抵抗会急剧上升,可能导致研磨无效,此时需特别关注并进行调整。
进给分力 (S,Feed Force)
- 方向:沿砂轮进给方向
- 影响:通常较小,因此较少受到重视,但对于高精度研磨仍需考虑。
研磨抵抗力量大小的主要影响因素
在研磨过程中,我们会检测到某一点的研磨抵抗作用力,这是目前与工件发生接触的所有磨粒刃口受力的总和。
如果我们要简单计算研磨抵抗的大小可以用(同时参与切削的磨粒刃口数×单一刃口所受到的平均抵抗力)来表示。
但实际影响研磨抵抗的变动因素有很多,下面都是常见的变动因素:
- 作用磨粒刃口数(影响总受力)
- 单一刃口的平均抵抗力大小(影响单点受力)
- 以上两种的变动趋势
※注意:这些变动因素并不是各自独立的,是会相互影响的。例如,当砂轮与工件的接触面积保持不变时,如果参与切削的刃口数减少,则会导致刃口之间的间隔增大。这样一来,单个磨粒的切削深度会增加,进而使单一刃口所受的抵抗力增大。
是什么影响了作用磨粒刃口数?
上面我们谈到了变动因素有很多,其中就有一个是作用磨粒刃口数量,接触面积及密度,都是影响刃口数量的重要因素:
- 砂轮与工件的接触面积
- 由接触弧长与研磨宽度的乘积来决定。
- 作用刃口密度
- 受砂轮种类(如磨粒大小、结合剂)与修整条件影响。
- 受研磨条件(如进给速度、切削深度)影响。
※注意:因砂轮在研磨过程中会不断磨耗,密度的会一直变化,因此相对难以计算出一个准确的数值。
研磨抵抗对于加工所造成影响
研磨抵抗的影响可分为切线方向与法线方向:
- 切线研磨抵抗 (T) 影响研磨热
- 直接影响研磨热的产生,进而影响加工表面的热变质。
- 过高的研磨热可能导致工件表面烧伤或材料变质。
- 法线研磨抵抗 (R) 影响加工精度
- 造成砂轮、工件及砂轮轴心的变形,进而降低加工精度。
- 变形量过大可能导致尺寸误差与表面品质劣化。
切线研磨抵抗与法线研磨抵抗的比值,会影响研磨状态的良率,如果要高效研磨通常要求较低的法线研磨抵抗,可以减少机械变形与设备负担。
我们该如何确保加工品质?
由于这些因素之间具有相互影响的关系,因此,我们可以对这些变化进行定量分析,就可以判断砂轮所受的总体研磨抵抗如何变化。并且在改良研磨加工中,必须同时考虑磨粒数量与单刃口抵抗的相互影响,以确保研磨条件的稳定性与加工品质。
结论
研磨抵抗是研磨加工中影响效率、精度与加工品质的关键因素。它主要由作用磨粒刃口数与单一刃口的平均抵抗力决定,而这两者并非独立变化,需综合考量研磨条件、砂轮修整状态与工件材料等因素。
其中,切线研磨抵抗 (T) 直接关联研磨热,影响工件表面的热变质与材料损伤;法线研磨抵抗 (R) 则影响砂轮、工件及机械结构的变形,进而影响加工精度与设备寿命。两者的比值对于研磨状态的稳定性及加工良率具有重要意义。
此外,影响研磨抵抗的主要因素包括砂轮与工件的接触面积、作用刃口密度及研磨条件。由于这些因素在研磨过程中相互影响且变化复杂,因此无法单独考量某一变数来判断研磨抵抗的变动。唯有透过适当的参数调整、修整条件的优化以及冷却液的选择与应用,才能有效控制研磨抵抗,达成高效稳定的研磨加工,确保工件品质并延长砂轮寿命。
行动
- 研磨时为什么会产生热?>>研磨热
- 必须要知道的磨料基本知识>>>研磨-磨料 介绍
- 砂轮性能的关键角色>>結合剂介绍
- 当前测量的表面粗糙度是否达到您预期的目标>>>研磨抛光与表面粗糙度对照表
- 砂轮磨粒的各式面貌 >>砂轮磨粒的研磨作用
- 表面出现变质了怎么办>>深入解析研磨加工避免表面变质?
- 表面粗不粗糙、光不光滑>>什么是表面粗糙度
- 切刃不同的研磨状态>>深入了解砂轮切刃形状、变化与自锐机制
- 执行>>>金刚石与氮化硼砂轮、抛光磨料、抛光设备、抛光工具
- 覆盘
研磨方面 我们提供客制化调整,可以依加工需求调整比例已达最高效率
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
您可能感兴趣的文章…
[wpb-random-posts]
