
При точной обработке шлифовальный круг является основой шлифовального инструмента, и его характеристики напрямую влияют на качество и эффективность обработки. Правка и заточка шлифовального круга являются важными факторами, влияющими на эффект шлифования.
Как правило, большинство людей уделяют больше внимания абразивам, связующим веществам и т. д. шлифовального круга, но в системе шлифования есть и другие факторы. Наиболее часто упускаемыми из виду факторами в системе заточки являются правка и заточка, представленные в этой статье.
В данной статье будут рассмотрены основные концепции правки шлифовального круга, последствия недо- и переточки, а также проанализированы стратегии ее применения в различных производственных режимах, чтобы помочь читателям понять, как выбрать подходящий метод правки в соответствии с конкретными потребностями, тем самым улучшив результаты обработки и экономические выгоды.
Оглавление
Введение в правку (Truing)
Правка — это операция, при которой рабочая поверхность шлифовального круга доводится до требуемой формы и плоскости, а также обеспечивается соосность с осью вращения круга. Поверхность круга после правки становится очень гладкой, а выступающие части абразивных зёрен — минимальными.
Проще говоря, это означает, что сначала необходимо сделать некруглый шлифовальный круг круглым, чтобы он мог вращаться плавно и не был больше с одной стороны и меньше с другой.
В. Можно ли шлифовать сразу после обрезки?
A. Если вы используете шлифовальный круг непосредственно для шлифования после правки, могут возникнуть следующие проблемы:
1. Ожоги заготовки: поскольку поверхность шлифовального круга слишком гладкая, режущая способность ослабевает, что приводит к чрезмерному нагреву от трения во время процесса шлифования, в результате чего локальная температура заготовки становится слишком высокой, что приводит к ожогам.
2. Явление проскальзывания: на поверхности шлифовального круга недостаточно выступов, которые не могут эффективно захватывать заготовку, в результате чего шлифовальный круг скользит по поверхности заготовки, что влияет на точность и эффективность обработки.
Поэтому после правки обычно требуется правка, чтобы восстановить режущую способность шлифовального круга и дать возможность абразивным кристаллам снова появиться для удовлетворения обычных потребностей шлифования.
Введение в затачивание (Dressing)
Доводка — это удаление связки, окружающей абразивные зёрна на поверхности шлифовального круга, для того чтобы обнажить острые края зёрен и восстановить или улучшить способность круга к шлифованию.
Заточка может повысить производительность резания шлифовального круга и адаптировать его к реальным потребностям обработки.
После заточки различные типы шлифовальных кругов демонстрируют разные эффекты:
Суперабразивный шлифовальный круг: после надлежащей правки более 90% абразива могут непрерывно создавать новые острые углы в процессе шлифования, сохраняя шлифовальную способность.
Шлифовальный круг из оксида алюминия: Только менее 30% абразива может обеспечить шлифовальное действие, а остальная часть абразива может отколоться в процессе заточки.
Заточка и правка часто выполняются одновременно, чтобы гарантировать сохранение оптимальной формы и режущей способности шлифовального круга.
Различные состояния заточки
Существует три типа условий правки: правильная правка, недостаточная правка и чрезмерная заточка, которые по-разному влияют на производительность шлифовального круга и эффект шлифования.
Заточка надлежащего состояния
Правильная заточка означает, что после операции заточки степень раскрытия острого угла абразива шлифовального круга достигает идеального баланса, благодаря чему шлифовальный круг может стабильно обеспечивать наилучшую производительность шлифования. В идеале заточенный шлифовальный круг достигнет так называемого «стабильного состояния» по показателям сопротивления шлифованию (сопротивления), мощности шлифования (мощности, необходимой для приведения в движение), качества поверхности заготовки (гладкости, точности) и износа шлифовального круга (скорости расхода абразива).
Стабильное состояние обычно наступает после определенного периода шлифования. В это время производительность шлифовального круга наиболее стабильна, что подходит для непрерывной эффективной обработки и автоматизированного производства.
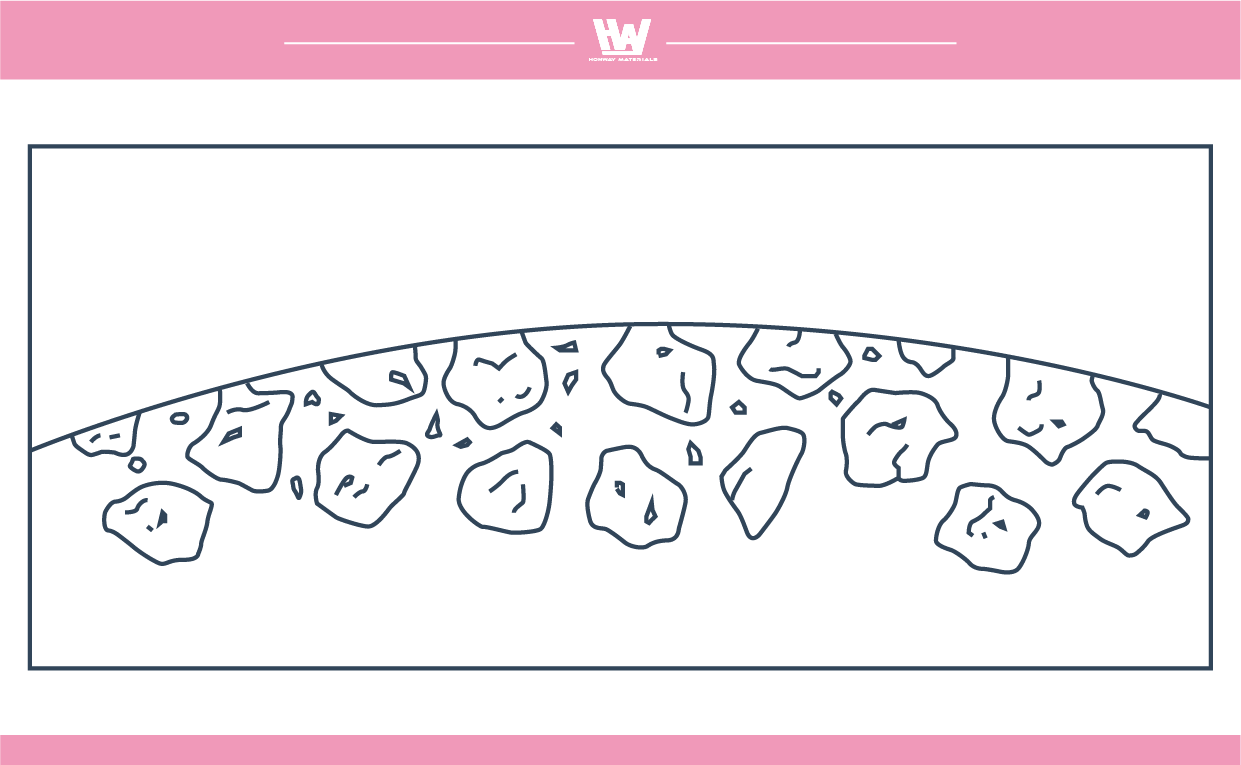
Недостаточная заточка
Под правкой подразумевается, что в процессе правки связующее вещество, покрывающее абразивные частицы, удаляется не полностью, в результате чего острые углы абразива не полностью обнажаются на поверхности шлифовального круга.
Состояние шлифовального круга:
- По-видимому, он более твёрдый из-за чрезмерного покрытия связующим и недостаточного абразивного воздействия.
- Режущая способность ограничена, а эффективность резки низкая.
Условия шлифования:
- Мощность шлифования: для приведения в действие шлифовального круга при шлифовании требуется большая мощность.
- Эффективность шлифования: Скорость шлифования низкая, а эффективность обработки снижается.
- Качество поверхности заготовки: отшлифованная поверхность будет более гладкой, чем ожидалось, но процесс обработки займет больше времени, а чрезмерная скорость подачи может привести к ожогам поверхности.
Хотя недостаточная заточка может повлиять на первоначальную эффективность шлифования, при постоянном использовании связка на поверхности шлифовального круга постепенно ослабнет, острые углы абразива медленно обнажатся и в конечном итоге придут в стабильное состояние. Обычно это занимает несколько минут или часов, и если достигнуто стабильное состояние, оно останется стабильным.
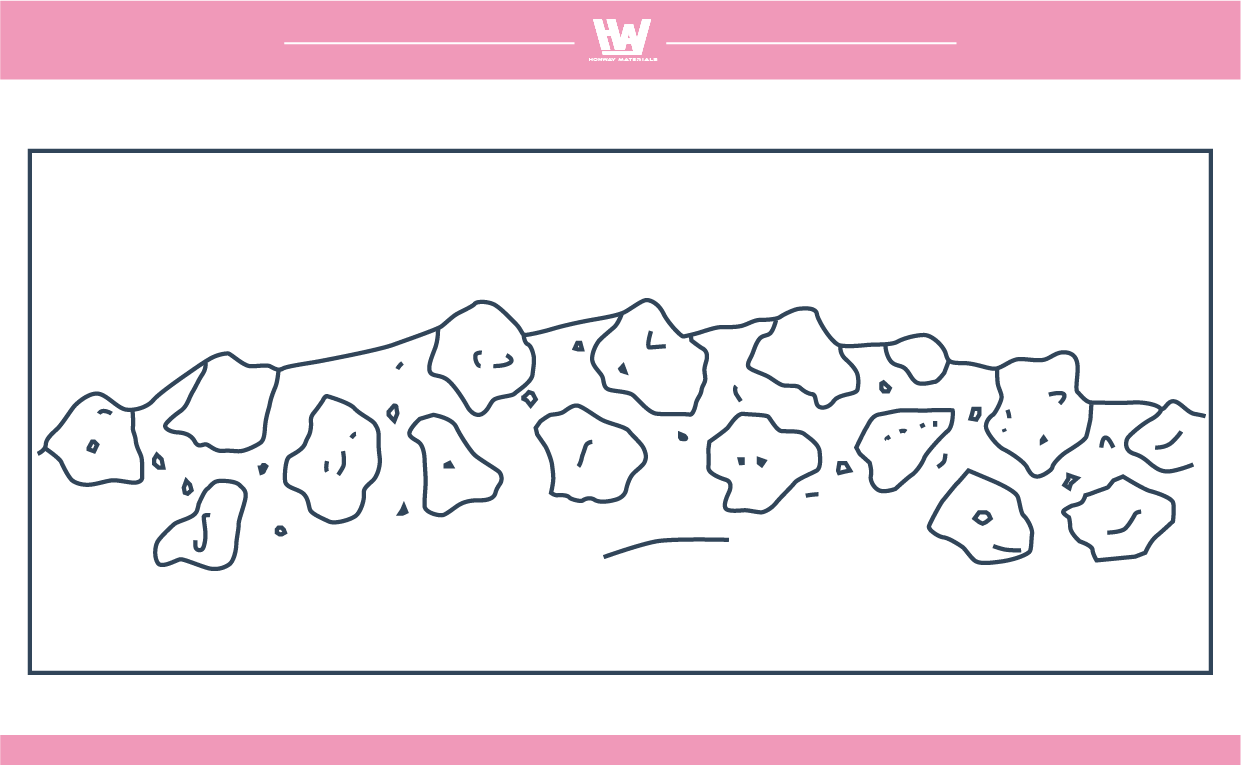
Состояние чрезмерной резкости
Избыточная правка означает, что в процессе правки удаляется слишком много связующего вещества, окружающего абразивные частицы, что приводит к слишком большой открытой площади абразива и слишком шероховатой поверхности шлифовального круга, что влияет на производительность шлифования.
Состояние шлифовального круга:
- Производительность относительно низкая, а связка не обеспечивает достаточной поддержки абразиву.
- Чрезмерное воздействие абразивных частиц приводит к образованию шероховатой поверхности.
Условия шлифования:
- Качество поверхности заготовки: Шероховатость поверхности шлифованной заготовки относительно высокая, а качество низкое.
- Мощность шлифования: Требуемая мощность ниже, а сопротивление шлифованию небольшое.
- Износ шлифовального круга: Абразивные частицы быстро отслаиваются, и шлифовальный круг изнашивается быстрее обычного.
Хотя чрезмерная заточка может повлиять на первоначальные характеристики, шлифовальный круг постепенно достигнет стабильного состояния по мере продвижения процесса шлифования. В общем случае для достижения стабильного состояния при переточке требуется меньше времени, чем при недоточке.
В. Что делать, если я использую слишком заточенный шлифовальный круг?
А. Чрезмерная заточка шлифовального круга может привести к
1. Исходное качество поверхности заготовки плохое, и требуется больше времени на обрезку или отделку.
2. Сокращение срока службы шлифовального круга. Это вызвано слишком быстрым осыпанием абразива и может потребовать частой замены или повторной правки.
Решение: Если невозможно избежать использования слишком заточенного шлифовального круга, воздействие можно уменьшить, сократив цикл обработки или добавив этап предварительной шлифовки.
В. Почему мы иногда намеренно снижаем резкость объектива при реальном использовании?
А1. Улучшить качество обрабатываемой поверхности
В процессе правки шлифовального круга иногда намеренно выполняется недоточка в целях улучшения качества обработанной поверхности. Поверхность недостаточно заточенного шлифовального круга более гладкая, с меньшим количеством выступающих острых углов абразивных частиц, и может достигать лучшей шероховатости поверхности (более мелкой), чем в обычных условиях.
Эта стратегия направлена на то, чтобы круг производил эффект, близкий к эффекту мелкозернистого круга, но при этом сохранялись преимущества крупнозернистого круга, особенно с точки зрения продления срока службы круга.
Например: шлифовальный круг 600# намеренно недоточен, чтобы он мог производить эффект 800# или даже 1200#.
А2. Уменьшить расход абразива
Поскольку связка не удаляется полностью, абразивные частицы лучше удерживаются, износ шлифовального круга уменьшается, а срок службы увеличивается.
Стратегия подрезки подходит для операций ручного шлифования небольшими партиями или высокой гибкости. В этом случае оператор может вовремя отрегулировать скорость подачи, давление и подачу охлаждающей жидкости, чтобы решить проблему низкой начальной эффективности шлифования, вызванную недостаточной заточкой.
※Примечание: в автоматизированном производстве не рекомендуется использовать недостаточно заточенные шлифовальные круги, поскольку стабильная скорость съема материала, требуемая мощность и шероховатость обрабатываемой поверхности имеют большое значение для эффективности производства и качества продукции. Поэтому состояние заточки должно поддерживаться в оптимальном равновесии, чтобы избежать чрезмерной или недостаточной заточки и обеспечить стабильную и долговечную работу шлифовального круга.
Подводя итог, можно сказать, что стратегию заточки необходимо корректировать в соответствии с конкретным сценарием применения. Мы можем судить, какой тип шлифовального круга использовать, в зависимости от конкретной ситуации. Заточка подходящего шлифовального круга не обязательно является единственным вариантом.
заключение
Правка и заточка дополняют друг друга и могут обеспечить нормальную работу шлифовального круга.
В зависимости от различных требований к применению заточка может использоваться в качестве стратегии регулировки. Преднамеренная недоточка может увеличить срок службы шлифовального круга и обеспечить более качественную обработку поверхности при ручной обработке; Правильная заточка позволяет добиться стабильной скорости съема материала, стабильной потребляемой мощности и высококачественных обработанных поверхностей в автоматизированном производстве. Поэтому правильная стратегия заточки должна быть скорректирована в соответствии с требованиями обработки, характеристиками оборудования и режимом производства для достижения максимальной эффективности работы и экономической выгоды.
действие
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- Различные виды абразивных шлифовальных кругов >>Шлифовальный эффект абразивного шлифовального круга
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- Как править шлифовальный круг?>>Методы правки и заточки шлифовальных кругов
- Правка шлифовального круга в два этапа >> Что такое правка и заточка шлифовального круга
- Различные состояния шлифования режущей кромки. >>Углубить понимание формы, изменения и механизма самозатачивания режущей кромки шлифовального круга.
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Вас также может заинтересовать…
[wpb-random-posts]
