
Шлифовальный круг является незаменимым инструментом при механической обработке, а его эксплуатационные характеристики и состояние оказывают огромное влияние на эффективность и качество обработки.
В процессе шлифования структура шлифовального круга, характеристики абразивных частиц, рисунок шлифования и форма образующейся стружки будут меняться в зависимости от условий обработки, тем самым влияя на эффект резания и качество поверхности заготовки.
В данной статье подробно рассматриваются различные характеристики шлифовального круга и динамические изменения в процессе шлифования, что не только помогает понять природу явления шлифования, но и дает теоретическую основу для параметров обработки и повышения качества обработки. В данной статье будет проанализирована структура шлифовального круга, механизм действия абразивных частиц, состояние шлифования и морфология шлифовальной стружки.
Оглавление
Структура шлифовального круга
Шлифовальный круг: Форма шлифовального круга в основном круглая, и он обычно имеет внутреннее отверстие для облегчения установки на шлифовальный станок. Помимо стандартной круглой формы, шлифовальные круги бывают различных форм, таких как плоские, чашечные и дисковые.
- Плоские шлифовальные круги подходят для шлифования больших поверхностей.
- Чашечные круги часто используются для внутренней или специальной обработки.
- Остроконечные шлифовальные круги предназначены для обработки тонких деталей и могут проникать в узкие пространства для шлифования.
Абразивные зерна: во время шлифования каждое абразивное зерно на поверхности шлифовального круга использует свою острую режущую кромку для срезания мельчайших частиц с заготовки. Абразивные частицы имеют различную форму и могут быть острыми, плоскими или иметь другие формы.
Абразивные свойства
Режущая способность: Острота абразива напрямую влияет на его режущую способность. Острые абразивы могут более эффективно удалять обрабатываемые материалы.
Угол наклона и отрицательный угол наклона: Угол наклона абразива влияет на силу резания и сход стружки в процессе резания. Абразивные частицы с отрицательным углом скоса могут снизить сопротивление резанию.
Размер зерна: Размер абразивных зерен влияет на качество поверхности заготовки. Более мелкие абразивные зерна обычно обеспечивают лучшую отделку.
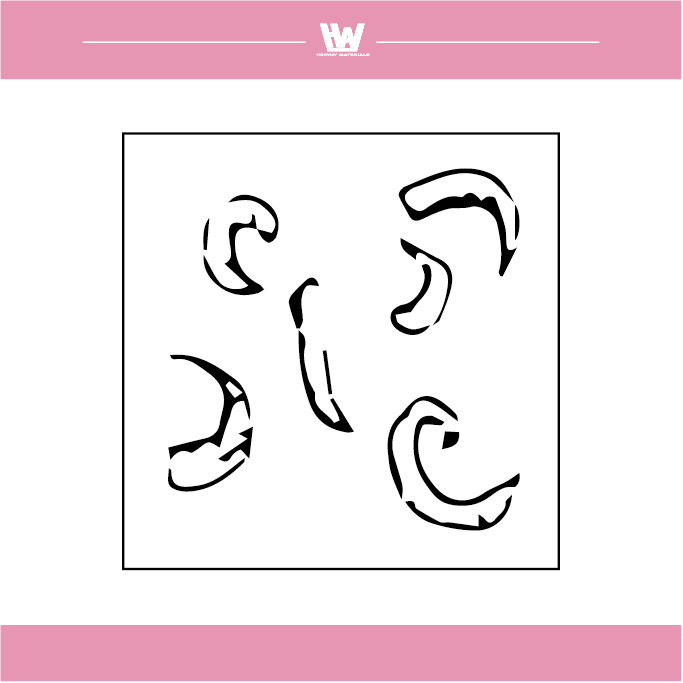
Четыре вида абразивного воздействия на заготовку
Обычно глубина резания абразивной режущей кромки составляет 1 мкм или меньше. Даже если режущая кромка соприкасается с режущей поверхностью, она может не отводить шлифовальную стружку. В зависимости от формы режущей кромки, величины глубины резания, характера заготовки и скорости резания различают четыре основных типа резания: (1) трение (2) пластическая деформация (3) копание (4) резание
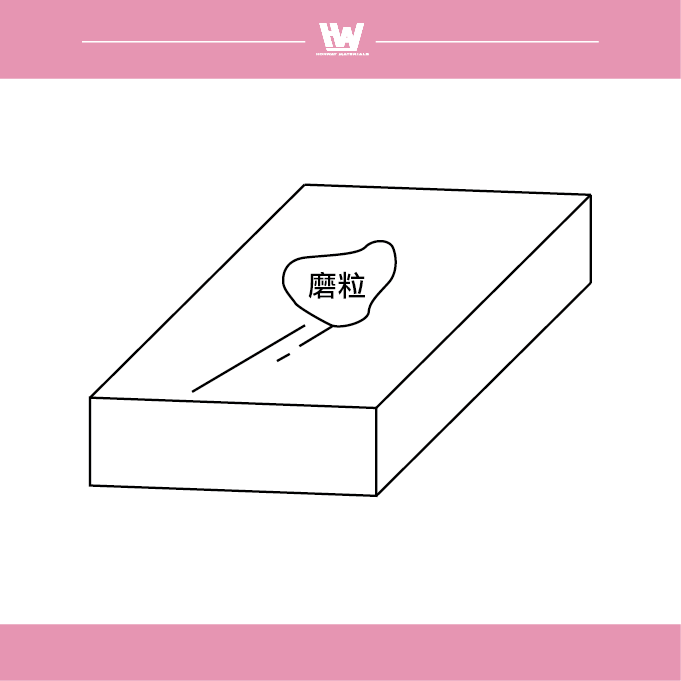
1. Трение
Характеристики: Контакт между абразивом и поверхностью заготовки в основном фрикционный, а отвод стружки весьма ограничен.
Факторы влияния: При небольшой глубине резания и низкой скорости резания картина трения становится более очевидной.
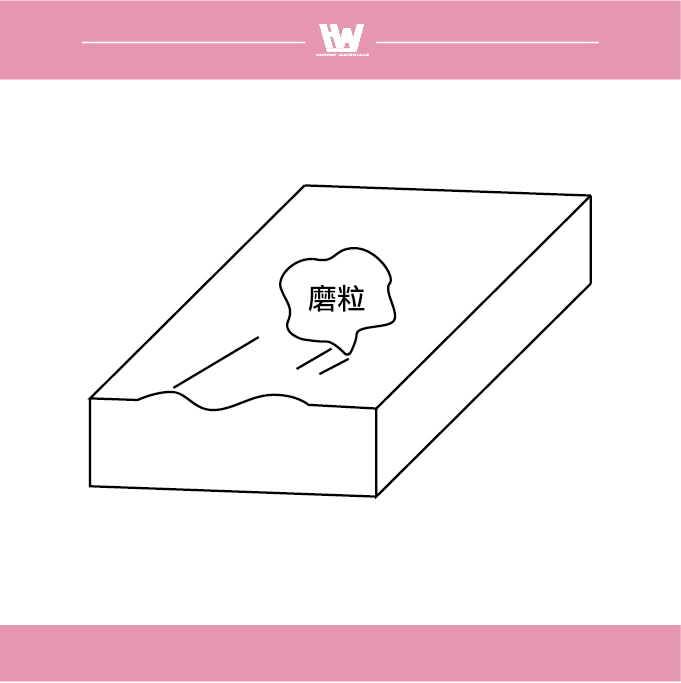
2. Пластическая деформация
Характеристики: Материал заготовки подвергается пластической деформации под воздействием абразивных частиц, однако явных следов износа не образуется.
Факторы влияния: При умеренном объеме резания рисунок резания будет более выраженным и будет связан с формой абразивных частиц.
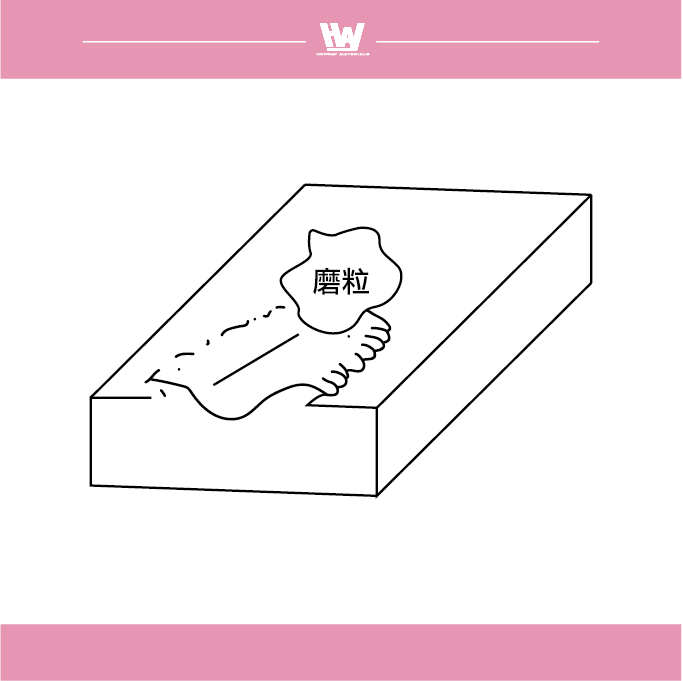
3. Выкопать
Особенности: В процессе резки материал заготовки измельчается, образуя мелкие кусочки шлифовальной стружки.
Факторы влияния: При умеренном объеме резания рисунок резания будет более выраженным и будет связан с формой абразивных частиц.
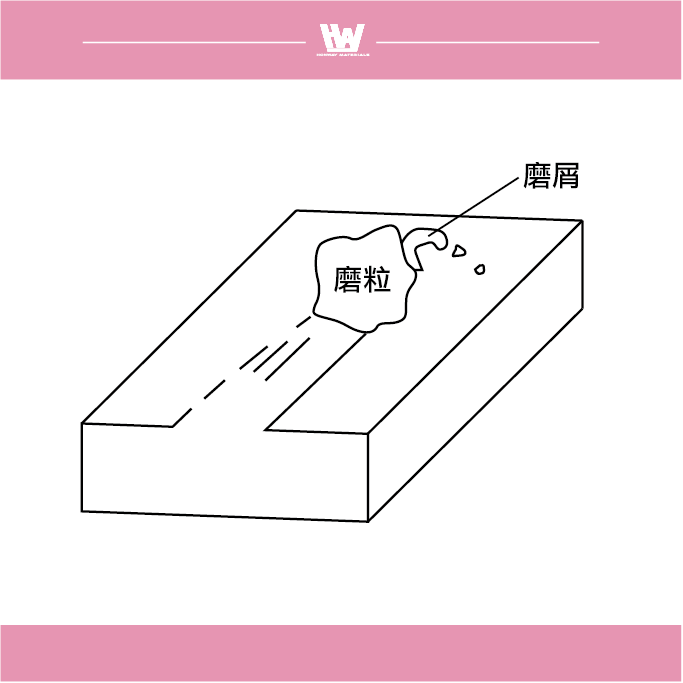
4. Резка
Особенности: Абразивные зерна непосредственно режут материал заготовки острыми режущими кромками, образуя заметную шлифовальную стружку.
Факторы влияния: При большом объеме резки и высокой скорости резки преобладает схема резки, которая позволяет эффективно удалять материал.
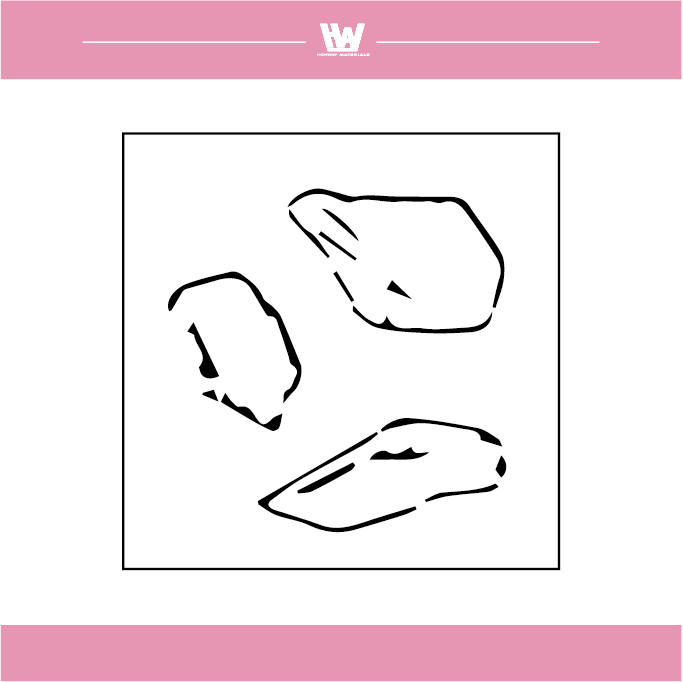
Четыре распространенных состояния шлифовальных кругов
Явление шлифования: даже если условия шлифования постоянны, явление шлифования не сохраняет постоянную картину с течением времени. Режущая кромка шлифовального круга изменяется в зависимости от действующих на нее термических и механических нагрузок, а соответственно изменяется и состояние отвода шлифовальной стружки. Это изменение можно разделить на четыре типа: 1. Тип выпадения 2. Нормальный тип 3. Тип заполнения 4. Гладкий тип
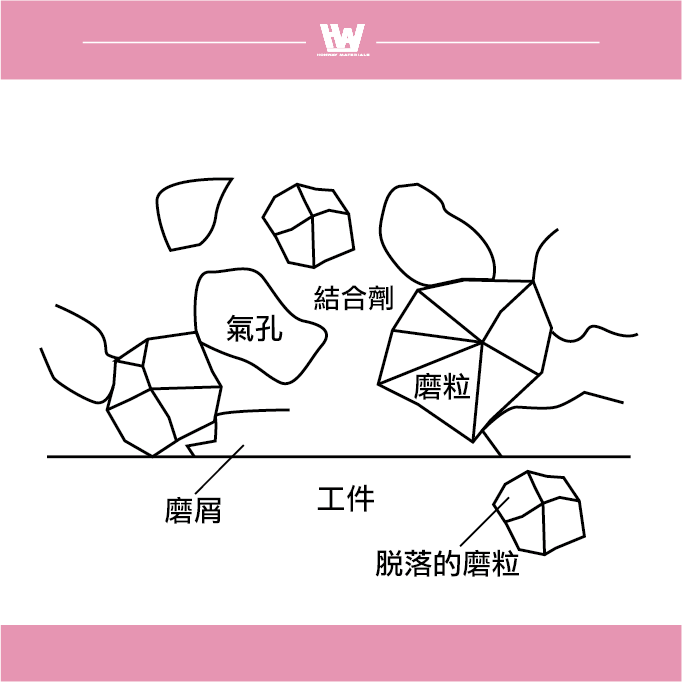
1. Тип линьки
При шлифовании с зазором, когда режущая кромка абразива изнашивается, сопротивление шлифованию увеличивается, что приводит к отслаиванию большого количества абразива. В этом случае расстояние между абразивными частицами увеличивается, а поверхность шлифовального круга становится шероховатой.
- Форма стружки: При зевообразующем типе форма стружки может быть текучей или сдвиговой, что влияет на результаты обработки.
- Повышенное сопротивление шлифованию: По мере износа абразива эффективность резания снижается, что приводит к повышению сопротивления шлифованию.
- Большое количество абразива осыпается: Абразив осыпается из-за износа в процессе резки, что влияет на общую производительность обработки.
- Увеличенное расстояние между абразивными частицами: зазоры между абразивными частицами увеличиваются, что делает поверхность шлифовального круга шероховатой.
- Грубая поверхность шлифовального круга: Износ абразива приводит к тому, что поверхность шлифовального круга становится неровной, что затрудняет обработку.
- Низкая точность обработки: Идеальной точности обработки невозможно достичь, полагаясь только на определенную величину резания.
- Шероховатость обработанной поверхности большая: из-за износа абразива и шероховатости поверхности шлифовального круга конечная обработанная поверхность будет шероховатой.

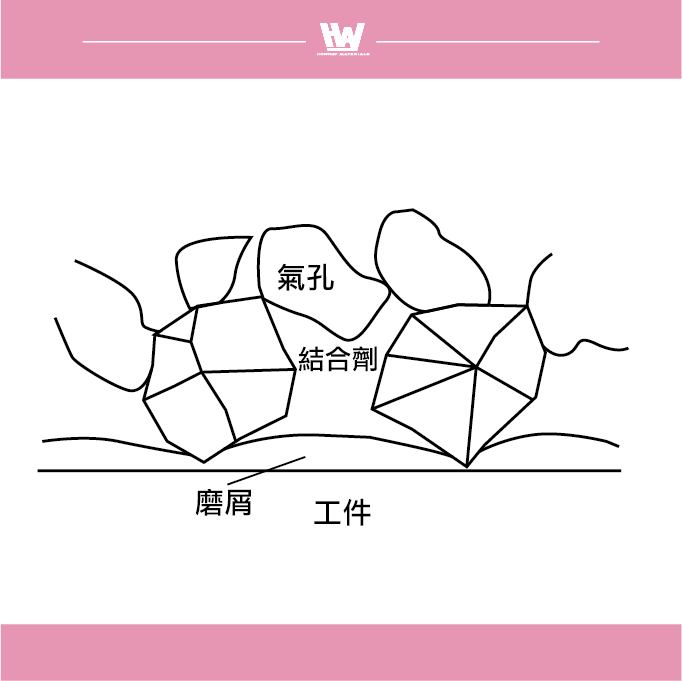
2. Нормальный тип
Во время шлифования, когда режущая кромка абразива затупляется, сопротивление шлифованию увеличивается. В этот момент абразив расщепляется, обнажая новую режущую кромку, которая может восстановить первоначальную силу резания и сохранить идеальный эффект шлифования.
- Сопротивление шлифованию: Хотя сопротивление шлифованию выше, чем у шлифовального типа, оно все равно ниже, чем у других методов шлифования.
- Малое расстояние между частицами: абразивные частицы расположены близко друг к другу, что способствует повышению эффективности резки.
- Форма стружки: стружка нелипкая и обычно течет или скалывается.
- Износ шлифовального круга: Износ шлифовального круга меньше, чем у шлифовального круга зевного типа, что продлевает срок его службы.
- Гладкая обрабатываемая поверхность: обеспечивает хорошее качество поверхности.
- Высокая точность обработки: можно достичь более высокой точности обработки.
3. Засоряющийся тип
При шлифовании насадкой шлифовальная стружка прилипает к поверхности шлифовального круга, что может мешать выполнению других шлифовальных операций. Форма шлифовальной стружки обычно рваная или расплавленная, что может привести к образованию режущей кромки и дальнейшему ухудшению режущего эффекта.
- Прилипание стружки: стружка налипает на шлифовальный круг, снижая его эффективность.
- Форма стружки: часто рваная или расплавленная, ухудшает режущие свойства.
- Повышенное сопротивление: возрастает усилие при шлифовании, возможны вибрации.
- Качество поверхности: появляются рваные линии или пульсации, ухудшающие гладкость.
- Износ круга: изнашивается быстрее обычного, сокращая срок службы.
Заметка: Пульсации — это мелкие волнистости или неровности, возникающие на поверхности заготовки в процессе обработки. Они ухудшают финишное качество и могут привести к браку.
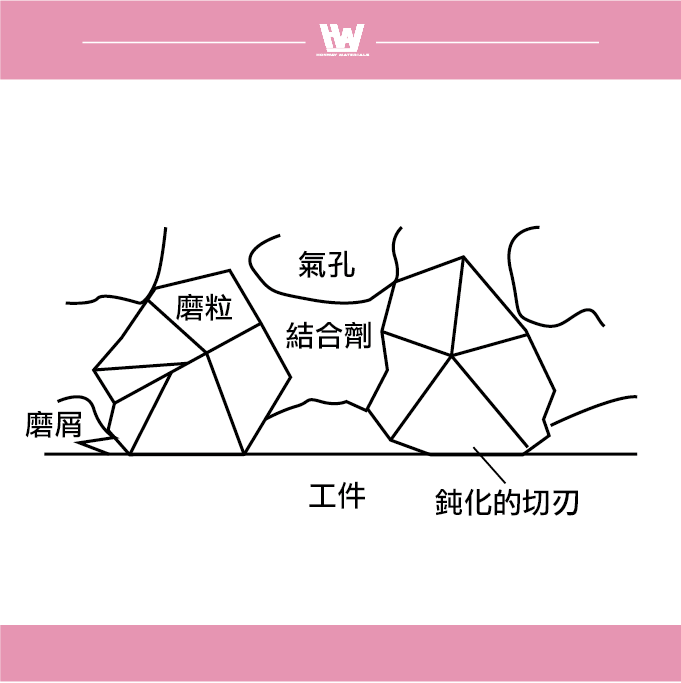
4. Гладкий тип
При гладком шлифовании абразив пассивируется до такой степени, что теряет свою шлифующую способность, в результате чего поверхность абразива становится гладкой, а весь шлифовальный круг покрывается слоем покрытия, что отрицательно сказывается на эффекте шлифования.
- Форма стружки: стружка в основном имеет рваную или расплавленную форму, что еще больше влияет на качество обработки.
- Абразивное затупление: абразив теряет свою режущую способность и приобретает вид закругленного угла.
- Полное покрытие: Вся поверхность шлифовального круга покрыта гладким абразивом.
- Низкая сила резания: Из-за затупления абразива сила резания значительно снижается.
- Большое сопротивление шлифованию: Сопротивление в процессе шлифования увеличивается, что влияет на эффективность.
- Чрезмерное выделение тепла: по мере увеличения сопротивления шлифованию увеличивается и выделение тепла.
- Вибрация и пригорание: Вибрация или пригорание поверхности являются обычными явлениями во время обработки.
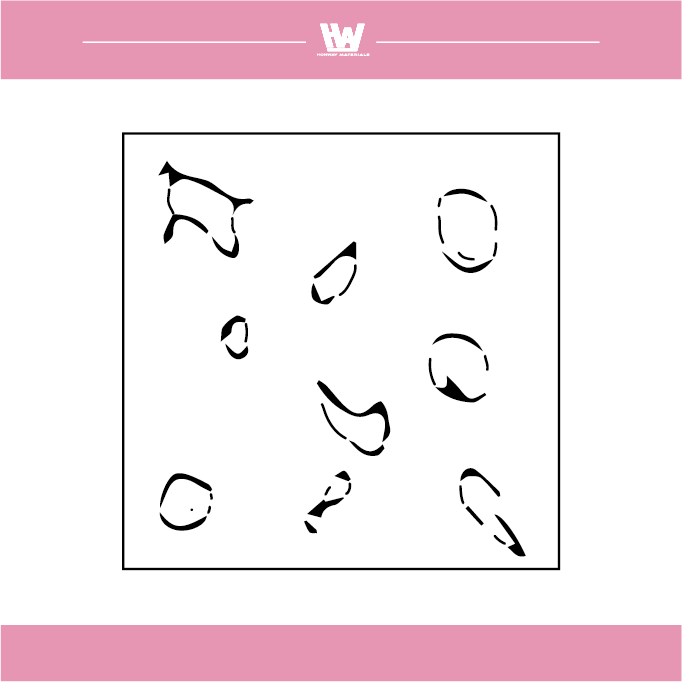
Причины формы шлифовального круга
Что касается шлифовальных кругов, то морфология шлифования различается в зависимости от размера частиц, структуры, степени связывания, типа абразива и т. д.
1. Условия возникновения формы заполнения:
- Чем мельче размер частиц.
- Тем прочнее связь.
- Чем плотнее ткань.
- Абразив на основе карбида кремния (сильная скалывающая способность).
- Увеличиваются объем резания, скорость подачи и скорость заготовки.
- Скорость шлифовального круга снижена.
2. Условия возникновения гладкой формы:
- Чем мельче размер частиц.
- Тем прочнее связь.
- Чем плотнее ткань.
- Абразив на основе карбида кремния (сильная скалывающая способность).
3. Условия линьки:
- Увеличиваются объем резания, скорость подачи и скорость заготовки.
- Скорость шлифовального круга снижена.
Форма отходов, образующихся при измельчении
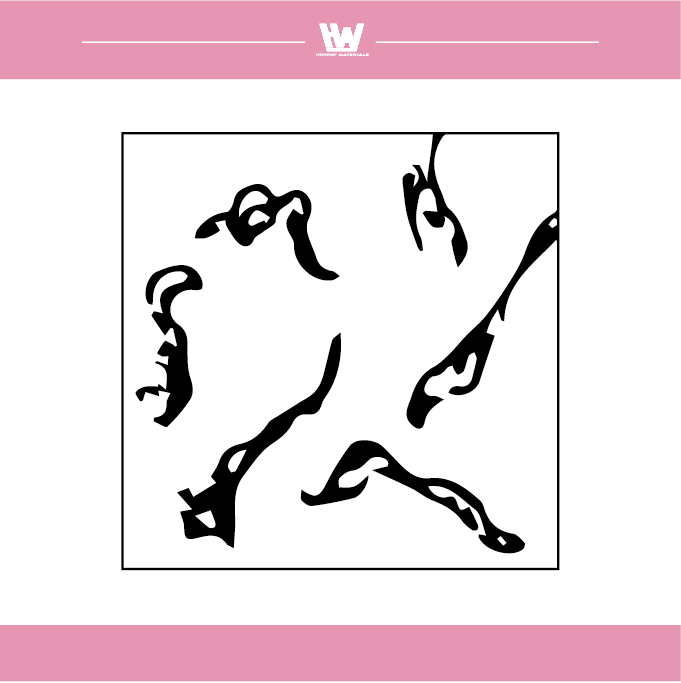
1. Форма потока: Шлифовальная стружка имеет форму лент, что в основном происходит при хорошем усилии резания шлифовального круга.
2. Форма среза: Шлифовальная стружка образуется из-за большой силы резания, как правило, при шлифовании хрупких материалов.
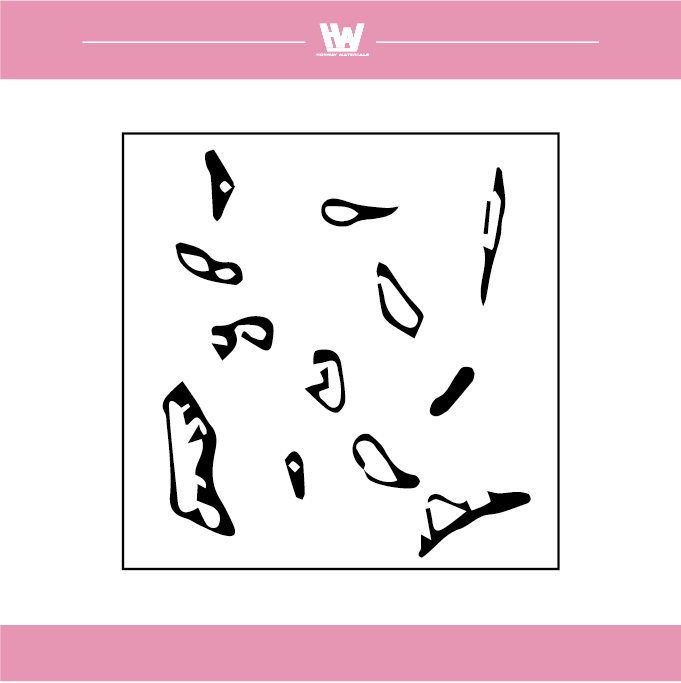
3. Разрывная форма: Шлифовальная стружка имеет порошкообразную форму и появляется, когда режущая сила шлифовального круга недостаточна.
4. Формирование формы кончика лезвия: Шлифовальная стружка скапливается на поверхности шлифовального круга за счет адгезии, образуя структуру, похожую на кончик лезвия, что часто встречается в случае насадочных шлифовальных кругов.
5. Расплавленная форма: измельченная стружка перегревается, разлетается и расплавляется, принимая сферическую или полусферическую форму. Это часто происходит при шлифовании и резке или при использовании шлифовальных кругов с засыпкой или гладких поверхностей.
заключение
Структура шлифовального круга, характеристики абразивных частиц, схема шлифования и форма образующейся стружки, а также различные условия процесса шлифования, такие как размер частиц, степень сцепления, плотность ткани, тип абразива и параметры шлифования, оказывают ключевое влияние на результаты обработки.
Правильная настройка параметров может гарантировать, что шлифовальный круг останется в идеальном состоянии для достижения эффективной резки и хорошего качества поверхности; Напротив, неподходящие параметры могут привести к нежелательным явлениям, таким как заполнение или сглаживание, что повлияет на эффективность обработки и качество продукции.
Для получения наилучшего эффекта обработки необходимо гибко настраивать соответствующие параметры в соответствии с различными свойствами материала и требованиями обработки. В то же время внимательно наблюдайте за морфологическими изменениями шлифовального круга и стружки и выполняйте необходимую правку или замену для поддержания стабильного и эффективного процесса шлифования.
действие
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- Соответствует ли измеренная в настоящее время шероховатость поверхности вашим ожиданиям?>>>Сравнительная таблица шлифования, полирования и шероховатости поверхности
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
