
磨料是指用于磨削和抛光材料的工具,其主要功能是通过摩擦和磨削作用来去除材料表面的不规则性、粗糙度或损坏。 磨料通常用于金属加工、木工、石材加工以及其他各种工业应用。 以下是本次的磨料介绍:
目录
磨料定义
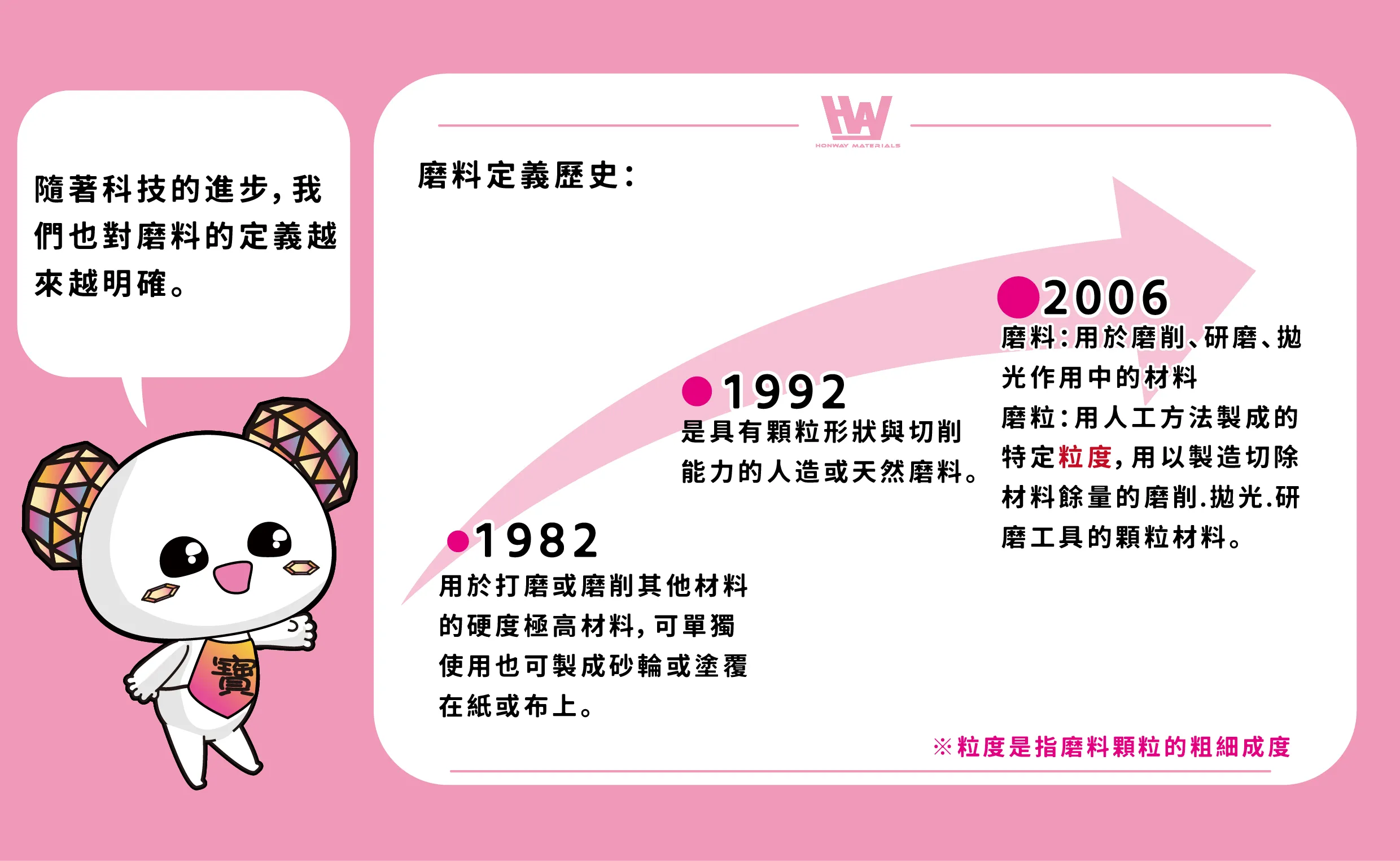
1982年: 用于打磨或磨削其他材料的硬度极高的材料。 可单独使用也可制成砂轮或涂覆在纸或布上使用。
1992年: 具有颗粒形状和切削能力的天然或人造材料。
2006年: 在磨削,研磨和抛光中起作用的材料,用人工方法制成特定粒度,用以制造切除材料余量的磨削,抛光和研磨工具的颗粒材料,在自由状态下直接进行研磨或抛光。
磨料分类及代号
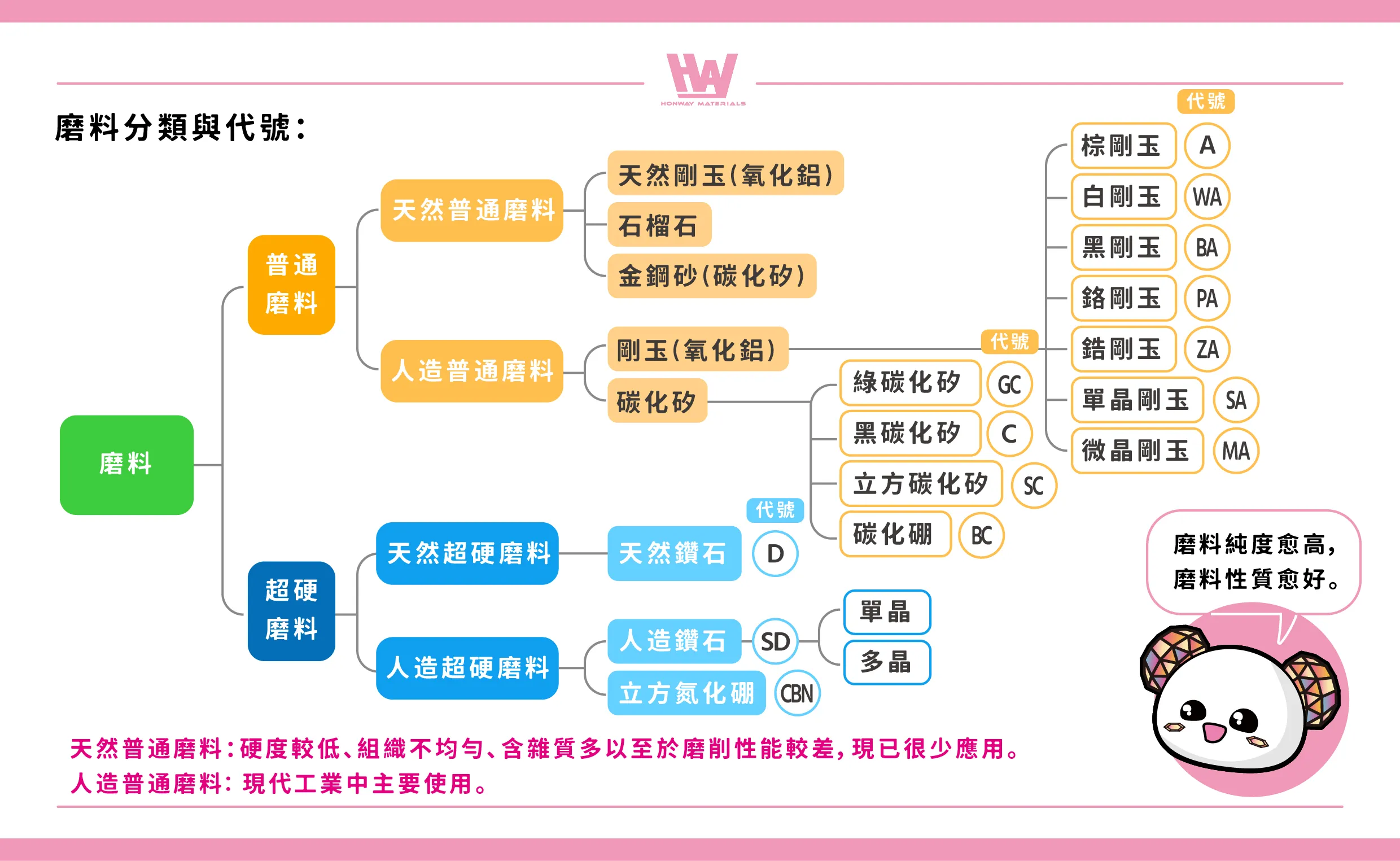
- 天然普通磨料: 古代使用较多。 因硬度较低、组织不均匀、含杂质多以至于磨削性能较差,现已很少应用。
- 人造普通磨料: 现代工业中主要使用。
磨料 应具备的基本性能
构成磨具的主要原料,可直接用于研磨和抛光。
磨具能够磨削工件的主体材料。
应具备基本特性:硬度、韧性、强度、热稳定性、化学稳定性、工艺性。
- 高硬度:磨料硬度必高于工件硬度
- 韧性:受粒或冲击作用能够抵抗破裂的能力,适当的韧性可保证磨粒微刃的切削作用,钝化后能产生新的切削微刃。
- 磨料的化学成分: 反映磨料质量和性能的主要指标。 纯度越高,性质越好。 氧化铝磨料依氧化铝与杂质含量不同区分。
- 热稳定性(强度):高温下仍具有必要的物理力学性能。 因磨削区温度通常为400-1000度c
- 热稳定性(稳定):化学反应稳定,不易产生黏附或扩散作用,以至于造成模具堵塞或钝化。
- 制粒工艺性:磨料型态应整齐均匀、形状规则。
- 机械强度:因需经a.反复磨削力b.冲击载荷c.磨削温度交互影响,故需要有一定的机械强度,才能够承受abc影响。
- 高粒度:磨料应具有高粒度以有效磨削。
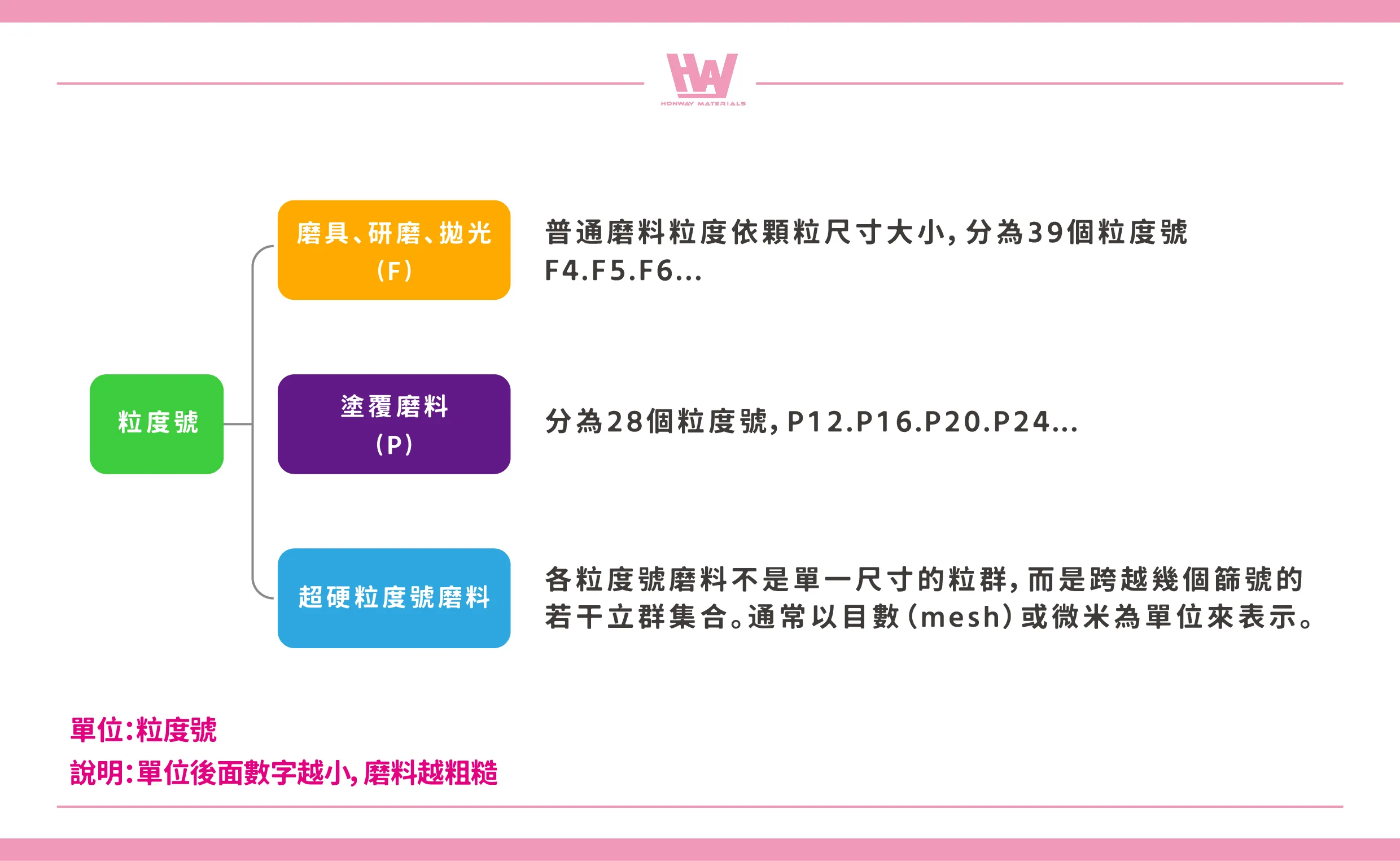
磨料粒度
指磨料颗粒的粗细程度,粒度规格用粒度号来表示。
F粒度号规格
用于固结磨具、研磨、抛光的磨料粒度规格。
普通磨料粒度依颗粒尺寸大小,分为39个粒度号,其筛比为1.1892
F4~F220为粗磨粒:其磨粒尺寸在63μm以上,多用筛分法生产
F230~F1200为微粉:磨粒尺寸小于63μm,多用于水选法生产。
规格: F4、F5、F6、F7、F8、F10、F12、F14、F16、F20、F22、F24、F30、F36、F40、F46、F54、F60、F70、F80、F90、F 100、F120、F150、F180、F220、F230、F240、F280、F320、F360、F400、F500、F600、F800、F1000、F1200、 F1500、F2000
※科技的进步,套用在现今的实务经验上,虽然可能不适用,但它还是一个大通则哟!
P粒度号规格
28个粒度号,用于涂覆磨料(如砂纸、砂轮)的磨料粒度规格。
P12~P220较粗:其筛比为1.892
P240~P2500较细
规格:P12、P16、P20、P24、P36、P40、P50、P60、P80、P100、P120、P150、P180、P220、P240、P280、P320、P360、P400、P500、P600、P800、P1000、P1200、P1500、P2000、P2500.
超硬磨料的粒度号:
筛比为1.18。
粒度组成: 各粒度号磨料不是单一尺寸的粒群,不是尺寸仅限于相邻两筛网孔径之间的立群,而是跨越几个筛号的若干立群集合。通常以目数(mesh)或微米为单位来表示。
不同的粒度适用于不同的加工制程和精度要求,可将各粒度号磨料的颗粒分为五个粒群,分别为最粗粒、粗粒、基本粒、混合粒和细粒。
- 粗粒度:10目到60目,适用于粗磨和重型切割。
- 中等粒度:60目到180目,适用于中等精度的加工,例如金属加工和陶瓷抛光。
- 细粒度:180目到600目,适用于精细研磨抛光,常用于玻璃、石材、半导体等领域。
- 超细粒度:600目以上,特别是1200目及以上,适用于超精密加工,如光学元件的抛光和纳米级材料的处理。
普通磨料的化学成分特性
是反映磨料质量和性能的主要指标。
磨料的主要成分在质量指标规定范围内含量越高,纯度越高,磨料的性质越好。
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
