
В сфере высокоточной обработки шлифование является ключевым этапом, широко применяемым для повышения качества поверхности и точности размеров заготовки. Независимо от области — от пресс-форм до автозапчастей и компонентов аэрокосмической отрасли — шлифование незаменимо.
Однако при шлифовании из-за неправильного выбора круга, ошибки в правке или нехватки охлаждающей жидкости часто возникают дефекты: засорение, сглаживание, трещины или перегрев, что негативно влияет на итоговое качество и производительность.
Чтобы добиться стабильности процесса и высокого качества продукции, крайне важно разбираться в причинах возникновения этих дефектов и способах их устранения — это неотъемлемая часть профессиональной компетентности.
Оглавление
Что такое шлифовальный круг с засорением?
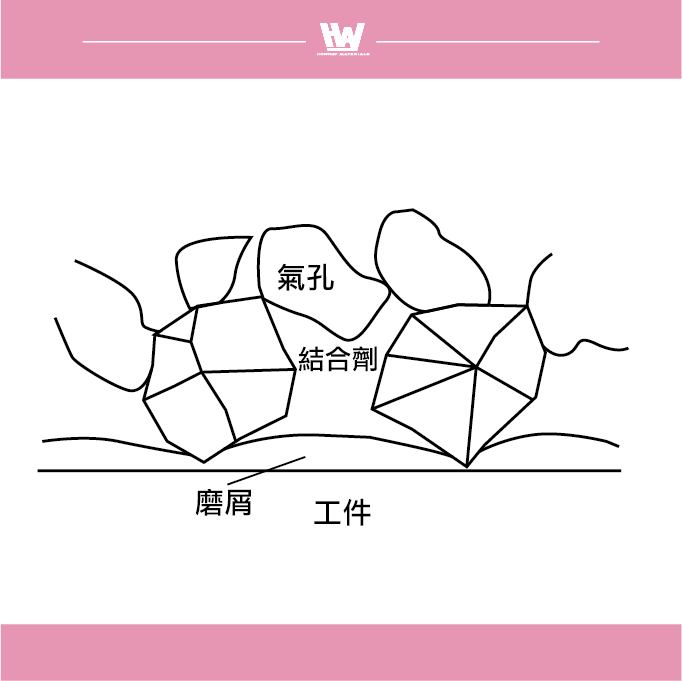
При шлифовании с засоряющимся кругом стружка налипает на поверхность круга, препятствуя дальнейшей обработке.
Форма стружки обычно рваная или расплавленная. Эти частицы могут образовывать ложные режущие кромки, снижая эффективность обработки.
- Прилипание стружки: стружка налипает на шлифовальный круг, снижая его эффективность.
- Форма стружки: часто рваная или расплавленная, ухудшает режущие свойства.
- Повышенное сопротивление: возрастает усилие при шлифовании, возможны вибрации.
- Качество поверхности: появляются рваные линии или пульсации, ухудшающие гладкость.
- Износ круга: изнашивается быстрее обычного, сокращая срок службы.
Заметка: Пульсации — это мелкие волнистости или неровности, возникающие на поверхности заготовки в процессе обработки. Они ухудшают финишное качество и могут привести к браку.
Что такое шлифовальный круг со сглаживанием?
Преодоление температуры 500 °C: нитрид галлия открывает новые горизонты в космосе и на Земле
- Форма стружки: стружка в основном имеет рваную или расплавленную форму, что еще больше влияет на качество обработки.
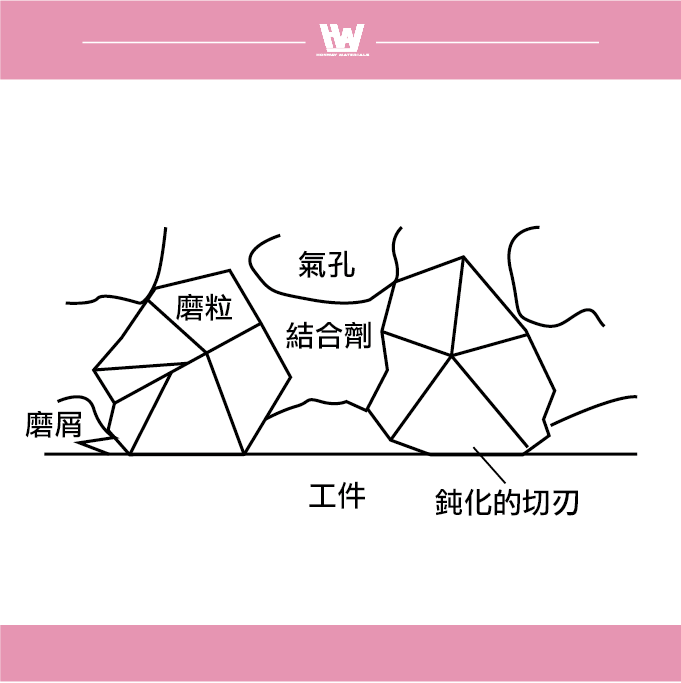
- Абразивное затупление: абразив теряет свою режущую способность и приобретает вид закругленного угла.
- Полное покрытие: Вся поверхность шлифовального круга покрыта гладким абразивом.
- Низкая сила резания: Из-за затупления абразива сила резания значительно снижается.
- Большое сопротивление шлифованию: Сопротивление в процессе шлифования увеличивается, что влияет на эффективность.
- Чрезмерное выделение тепла: по мере увеличения сопротивления шлифованию увеличивается и выделение тепла.
- Вибрация и пригорание: Вибрация или пригорание поверхности являются обычными явлениями во время обработки.
※Расширенное чтение: Шлифовальный эффект абразивов шлифовального круга
Неподходящая связка круга, причины засорения и сглаживания и способы их устранения
| Ненормальные условия | причина | Решение |
| Низкая производительность шлифования 1. Заполнение 2. Сглаживание 3. Обжиг заготовки 4. Вибрация происходит одновременно | Шлифовальный круг слишком твердый | 1. Увеличьте скорость подачи заготовки, скорость боковой подачи шлифовального круга и давление, прилагаемое к шлифовальному кругу. 2. Уменьшите число оборотов шлифовального круга и используйте меньший наружный диаметр и ширину шлифовального круга. 3. Регулярно пользуйтесь острым инструментом для правки шлифовального круга, чтобы он оставался острым. 4. Не допускайте длительного нахождения шлифовального круга на одном и том же конце заготовки во время процесса боковой подачи. 5. Избегайте использования охлаждающих жидкостей, содержащих адгезионные компоненты, или увеличьте кратность разбавления шлифовальной жидкости для улучшения охлаждающего эффекта. 6. Выбирайте шлифовальный круг с более крупным зерном или меньшей твердостью (более мягкий), чтобы облегчить обработку. |
| Шлифовальный круг изношен и не острый. Заготовка имеет скошенный конус. На шлифовальном круге имеются царапины, а абразив легко отслаивается. | Шлифовальный круг слишком мягкий | 1. Уменьшите скорость подачи заготовки, скорость поперечной подачи шлифовального круга и давление, прилагаемое к шлифовальному кругу. 2. Увеличьте число оборотов шлифовального круга и используйте больший наружный диаметр шлифовального круга и большую ширину его поверхности. 3. При правке шлифовального круга используйте меньшую глубину резания и увеличьте количество боковых подач. 4. Во время процесса боковой подачи шлифовальный круг должен избегать внезапного отсоединения на одном конце заготовки, чтобы обеспечить непрерывный контакт. 5. Уменьшите степень разбавления шлифовальной жидкости, чтобы улучшить ее смазывающее и охлаждающее действие. |
| Засорение шлифовального круга | Шлифовальный круг не подходит | 1. Выберите шлифовальный круг с более крупным размером зерна, чтобы повысить эффективность резания и способность удаления стружки. 2. Используйте шлифовальный круг с меньшей твердостью связки (более мягкий), чтобы облегчить самозатачивание шлифовального круга и уменьшить засорение. 3. Используйте шлифовальный круг с более рыхлой структурой (более грубой текстурой), чтобы усилить охлаждающий эффект и улучшить пространство для удаления стружки. |
| Неподходящая обрезка | 1. Используйте алмазный резак с более высокой остротой. 2. Увеличьте скорость подачи во время обрезки. 3. После завершения обработки поверхность шлифовального круга следует тщательно очистить от остатков стружки и загрязнений. | |
| Неподходящая шлифовальная жидкость | 1. Выберите шлифовальное масло с хорошим очищающим эффектом. 2. Убедитесь, что шлифовальная жидкость подается стабильно, равномерно и с большим расходом. 3. Если используется метод централизованной подачи масла, особое внимание следует уделять чистоте масла. | |
| Неправильная эксплуатация | Отрегулируйте условия работы шлифовального круга таким образом, чтобы он создавал меньшие силы резания и обеспечивал более щадящее воздействие во время обработки. | |
| Сглаживание шлифовального круга | Шлифовальный круг не подходит | 1. Оцените, подходит ли выбранный тип абразива для обработки конкретных материалов заготовки. 2. Отдавайте предпочтение шлифовальным кругам с более крупным зерном, более мягкой связкой и более рыхлой структурой (более грубой текстурой). |
| Неподходящая обрезка | 1. Используйте острую точилку и регулярно затачивайте шлифовальный круг. 2. Увеличьте скорость подачи при обрезке. 3. Соответствующим образом увеличьте глубину резания в процессе фрезерования. | |
| Неподходящая шлифовальная жидкость | 1. Выбирайте нерастворимое в воде шлифовальное масло с отличными смазывающими свойствами. 2. Убедитесь, что шлифовальная жидкость подается стабильно, равномерно и с достаточным потоком. 3. Проанализируйте и оптимизируйте метод впрыска шлифовальной жидкости (например, верхний впрыск, боковой впрыск или центральное смазывание и т. д.). | |
| Неправильная эксплуатация | 1. Увеличьте скорость подачи шлифовального круга. 2. Отрегулируйте условия работы шлифовального круга таким образом, чтобы он обеспечивал более мягкое резание в процессе обработки, чтобы снизить чрезмерный износ и добиться стабильного эффекта обработки. |
※Заменить шлифовальный круг
Если вы хотите заменить шлифовальный круг, мы рекомендуем вам предоставить нам для оценки материал заготовки, которую вы в данный момент обрабатываете, чтобы мы могли порекомендовать вам наиболее подходящий вариант.
Если вы не знаете, как предоставить модель, вы также можете отправить нам шлифовальный круг.
Что такое растрескивание при шлифовании?
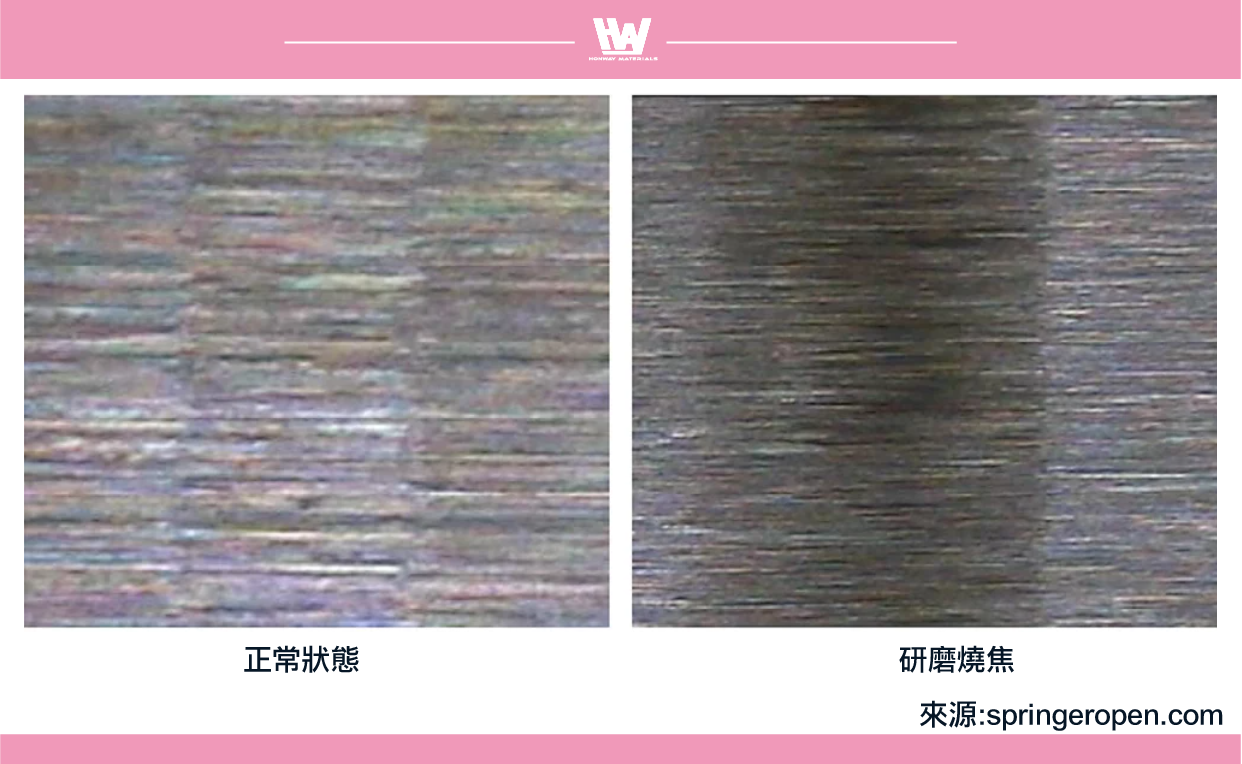
Разрушение при шлифовании — это явление, при котором поверхность материала повреждается под воздействием таких факторов, как сила шлифования и тепло в процессе шлифования. Эти повреждения обычно проявляются в виде трещин, сколов или микротрещин на поверхности материала, что отрицательно влияет на качество и точность обработки детали.
Эта проблема распространена в таких материалах, как цементированная сталь, подшипниковая сталь и валки, и особенно часто возникает при их шлифовке после закалки.
※Дополнительная информация: Углубленный анализ шлифования для предотвращения ухудшения качества поверхности?
Влияние трещин при шлифовании
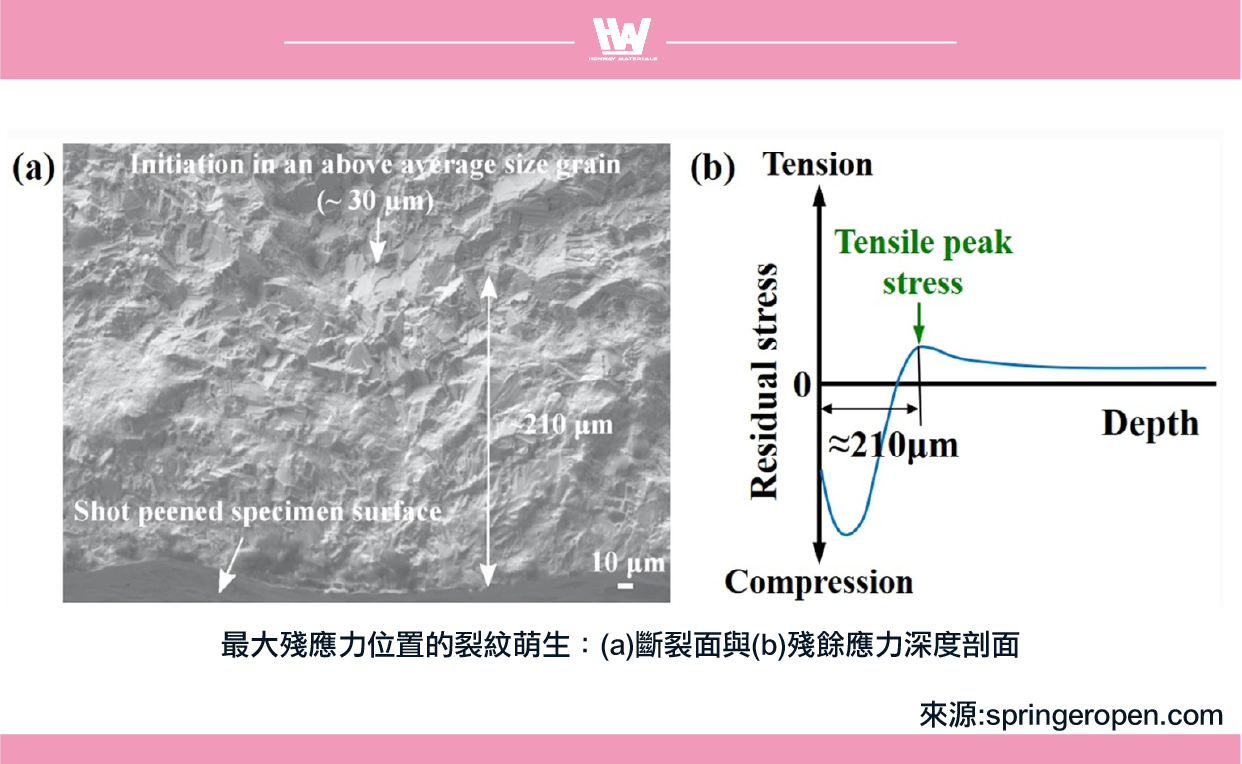
- Влияние на усталостную долговечность механических деталей: Трещины при шлифовании иногда возникают не сразу, а постепенно в течение нескольких часов или дней после окончания шлифования. Эти трещины могут существенно повлиять на усталостную долговечность механических деталей, тем самым влияя на их надежность и долговечность.
- Нарушается точность размеров: трещины приводят к отклонению размеров заготовки и влияют на точность обработки.
- Повышенная хрупкость и риск поломки: делает материалы более хрупкими и склонными к трещинам или разрушению.
- Снижение коррозионной стойкости: Трещины могут повредить защитный слой поверхности и увеличить риск коррозии.
Причины и решения проблем точности заготовки, пригорания и растрескивания
| Ненормальные условия | причина | Решение |
| Плохая округлость | Центральная линия центрального эжектора плохая. | 1. Убедитесь, что центральное отверстие просверлено точно. 2. Регулярно шлифуйте, шлифуйте или очищайте центральное отверстие, чтобы удалить грязь и посторонние включения. 3. Регулярно проверяйте и корректируйте положение центральной точки, при необходимости перетачивайте. 4. Убедитесь, что центральное отверстие и центр полностью смазаны во время работы. 5. Устраните люфт центрального штифта, чтобы обеспечить его прочность и устойчивость. 6. Во время бесцентрового шлифования поддерживайте высоту опоры на уровне 10 мм. |
| Плохая обрезка | 1. Убедитесь, что механическое положение шлифовального круга во время обрезки соответствует механическому положению шлифовального круга во время шлифования, чтобы гарантировать, что их относительное положение не изменится. | |
| Дисбаланс заготовки | Для снижения вибрации и повышения точности и стабильности шлифования следует установить балансировочное устройство и отрегулировать балансировочный груз. | |
| Неправильная эксплуатация | 1. Во время процесса шлифования с поперечной подачей следует предотвращать отрыв шлифовального круга от заготовки, чтобы не допустить образования конусообразной формы на одном из концов заготовки. 2. Уменьшите давление подачи. 3. Используйте более твердый шлифовальный круг. 4. Для длинных или тонких заготовок следует использовать кронштейн, чтобы обеспечить устойчивость заготовки и предотвратить вибрацию. | |
| Плохая цилиндричность с коническим конусом | Шлифовальный круг не подходит | 1. Используйте шлифовальный круг с более твердой связкой. 2. При шлифовании с прямой подачей ширина торца шлифовального круга должна быть немного больше ширины заготовки. |
| Плохая обрезка | Расположите алмазный наконечник измельчителя близко к зоне шлифования. | |
| Неправильная эксплуатация | 1. Еще раз обсудите расположение конфигурации кронштейна. 2. Проверьте, плавен ли процесс перемещения шлифовального круга. 3. При шлифовании с поперечной подачей ширина торца шлифовального круга должна составлять более одной трети ширины заготовки. | |
| Расширение заготовки | 1. Используйте достаточное количество охлаждающей жидкости для защиты заготовки и шлифовального круга. 2. Обратите внимание на способ подачи смазочного масла, чтобы обеспечить равномерное распределение и эффективное охлаждение зоны шлифования. 3. Уменьшите величину подачи шлифовального круга и увеличьте скорость боковой подачи. | |
| Останки | 1. Выберите шлифовальный круг с более высокой твердостью. 2. Проведите тщательный анализ перед обработкой и стандартизируйте управление размерами сверхтонкого помола. 3. Проверьте, подходит ли время скользящего шлифования, чтобы убедиться, что оно не слишком длинное и не слишком короткое. | |
| Обгоревший, потрескавшийся | Шлифовальный круг не подходит | 1. Используйте шлифовальный круг с более мягкой связкой и более грубой структурой, чтобы способствовать самозаточке шлифовального круга и повысить производительность резки. 2. При работе со шлифовальным кругом отрегулируйте параметры так, чтобы он обеспечивал более мягкое резание. 3. Регулярно и тщательно выполняйте обрезку. |
| Неподходящая шлифовальная жидкость | 1. Убедитесь, что шлифовальная жидкость заливается равномерно и в большом количестве. 2. Постарайтесь аккуратно налить шлифовальную жидкость в зону шлифования. 3. Используйте масло с хорошим смазывающим эффектом, желательно нерастворимое в воде масло. 4. При использовании водорастворимого масла выбирайте концентрированный тип и концентрируйте его соответствующим образом. | |
| Неправильная эксплуатация | 1. Уменьшите количество корма.1.減少進刀量。 2. Увеличьте скорость боковой подачи, чтобы избежать концентрации шлифовального круга на одной и той же области шлифования. 3. Не допускайте остановки шлифовального круга при соприкосновении с заготовкой. | |
| Неправильная термическая обработка заготовки | 1. Проверьте, не слишком ли низкая температура отпуска. 2. Убедитесь, что в заготовке нет нестабильных структурных остатков. | |
| Деформация тонких заготовок | Неправильная эксплуатация | 1. Соответствующим образом уменьшите магнитную силу электромагнитного диска. 2. Поместите стальную пластину соответствующей толщины между электромагнитным диском и заготовкой, чтобы отрегулировать распределение магнитной силы и улучшить состояние адсорбции. |
Заключение
Подводя итог, можно сказать, что хотя шлифование является высокоэффективным и высокоточным методом обработки, если не учитывать особенности выбора шлифовальных кругов, режимов резания, применения шлифовальной жидкости или рабочих параметров, легко могут возникнуть различные аномальные явления, такие как заполнение, сглаживание, пригорание и растрескивание, которые повлияют на качество заготовки и стабильность производства. Только посредством правильного подбора шлифовального круга, точной резки и формовки, разумных стратегий охлаждения и смазки, а также стабильных рабочих процессов мы можем эффективно повысить эффективность шлифования и качество обработки, продлить срок службы шлифовального круга и обеспечить надежность и однородность конечного продукта. В условиях все более строгих технологических требований постоянное улучшение условий измельчения и внедрение стандартизированных рабочих процедур являются важными вопросами, которые ни один персонал, занятый в процессе переработки, не может игнорировать.
Действия
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Правильно оцените ситуацию ненормального скрежета>>В чем причина аномального скрежета? Как понять ненормальную ситуацию?
- Как выбрать инструмент для обрезки шлифовальных кругов на связке >>Как обрезать шлифовальные круги на разных связках
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- Как править шлифовальный круг?>>Методы правки и заточки шлифовальных кругов
- Правка шлифовального круга в два этапа>>Что такое правка и заточка шлифовального круга
- Как выбрать инструмент для резки и обрезки шлифовальных кругов на связке>>Как выбрать инструмент для резки и обрезки шлифовальных кругов
- Различные состояния шлифования режущей кромки. >>Углубить понимание формы, изменения и механизма самозатачивания режущей кромки шлифовального круга.
- В чем различия в шлифовании шлифовальных кругов на связке?>>Как шлифовать шлифовальные круги на разных связках?
- Что делать, если на шлифовальной поверхности появились царапины и ожоги?>>Есть ли царапины и ожоги на шлифовальной поверхности? Разберитесь в причинах ненормальных явлений и методах их устранения одновременно!
- Что такое склеивание?>>Что такое склеивание? Как сделать выбор?
- >>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент, алмазный инструмент для правки
- Как обрезать шлифовальные круги с разными связками >> Как обрезать шлифовальные круги с разными связками
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Вас также может заинтересовать…
[wpb-random-posts]
