
Во время процесса шлифования взаимодействие между шлифовальным кругом и обрабатываемой деталью порождает сопротивление шлифованию, которое влияет не только на эффективность процесса, но также напрямую сказывается на точности обработки, качестве поверхности и сроке службы шлифовального круга. Поэтому глубокое изучение источников сопротивления шлифованию, факторов, влияющих на него, и методов его контроля имеет важное значение для повышения технологии шлифования и стабильности обработки.
В данном исследовании рассматривается, что такое сопротивление шлифованию, механизмы его возникновения, а также оно делится на два основных компонента — тангенциальное и нормальное сопротивление. Проводится анализ их влияния на тепловыделение, механическую жёсткость и точность обработки.
Оглавление
Что такое сопротивление при шлифовании
В процессе шлифования, когда круг контактирует с заготовкой и осуществляет резание, между ними возникает пара сил — действие и противодействие. Это и называется сопротивлением шлифованию или шлифовочным сопротивлением.
Причины возникновения сопротивления
Во время шлифования кромки абразивных зёрен контактируют с поверхностью детали, вызывая различные виды деформаций. Наиболее распространённые виды сопротивления:
- Упругое сопротивление: возникает из-за упругой деформации поверхности детали при внедрении зёрен.
- Пластическое сопротивление: возникает при пластической деформации материала, вызванной вдавливанием зёрен.
- Сопротивление сдвигу: возникает при образовании стружки вследствие сдвиговой деформации материала.
- Сопротивление трению: возникает при контакте изношенной поверхности зерна с поверхностью детали. Зависит от степени износа круга и состояния поверхности заготовки.
Какие составляющие включает сопротивление?
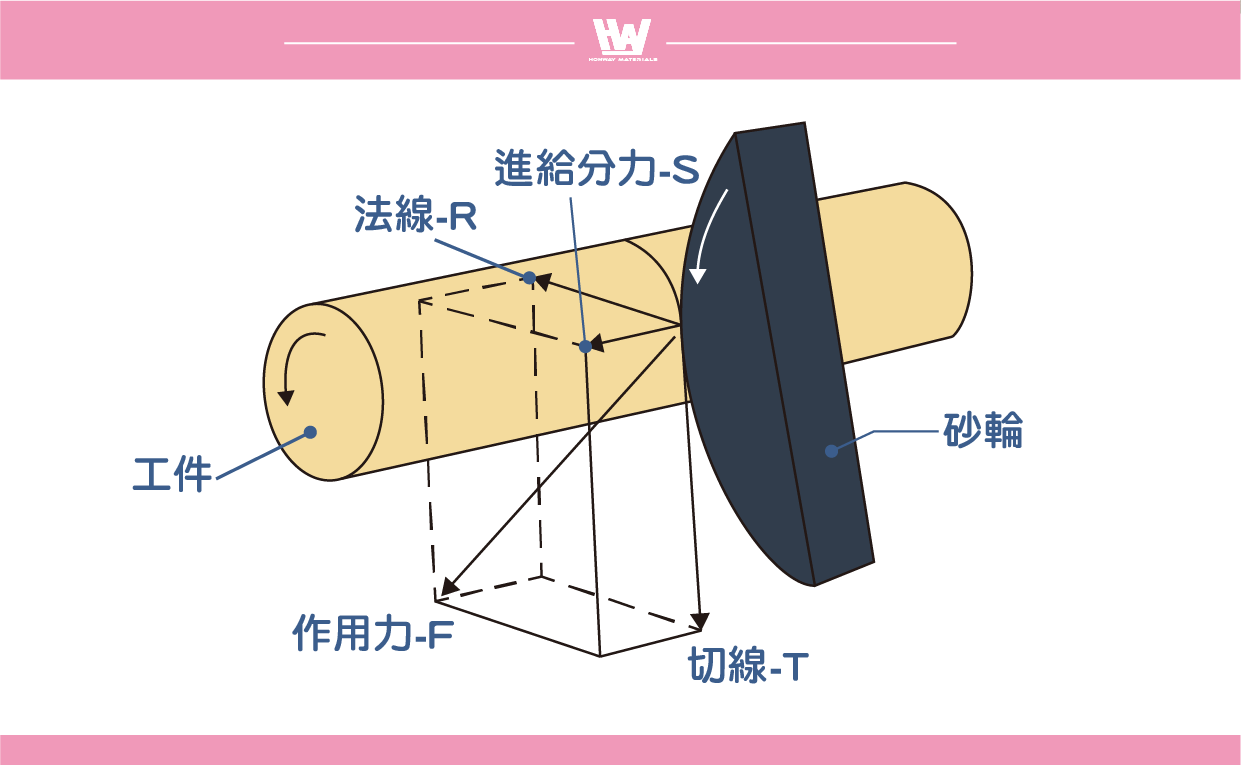
Силы сопротивления шлифованию не направлены в одну сторону. Учитывая кинематику процесса, сопротивление делится на три компонента:
Тангенциальное сопротивление (T, главная составляющая)
- Направление: вдоль направления вращения круга.
- Влияние: пропорционально затрачиваемой энергии, связано с потребляемой мощностью. Иногда называется «мощность шлифования».
- Измерение: через измерение потребления энергии станка, расчёт: «мощность ÷ скорость круга».
Нормальное сопротивление (R, побочная составляющая)
- Направление: перпендикулярно поверхности круга, вдоль радиуса.
- Влияние: влияет на деформацию детали и вибрации, снижает точность обработки и качество поверхности.
- Особенности: обычно в 2 раза больше тангенциальной составляющей, при использовании неводорастворимой СОЖ может увеличиться в 4 раза. Из-за большой нормальной силы требования к сроку службы шлифовального круга, механической жесткости и устойчивости оборудования высоки. При износе круга и притуплении кромок резко возрастает, что может привести к полной неэффективности шлифования.
Сила подачи (S, Feed Force)
- Направление: вдоль подачи шлифовального круга.
- Влияние: обычно мала, но при высокоточной обработке может иметь значение.
Основные факторы, влияющие на силу сопротивления
Сила сопротивления — это сумма всех сил, воздействующих на кромки зёрен, контактирующих с заготовкой в данный момент.
Если мы хотим просто рассчитать величину сопротивления шлифованию, мы можем использовать (количество абразивных кромок, одновременно участвующих в резании, × среднее сопротивление одной кромки).
Однако на самом деле на сопротивление шлифованию влияет множество факторов. Ниже приведены общие факторы:
- Количество активных абразивных кромок (влияющих на общую силу)
- Среднее сопротивление одной режущей кромки (действующее на одноточечное усилие)
- Две вышеуказанные тенденции
※Примечание: эти изменяющиеся факторы не являются независимыми друг от друга и будут влиять друг на друга. Например, при неизменной площади контакта шлифовального круга с заготовкой, если уменьшить количество режущих кромок, участвующих в резании, расстояние между режущими кромками увеличится. Таким образом, глубина резания одного абразивного зерна увеличится, тем самым увеличив сопротивление, оказываемое на одну режущую кромку.
Что влияет на количество режущих зёрен?
Выше мы обсуждали, что существует множество факторов, влияющих на количество режущих кромок, одним из которых является количество абразивных кромок, площадь контакта и плотность, которые являются важными факторами, влияющими на количество режущих кромок:
- Площадь контакта шлифовального круга с заготовкой
- Рассчитывается как произведение длины дуги контакта и ширины обработки.
- Плотность активных кромок
- Зависит от размера зёрен, типа связки круга и условий правки.
- Зависит от параметров обработки: скорости подачи, глубины резания.
Важно: Из-за постоянного износа круга плотность кромок со временем меняется, и точный расчёт становится затруднительным.
Как сопротивление влияет на обработку?
Влияние сопротивления шлифованию можно разделить на тангенциальное направление и нормальное направление:
- Тангенциальное сопротивление (T) влияет на тепловыделение:
- Напрямую влияет на нагрев, который может привести к термическому повреждению или изменению структуры материала.
- Избыточный нагрев при шлифовании может привести к ожогам на поверхности заготовки или порче материала.
- Нормальное сопротивление (R) влияет на точность:
- Вызывает деформацию круга, детали и шпинделя, снижая точность.
- Чрезмерная деформация ухудшает размеры и качество поверхности.
Соотношение сопротивления тангенциальному шлифованию и сопротивления нормальному шлифованию влияет на выход шлифуемого состояния. Если требуется эффективное шлифование, обычно требуется более низкое сопротивление шлифованию, чтобы уменьшить механическую деформацию и нагрузку на оборудование.
Как обеспечить качество обработки?
Из-за взаимного влияния факторов важно проводить количественный анализ сопротивления. При оптимизации процесса необходимо учитывать как число зёрен, так и силу на одно зерно. Только сбалансированный подход обеспечит стабильность и качество.
заключение
Сопротивление шлифованию — ключевой фактор, влияющий на эффективность, точность и качество обработки. Оно определяется числом работающих зёрен и сопротивлением каждой кромки, причём эти параметры взаимозависимы.
Среди них касательное сопротивление шлифованию (T) напрямую связано с теплотой шлифования, которая влияет на термический износ и повреждение материала поверхности заготовки; Нормальное сопротивление шлифованию (R) влияет на деформацию шлифовального круга, заготовки и механической конструкции, а значит, на точность обработки и срок службы оборудования. Соотношение этих двух факторов имеет большое значение для стабильности состояния измельчения и производительности обработки.
Кроме того, основными факторами, влияющими на сопротивление шлифованию, являются площадь контакта между шлифовальным кругом и заготовкой, эффективная плотность кромок и условия шлифования. Поскольку эти факторы влияют друг на друга и сложным образом изменяются в процессе шлифования, невозможно рассмотреть одну переменную для определения изменения сопротивления шлифованию. Только путем правильной настройки параметров, оптимизации условий правки, а также выбора и применения охлаждающей жидкости можно эффективно контролировать сопротивление шлифованию, добиваться эффективной и стабильной обработки шлифованием, обеспечивать качество заготовки и продлевать срок службы шлифовального круга.
действие
- Почему при шлифовании выделяется тепло?>>Теплота шлифования
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- 當前測量的表面粗糙度是否達到您預期的目標>>>Сравнительная таблица шлифования, полирования и шероховатости поверхности
- Различные виды абразивных шлифовальных кругов >>Шлифовальный эффект абразивного шлифовального круга
- Что делать, если поверхность испортилась>>Глубокий анализ шлифования для предотвращения ухудшения качества поверхности?
- Поверхность шероховатая или нет, свет не гладкий>>Что такое шероховатость поверхности?
- Различные состояния шлифования режущей кромки. >>Углубить понимание формы, изменения и механизма самозатачивания режущей кромки шлифовального круга.
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Вас также может заинтересовать…
[wpb-random-posts]
