
在精密加工中,砂轮作为研磨工具的核心,其性能直接影响加工质量和效率。砂轮的修整与修锐是影响研磨效果的重要因素。
一般多数人会更关注于砂轮的磨料、结合剂等等,但研磨系统中不只有这些因素,在研磨系统中最容易被忽略就是本篇介绍的修整与修锐。
本文将探讨砂轮修锐的基本概念、修锐不足与过度的影响,并分析其在不同生产模式中的应用策略,帮助读者理解如何根据具体需求选择合适的修锐方法,从而提升加工效果与经济效益。
目錄
修整(Truing)介紹
修整是指对砂轮的研磨面进行修整,使其达到所需的形状与平整度,并确保与砂轮轴心保持同心的作业。修整后的砂轮表面非常平滑,并且磨料晶体的突出部分相对较少。
简单来说,就是把不圆的砂轮先修圆,确保他在转动时能平稳,不会一边大一边小~
Q.我修整完直接研磨可以吗?
A.如果在修整完成后的状态下直接使用砂轮进行研磨,可能会出现以下问题:
1.工件烧焦:由于砂轮表面过于平滑,削弱了切削能力,导致研磨过程中产生过多的摩擦热,使工件局部温度过高,进而烧焦。
2.打滑现象:砂轮表面突出物不足,无法有效咬住工件,导致砂轮在工件表面滑动,影响加工精度与效率。
因此,修整后通常需要进行修锐(Dressing),以恢复砂轮的切削能力,让磨料晶体再次显露,以适应正常的研磨需求。
修锐(Dressing)介绍
修锐是指将砂轮表面上包围在磨料附近的结合剂移除,使磨料的锐角能适当地暴露于砂轮表面,从而恢复或提升砂轮的研磨能力。
修锐能使砂轮具有更高的切削性能,适应实际的加工需求。
修锐完成后,不同类型的砂轮会呈现不同的效果:
超级磨料砂轮:经适当修整后,约有90%以上的磨料在研磨过程中能不断产生新的锐角,维持研磨能力。
氧化铝砂轮:仅有30%以下的磨料能产生研磨作用,其余磨料可能在修锐过程中脱落。
修锐与修整常搭配进行,以确保砂轮在形状与切削性能上能保持最佳状态。
修锐的不同状态
修锐的状态可分为三种:修锐适当、修锐不足与修锐过度,它们对砂轮性能及研磨效果有不同影响。
修锐适当的状态
修锐适当是指在修锐作业后,砂轮的磨料锐角暴露程度达到理想的平衡,从而使砂轮能稳定地发挥最佳研磨性能。理想情况下,在研磨抵抗(阻力)、研磨马力(驱动所需动力)、工件表面品质(平滑度、精度)、砂轮磨耗程度(磨料的消耗速度)上,修锐后的砂轮会达到所谓的「稳定状态」。
稳定状态通常在研磨作业进行一段时间后出现,此时砂轮的性能最为稳定,适合持续进行高效加工、与自动化生产。
修锐不足的状态
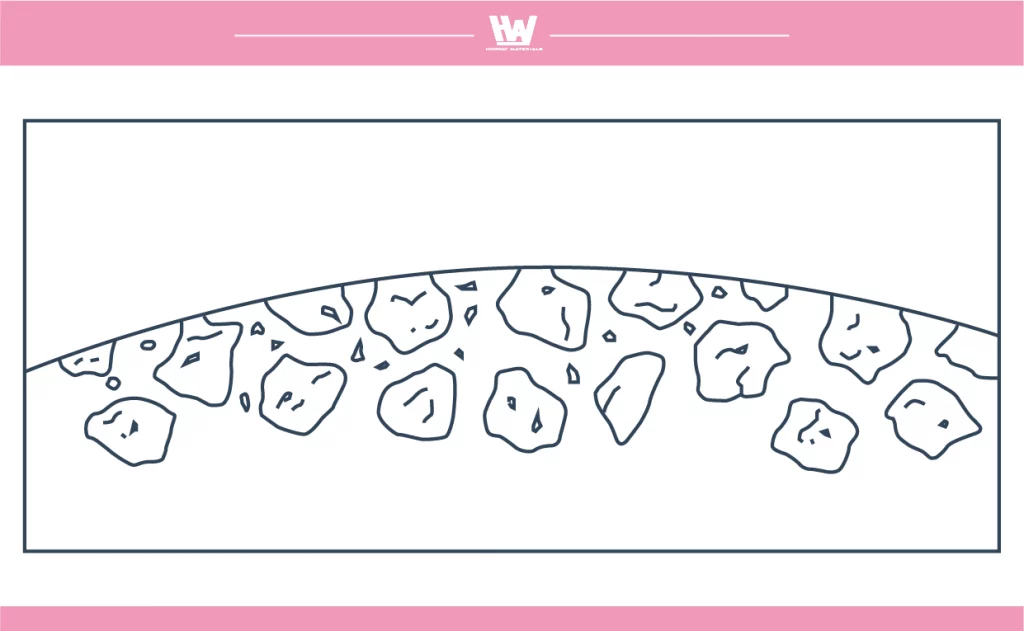
修锐不足(Under Dressed)是指在修锐过程中,未能将包覆磨料颗粒的结合剂充分去除,导致磨料的锐角未能充分暴露于砂轮表面。
砂轮状态:
- 表现较硬,结合剂覆盖过多,磨料暴露不足。
- 切削能力受限,削减效率较低。
研磨时的情况:
- 研磨马力:需要较大的马力来驱动砂轮进行研磨。
- 研磨效率:研磨速度较慢,加工效率降低。
- 工件表面品质:研磨出来的表面会比预期更为光滑,但加工过程耗时较长,如果给予过大的进给量可能造成表面烧伤。
尽管修锐不足会影响初期的研磨性能,但随着持续使用,砂轮表面的结合剂逐渐脱落,磨料的锐角会慢慢暴露,最终进入稳定状态。通常其时间需要几分钟或几小时,如果到稳定状态,则此稳定状态情况将会一直维持下去。
修锐过度的状态
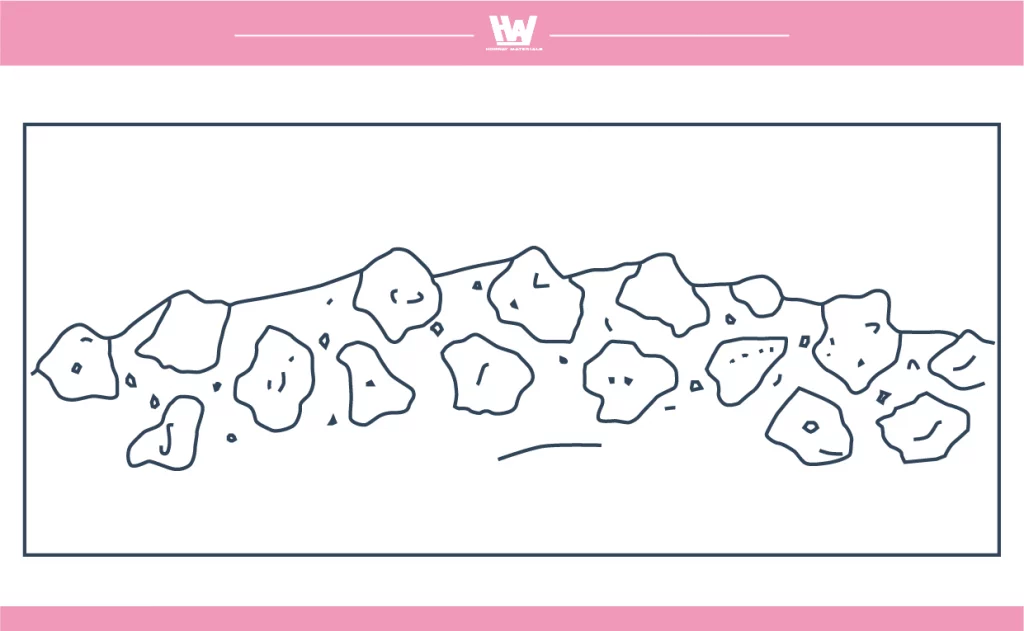
修锐过度(Over Dressed)是指在修锐过程中,过多地移除了包围磨料颗粒的结合剂,导致磨料暴露面积过大,砂轮表面过于粗糙,从而影响研磨性能。
砂轮状态:
- 表现较软,结合剂对磨料的支撑不足。
- 磨料颗粒暴露过多,表面粗糙。
研磨时的情况:
- 工件表面质量:磨出的工件表面粗糙度偏高,质量较差。
- 研磨马力:所需马力较低,研磨阻力小。
- 砂轮磨耗:磨料颗粒快速脱落,砂轮的磨耗速度快于正常情况。
尽管修锐过度会影响初期性能,但随着研磨过程的进行,砂轮仍能逐渐达到稳定状态。一般来说,修锐过度要达到稳定状态的时间比削锐不足来的短。
Q.如果使用到修锐过度的砂轮该怎办
A.使用修锐过度的砂轮可能导致
1.初期工件表面质量不佳,需花费更多时间进行修整或精加工。
2.砂轮寿命缩短:因磨料太快脱落导致,可能需要频繁更换或再次修整。
解决办法:如果不可避免使用修锐过度的砂轮,可以透过缩短加工周期或增加预研磨步骤减少影响。
Q.在实际使用时,为什么有时候要故意修锐不足?
A1.提升加工表面质量
在砂轮修锐过程中,有时会刻意造成修锐不足,作为提升加工表面质量的一种策略。修锐不足的砂轮表面较为平滑,磨料颗粒的锐角暴露较少,可以实现比正常状态下更好的表面粗糙度(更细致)。
此策略是使砂轮产生出接近细粒度砂轮的效果,但仍能保有粗粒度砂轮的优势,特别是在延长砂轮寿命方面。
举例:将600#的砂轮刻意修锐不足,使他能修整出800#甚至1200#的效果。
A2.降低磨料的消耗速率
由于结合剂未完全移除,磨料颗粒可以得到更好的支撑,砂轮磨耗减少,进而延长使用寿命。
修锐不足的策略适合应用于小批量或灵活性较高的手动研磨作业。在这类场景中,操作者能及时调整进给速度、压力和冷却液供应,以应对修锐不足导致的初期研磨效率低的问题。
※注意:自动化生产中,不建议使用修锐不足的砂轮,因为稳定的材料去除率、马力需求以及加工表面粗度,对于生产效率和产品品质具有重要意义。因此,削锐状态必须维持在最佳平衡,避免过多或不足的情况,确保砂轮性能稳定持久。
总而言之,修锐策略需要根据具体应用场景进行调整。我们可以根据实际状况来判断使用何种状态的砂轮,修锐适当的砂轮不一定是唯一的选择。
结论
修整和修锐是相互搭配的关系,能确保砂轮正常运作。
根据不同的应用需求,可透过修锐作为调整策略。刻意修锐不足能提高砂轮寿命,在手工加工时提供更好的加工表面;修锐适当,能在自动化生产中,实现一致的材料去除率、稳定的马力需求和优质的加工表面。因此,正确的修锐策略应该根据加工需求、设备特性和生产模式进行调整,才能达到最佳的工作效能和经济效益。
行动
- 该如何选择砂轮>>>金刚石砂轮与CBN砂轮怎么选择?
- 必须要知道的磨料基本知识>>>研磨-磨料 介绍
- 砂轮性能的关键角色>>結合剂介绍
- 砂轮磨粒的各式面貌 >>砂轮磨粒的研磨作用
- 当前的砂轮是否属正常磨损>>>目前的砂輪狀態如何 ? -电铸砂轮篇
- 如何修整砂轮>>砂轮修整修鋭方式
- 砂轮修整两阶段>>什么是砂轮的修整与修锐
- 切刃不同的研磨状态>>深入了解砂轮切刃形状、变化与自锐机制
- 执行>>>金刚石与氮化硼砂轮、抛光磨料、抛光设备、抛光工具
- 覆盘
研磨方面 我们提供客制化调整,可以依加工需求调整比例已达最高效率
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
您可能感兴趣的文章…
[wpb-random-posts]
