
สารบัญ
คำนำ
“ความหยาบของพื้นผิว” หมายถึง พื้นผิวขรุขระหรือเรียบ มันเกี่ยวข้องอย่างใกล้ชิดกับชีวิตของเรา ตั้งแต่การผลิตไปจนถึงการผลิต การเชี่ยวชาญการคาดการณ์ถือเป็นเรื่องสำคัญมาก ก่อนเริ่มบทความนี้ ฉันขอเสนอแนวคิดให้คุณทราบก่อนว่า ไม่ใช่ว่าทุกอย่างจะต้องราบรื่นจนเกินไป แต่เราควรเข้าใจถึงความจำเป็นในการแสวงหา “ระดับความหยาบที่เหมาะสม”
เพราะอะไร?
เนื่องจากหากเราตั้งค่า RA ระหว่างการประมวลผลให้ต่ำเกินไป อาจทำให้ต้องใช้กำลังคน เวลา และต้นทุนเพิ่มขึ้นเป็นสองเท่า
ดังนั้นจึงควรเลือกค่าความหยาบที่เหมาะสมซึ่งถือเป็นทางเลือกที่มีประสิทธิภาพสูงสุดในตัวเลือกการประมวลผลในปัจจุบัน
ในการผลิตและแปรรูปผลิตภัณฑ์ คุณภาพของพื้นผิวถือเป็นสิ่งสำคัญมาก ความหยาบและความเรียบของพื้นผิวเป็นคุณลักษณะสำคัญสองประการ แต่มีความหมายต่างกันและมีการวัดที่แตกต่างกัน
ความหยาบของพื้นผิว: หมายถึงความขรุขระและความไม่สม่ำเสมอเล็กๆ น้อยๆ บนพื้นผิว ซึ่งอาจส่งผลกระทบต่อฟังก์ชันและความทนทานของผลิตภัณฑ์ โดยปกติจะแสดงเป็นค่าตัวเลข เช่น Ra
ความเรียบเนียน: อธิบายถึงความเรียบเนียนของพื้นผิวและการสะท้อนแสง ยิ่งพื้นผิวเรียบเนียนเท่าไหร่ ความเงางามก็จะยิ่งมากขึ้นเท่านั้น ซึ่งจะช่วยให้ผลิตภัณฑ์ดูเงางามและเป็นมันเงามากขึ้น
ความหยาบจะส่งผลต่อความเรียบเนียน โดยยิ่งพื้นผิวหยาบมากเท่าไร ผลงานที่ได้ก็จะยิ่งเรียบเนียนมากขึ้นเท่านั้น เนื่องจากแสงจะกระจายตัวมากกว่าสะท้อน ในทางกลับกัน ความหยาบที่ต่ำสามารถทำให้พื้นผิวเรียบเนียนขึ้น ปรับปรุงการตกแต่ง และทำให้ผลิตภัณฑ์ดูล้ำหน้ามากขึ้น
เพื่อให้ได้ผลลัพธ์ที่ต้องการ มักต้องใช้วัสดุขัดเงาแบบมืออาชีพ วัสดุขัดเงาเหล่านี้สามารถขจัดความไม่เรียบเล็กๆ น้อยๆ บนพื้นผิวได้อย่างมีประสิทธิภาพ ทำให้ผิวเรียบเนียนขึ้นและปรับปรุงการตกแต่งให้ดีขึ้นด้วย การทำความเข้าใจเกี่ยวกับความหยาบ ความเรียบเนียน และวิธีใช้สารเคลือบผิวเพื่อปรับปรุงคุณภาพพื้นผิวถือเป็นสิ่งสำคัญต่อการผลิตผลิตภัณฑ์คุณภาพสูง ไม่ว่าจะเป็นการปรับปรุงประสิทธิภาพหรือรูปลักษณ์ของผลิตภัณฑ์ การควบคุมความหยาบของพื้นผิวและการให้ได้ผลลัพธ์ที่เรียบร้อยถือเป็นขั้นตอนสำคัญ
ตารางเปรียบเทียบความหยาบของพื้นผิว
| สภาพพื้นผิว | ความยาวฐาน | แสดงให้เห็น | ความหยาบผิว | ||
| RA | RY(Rmax) | RZ | |||
| มันเงามาก | 0.08 | พื้นผิวที่ผ่านการขัดเงาแบบ Super Finishing จะเรียบเนียนราวกับกระจก | 0.010 a | 0.040 s | 0.040 z |
| 0.012 a | 0.050 s | 0.050 z | |||
| 0.016 a | 0.063 s | 0.063 z | |||
| 0.020 a | 0.080 s | 0.080 z | |||
| 0.25 | 0.020 a | 0.080 s | 0.080 z | ||
| 0.025 a | 0.100 s | 0.100 z | |||
| 0.032 a | 0.125 s | 0.125 z | |||
| 0.040 a | 0.16 s | 0.16 z | |||
| 0.050 a | 0.20 s | 0.20 z | |||
| 0.063 a | 0.25 s | 0.25 z | |||
| 0.080 a | 0.32 s | 0.32 z | |||
| 0.100 a | 0.40 s | 0.40 Z | |||
| ตัดพื้นผิวอย่างประณีต | 0.8 | พื้นผิวที่ได้จากการกลึง การกัด การเจียร การเคลือบ การขัด การถู การขัดเงา การขูด การบิด การเคลือบ และวิธีการตัดที่สร้างเศษโลหะอื่นๆ อย่างน้อยหนึ่งวิธีนั้นแทบจะเป็นไปไม่ได้เลยที่จะแยกแยะรอยการประมวลผลด้วยการสัมผัสหรือการมองเห็น | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| ผิวตัดละเอียด | 2.5 | พื้นผิวที่ได้จากการกลึงละเอียด การกัด การไส การเจียร การเจาะ การเจาะ การบิด หรือการตะไบ ฯลฯ หนึ่งครั้งขึ้นไป ซึ่งทำให้เกิดเศษโลหะ ดูเหมือนจะเรียบเนียนมากเมื่อทดสอบด้วยการสัมผัส แต่ยังคงสามารถแยกแยะรอยมีดที่คลุมเครือได้ด้วยสายตา | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| ตัดหยาบ | 8 | พื้นผิวที่ได้จากการกลึงหยาบ การกัด การไส การเจียร การเจาะ การเจาะทะลุหรือการตะไบ และกระบวนการตัดที่ก่อให้เกิดเศษโลหะอื่นๆ หนึ่งครั้งขึ้นไป สามารถแยกแยะได้ด้วยการสัมผัสและการมองเห็นจากรอยเครื่องมือที่เหลืออยู่ชัดเจน | 12.5 a | 50 s | 50 z |
| 16.0 a | 63 s | 63 z | |||
| 20 a | 80 s | 80 z | |||
| 25 a | 100 s | 100 z | |||
| 32 a | 125 s | 125 z | |||
| 40 a | 160 s | 160 z | |||
| 50 a | 200 s | 200 z | |||
| 63 a | 250 s | 250 z | |||
| 80 a | 320 s | 320 z | |||
| พื้นผิวเรียบ | 25 ขึ้นไป | พื้นผิวที่ได้จากการหล่อทั่วไป การดัด การหล่อด้วยแม่พิมพ์ การรีด การตัดด้วยเปลวไฟแก๊สหรืออาร์ก และวิธีการแปรรูปแบบไม่ใช้เศษอื่นๆ สามารถซ่อมแซมได้หากจำเป็น แต่ผิวเปล่าสีดำก็ยังคงสามารถคงไว้ได้ | 100 a | 400 s | 400 z |
| 125 a | 500 s | 500 z | |||
ตารางเปรียบเทียบความหยาบของพื้นผิวและการตกแต่ง
| รหัสระดับ | RA | RZ |
| △14 | ≤0.01 um | ≤0.05 um |
| △13 | >0.01~0.02 um | >0.05~0.1 um |
| △12 | >0.02-0.04 um | >0.1 ~0.2 um |
| △11 | >0.04-0.08 um | >0.2 ~0.4 um |
| △10 | >0.08~0.16 um | >0.4-0.8 um |
| △9 | >0.16~0.32 um | >0.8~1.6 um |
| △8 | >0.32 ~0.63 um | >1.6-3.2 um |
| △7 | >0.63~1.25 um | >3.2~6.3 um |
| △6 | >1.25~2.5 um | >6.3~10 um |
| △5 | >2.5~5 um | >10~20 um |
| △4 | >5~10 um | >20~40 um |
| △3 | >10~20 um | >40~80 um |
| △2 | >20-40 um | >80~160 um |
| △1 | >40~80 um | >160~320 um |
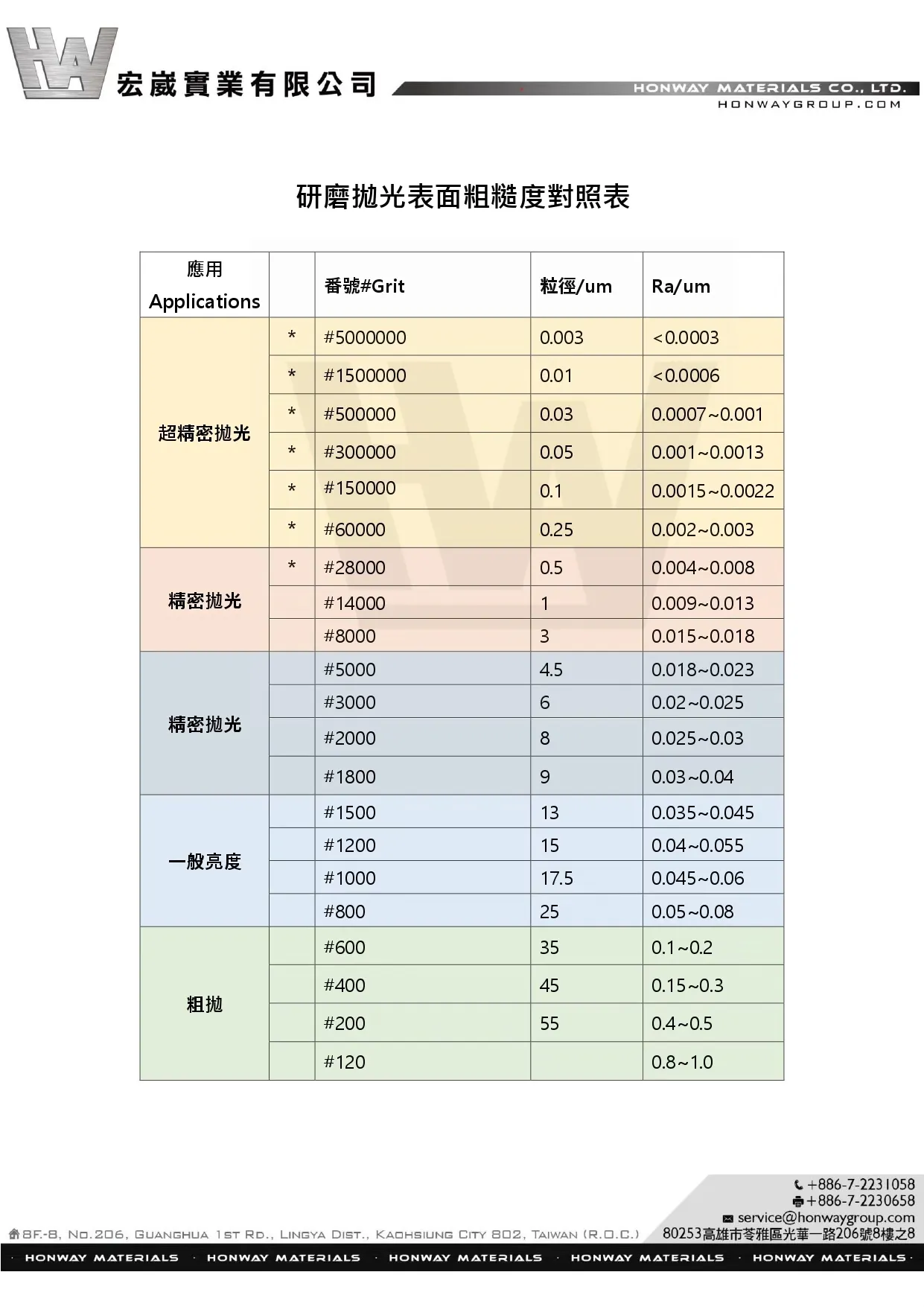
ตารางเปรียบเทียบการเจียร การขัดเงา และความหยาบของพื้นผิว
การกระทำ
- 1. ความหยาบของพื้นผิวที่วัดในปัจจุบันตรงตามเป้าหมายที่คาดหวังไว้หรือไม่
- 2. วิธีแก้โจทย์>>> การขัดแม่พิมพ์มีกี่ประเภท คุณรู้จักกี่ประเภท?
- 3. ดำเนินการ ><> >สารขัดเงา อุปกรณ์ขัดเงา เครื่องมือขัดเงา
- 4. ทบทวน
หากคุณยังไม่รู้ว่าจะเลือกอันที่เหมาะสมที่สุดอย่างไรหลังจากอ่านข้อความนี้แล้ว
ยินดีต้อนรับที่จะติดต่อเรา เราจะมีคนที่จะตอบคำถามของคุณ
หากคุณต้องการใบเสนอราคาแบบกำหนดเองโปรดติดต่อเรา
เวลาทำการฝ่ายบริการลูกค้า : จันทร์ – ศุกร์ 09:00~18:00 น.
โทร : 07 223 1058
หากมีข้อสงสัยหรือคำถามที่ไม่ชัดเจนทางโทรศัพท์ โปรดอย่าลังเลที่จะส่งข้อความส่วนตัวถึงฉันทาง Facebook ~~
เฟซบุ๊ก HonWay: https://www.facebook.com/honwaygroup
คุณอาจสนใจ…
[wpb-random-posts]
