
Тепло, выделяющееся во время шлифования (называемое теплом шлифования), является важным явлением, которое нельзя игнорировать в процессе шлифования. Основной причиной его возникновения является высокоскоростное трение, возникающее при резании абразивными зернами заготовки.
Распределение и выделение тепла при шлифовании зависят от многих факторов, таких как материал шлифовального круга, материал заготовки, условия шлифования (например, скорость, подача, глубина резания и т. д.), а также использование охлаждающей жидкости.
Для заготовки:
Некачественная шлифовка может привести к повышению температуры заготовки, что приведет к тепловому расширению, ожогам поверхности, отпуску и размягчению закаленного слоя и даже к появлению мелких шлифовальных трещин в заготовке.
Для шлифовальных кругов:
Некачественное шлифование может привести к повышению температуры шлифовального круга, ускорению его износа, расплавлению связки и даже вызвать микродеформацию шлифовального круга, что снизит стабильность обработки.
※ Станция дополнения HonWay: Алмазные шлифовальные круги не устойчивы к высоким температурам (600-700 ℃). Если вы хотите выполнить высокотемпературное шлифование, выбирайте CBN. >>>Как выбрать между алмазными шлифовальными кругами и кругами из CBN
Поэтому важным вопросом в технологии измельчения является эффективный контроль за образованием и передачей тепла, выделяющегося при шлифовании, а также управление им посредством разумного охлаждения и регулирования параметров процесса.
Оглавление
Разница в тепле шлифования между традиционным шлифовальным кругом и супершлифовальным кругом
Ключевой момент: теплопроводность супершлифовального круга выше, чем у традиционного шлифовального круга. Большая часть тепла шлифовального круга супершлифовки будет передаваться в центр шлифовального круга, в то время как большая часть тепла шлифования традиционного шлифовального круга будет приходиться на заготовку.
Соотношение калорий (80/20):
Супершлифовальный круг: 80% на шлифовальном круге, 20% на заготовке.
Традиционный шлифовальный круг: 20% на шлифовальном круге, 80% на заготовке.
Эти данные приведены только для справки. Фактические результаты испытаний могут отличаться в зависимости от таких факторов, как заготовка, абразивный материал, выбор обработки и окружающая среда.
—Следующее содержание применимо как к супершлифовальным кругам, так и к традиционным шлифовальным кругам—
Причины появления тепла при шлифовке
Когда шлифовальный круг шлифует заготовку, в процессе шлифования выделяется большое количество тепла, распределение которого определяет конечное повышение температуры заготовки.
Эффекты чрезмерного нагрева при шлифовании
1. Высокая температура и искры:
- В процессе шлифования отрицательный угол наклона между абразивной режущей кромкой и заготовкой приведет к чрезвычайно высокой скорости резания, а также возникновению высокой температуры, сопровождающейся искрами.
- Воздействие: При наблюдении за шлифовальной стружкой через микроскоп можно обнаружить, что она содержит расплавленные капли, что указывает на то, что локальная температура близка к температуре плавления материала заготовки.
2. Тепловое расширение и окисление заготовки:
- Избыточное тепло при шлифовании повышает температуру поверхности заготовки, что приводит к тепловому расширению и окислению.
- Влияние: Качество обработки поверхности.
3. Шлифовка и обжиг поверхности приводят к снижению производительности обработки детали:
- Чрезмерно высокая температура поверхности может вызвать локальное возгорание и снизить износостойкость.
- Воздействие: Для закаленной стали избыточное тепло может вызвать отпуск, что ослабит ее твердость и прочность, а также приведет к появлению мелких шлифовальных трещин.
4. Трещины и дефекты обработки:
- Избыточный нагрев при шлифовании может привести к появлению микротрещин или даже волосяных трещин во время или после обработки, что еще больше ослабит структурную целостность заготовки.
Классификация температуры шлифования
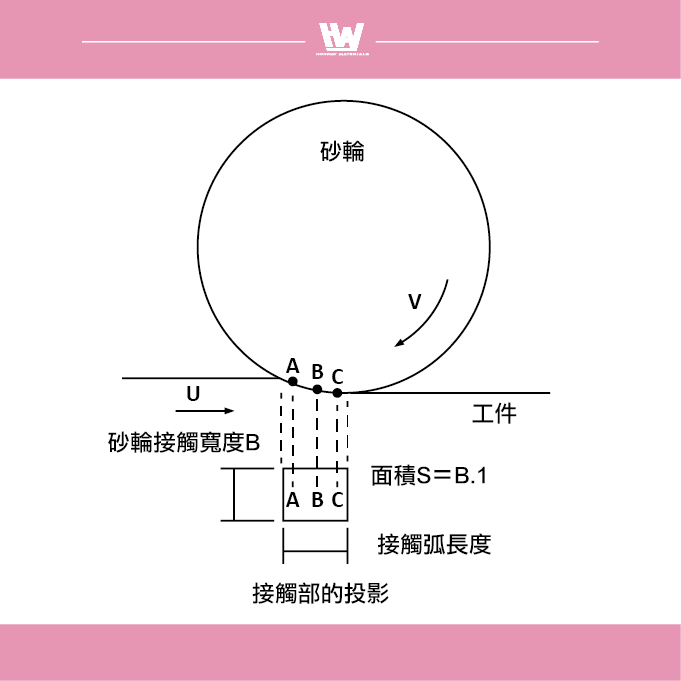
Температура точки абразивного шлифования (A.B) (температура на переднем конце режущей кромки абразива)
- Определение: Относится к локальной высокой температуре, которой передний конец абразивной режущей кромки, показанной на A и B, мгновенно достигает во время шлифования.
- Температурные характеристики: часто достигают сотен градусов по Цельсию, что является самой высокой температурной зоной в процессе измельчения.
- Воздействие: Эффективность шлифования тесно связана с расходом абразива, и термостойкость абразива необходимо оценивать на основе этой температуры.
Температура точки шлифования шлифовального круга (S) (средняя температура поверхности контакта шлифовального круга с заготовкой)
- Определение: относится к общей средней температуре зоны контакта S между шлифовальным кругом и заготовкой.
- Температурные характеристики: Эта температура ниже температуры точки абразивного шлифования, но диапазон распределения шире.
- Воздействие: связано с термическим повреждением заготовки, таким как ожог поверхности, плавление или трещины.
Температура заготовки (температура после поступления тепла в заготовку)
- Определение: Относится к общей или локальной температуре, вызванной теплом, поступающим в заготовку при шлифовании.
- Воздействие: Чрезмерно высокая температура заготовки приведет к тепловому расширению, что приведет к снижению точности размеров заготовки. Если заготовка изготовлена из закаленной стали, из-за чрезмерной локальной температуры может произойти отпуск, что приведет к появлению мелких шлифовальных трещин.
Критерии определения температуры шлифования
Влияние температуры шлифования на результаты шлифования можно разделить на три уровня в зависимости от явления шлифования:
Если важны потери абразива → температура точки шлифования абразива является наиболее важной
Например: если вам необходимо продлить срок службы шлифовального круга, вам необходимо снизить локальную высокую температуру абразива, выбрать абразив с лучшей термостойкостью или отрегулировать параметры шлифования.
Если вас беспокоит качество поверхности заготовки → Температура точки шлифования шлифовального круга является наиболее важной
Например: Для предотвращения пригорания поверхности, появления трещин или поломок необходимо контролировать среднюю температуру поверхности контакта между шлифовальным кругом и заготовкой для улучшения охлаждающего эффекта.
Если требуется точность размеров → температура заготовки имеет наибольшее значение
Например: если необходимо уменьшить влияние теплового расширения на точность размеров, сосредоточьтесь на контроле температуры тепла, поступающего в заготовку, чтобы обеспечить стабильность обработки.
Вы можете решить, как улучшить процесс, исходя из своих текущих ценностей.
Метод расчета среднего повышения температуры заготовки (применим как для традиционных, так и для супершлифовальных кругов)
В процессе шлифования почти вся механическая энергия преобразуется в тепло. Часть тепла будет поступать в заготовку, а другая часть будет отводиться или рассеиваться через шлифовальную жидкость, воздух, патрон заготовки, домкрат и т. д. Разница тепла между ними будет сохраняться в заготовке, вызывая повышение ее температуры, а среднее повышение температуры можно рассчитать на основе теплоемкости заготовки (объем × плотность × удельная теплоемкость).
Предполагая, что средний рост температуры заготовки равен θ, увеличение θ за единицу времени dθ/d можно выразить следующим уравнением:
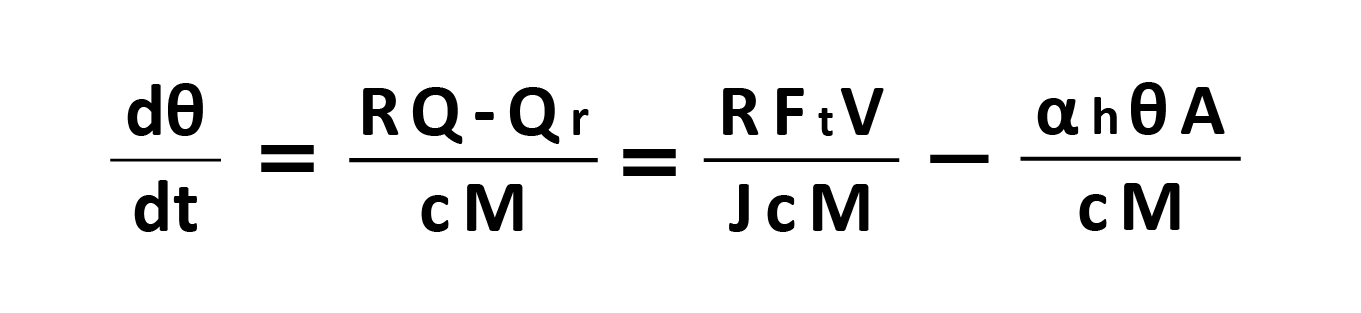
Включая
V: Скорость шлифования
Ft: Сопротивление тангенциальному шлифованию
R: Скорость притока тепла (доля тепла, поступающего в заготовку)
Q: Общее количество тепла, выделяемого при шлифовании за единицу времени (сопротивление шлифованию ⋅ скорость шлифования)
Qr: Тепло, рассеиваемое с поверхности заготовки за единицу времени
М: Качество заготовки
A: Зона выделения тепла
c: удельная теплоемкость
J: Тепловой эквивалент
αh: Скорость теплопередачи поверхности заготовки (меняется в зависимости от условий охлаждения)
При t=0 повышение температуры заготовки θ=0. По мере увеличения времени t среднюю температуру θ заготовки можно рассчитать по следующей формуле:
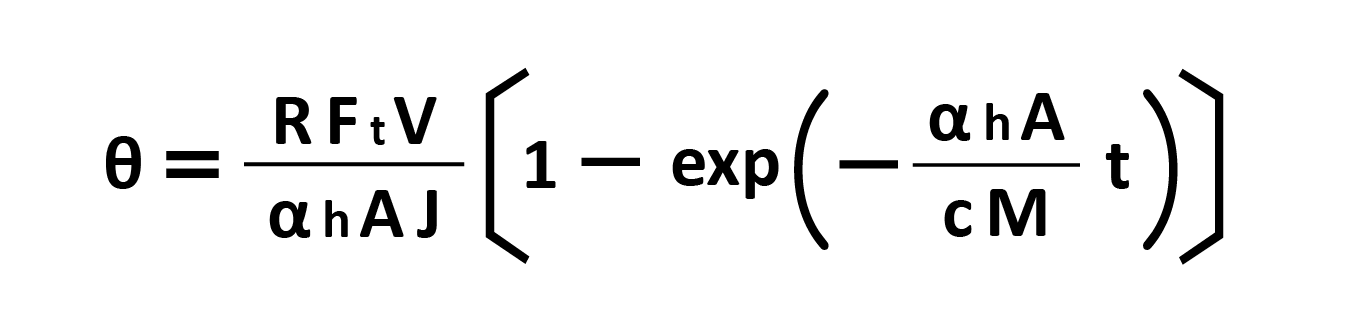
Эта формула показывает:
- В начальный момент (t→0) температура заготовки быстро повышается.
- Со временем приток и отвод тепла от заготовки достигают равновесия и в конечном итоге стабилизируются на уровне равновесной температуры.
Характеристика скорости притока тепла R
- Сухое шлифование: 0,7~1,0 (большая часть тепла уходит в заготовку).
- Водорастворимое шлифовальное масло: значительно снижено до уровня ниже 0,2 (значительный охлаждающий эффект).
Влияние коэффициента теплопередачи поверхности αh
- Водорастворимое шлифовальное масло: скорость теплопередачи составляет около 0,1~0,5 кал/℃·см²·сек.
- Отсутствие циркуляции воздуха: теплопередача снижается в десять раз (эффект охлаждения значительно снижается).
В процессах шлифования с большим количеством охлаждающего масла средний подъем температуры заготовки можно эффективно контролировать в пределах 10°C.
Контроль температуры помола
1. Используйте большое количество шлифовальной жидкости с высокой охлаждающей способностью: поскольку часть тепла, выделяемого при шлифовании, будет отводиться шлифовальной стружкой и обрабатывающей жидкостью, использование шлифовальной жидкости с высокой охлаждающей способностью может помочь рассеять высокую температуру во время шлифования и снизить нагрев заготовки и шлифовального круга.
2. Используйте шлифовальные круги с крупным зерном, мелкой связкой и грубой структурой: Связка и плотность шлифовального круга будут влиять на выделение тепла. Слишком плотные абразивы будут вызывать накопление тепла и легко создавать высокую температуру в процессе шлифования. Выбор подходящих материалов или регулировка соответствующих пор может помочь снизить тепловыделение и добиться высокой эффективности обработки.
3. Уменьшите скорость вращения шлифовального круга.
4. Уменьшите величину врезания: Еще одним недостатком чрезмерного врезания является то, что шлифовальный круг может легко застрять, что приведет к таким проблемам, как ожоги на шлифовальной поверхности и повреждение шлифовального круга. При обнаружении таких условий рекомендуется уменьшить количество включений.
5. Увеличьте скорость подачи (скорость поперечной подачи): Уменьшение скорости задержки в одной точке может способствовать рассеиванию тепла от заготовки.
6. Если шлифовальный круг гладкий или засорился, немедленно очистите его: Если вы сохранили первоначальный метод обработки, но обнаружили, что он гладкий или засорился, вы можете попробовать первый шаг «увеличения скорости», чтобы проверить, может ли шлифовальный круг автоматически метаболизироваться. Если это все еще не помогает, рекомендуется его заправить.
7. При замене традиционного шлифовального круга на супершлифовальный круг, если ваш шлифовальный круг слишком широкий, рекомендуется сначала уменьшить его ширину.
Станция дополнительной обработки HonWay: Когда площадь контакта между шлифовальным кругом и заготовкой большая (например, при внутреннем круглом шлифовании), при шлифовании выделяется больше тепла, что повышает температуру шлифования. В этом случае особое внимание следует уделять повышению температуры заготовки, чтобы не допустить погрешностей размеров, ожогов поверхности или других термических повреждений, вызванных перегревом.
заключение
Теплота шлифования — это явление, возникающее при преобразовании механической энергии в тепловую в процессе шлифования, которое в основном вызвано высокоскоростным трением между абразивом и заготовкой.
Для эффективного контроля за теплом шлифования необходимо принять разумные меры по снижению его выделения, например, использовать шлифовальную жидкость с хорошим охлаждающим эффектом, выбрать подходящий шлифовальный круг, снизить скорость вращения шлифовального круга, уменьшить объем резания, увеличить объем подачи и своевременно проводить заправку шлифовального круга. Кроме того, для шлифовальных операций с большими контактными поверхностями, таких как внутреннее шлифование, следует усилить меры охлаждения и отвода тепла. Эффективное управление теплом шлифования позволяет обеспечить качество поверхности и точность размеров заготовки, а также повысить стабильность обработки и срок службы шлифовального круга.
действие
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- Различные виды абразивных шлифовальных кругов >>Шлифовальный эффект абразивного шлифовального круга
- Соответствует ли измеренная в настоящее время шероховатость поверхности вашим ожиданиям?>>>Сравнительная таблица шлифования, полирования и шероховатости поверхности
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
