
Эта штука такая грубая на ощупь! Насколько это грубо?
Эта штука такая гладкая на ощупь! А как насчет его грубости?
Эти выражения, вероятно, похожи на выражение «море синее» в промышленной сфере, которая стремится к совершенству, но синева в вашем сердце и в моем может быть разной. Поэтому для решения этой проблемы и повышения производительности в 1940-х годах было введено определение шероховатости поверхности. После последующих доработок он стал промышленным стандартом в ваших и моих руках.
※ В промышленной сфере часто используются Ra, Rz и Rmax. В этой статье основное внимание будет уделено «Шероховатости поверхности – шероховатости линий». >>> Если вы хотите узнать разницу между SA и RA, перейдите по этой ссылке Разница между RA и SA.
Оглавление
Условия измерения:
Прежде чем мы разберемся с обозначениями, давайте сначала разберемся с несколькими терминами, которые используются в большинстве обозначений.
- Неровности: пики и спады кривой
- Длина выборки: Длина поверхности, достаточная для отображения всего рисунка шероховатости.
- Длина оценки: включает несколько длин выборки, а значение измерения представляет собой среднее значение нескольких оценок параметров.
- Длина траверса: общая длина поверхности, измеренная при измерении зондом.
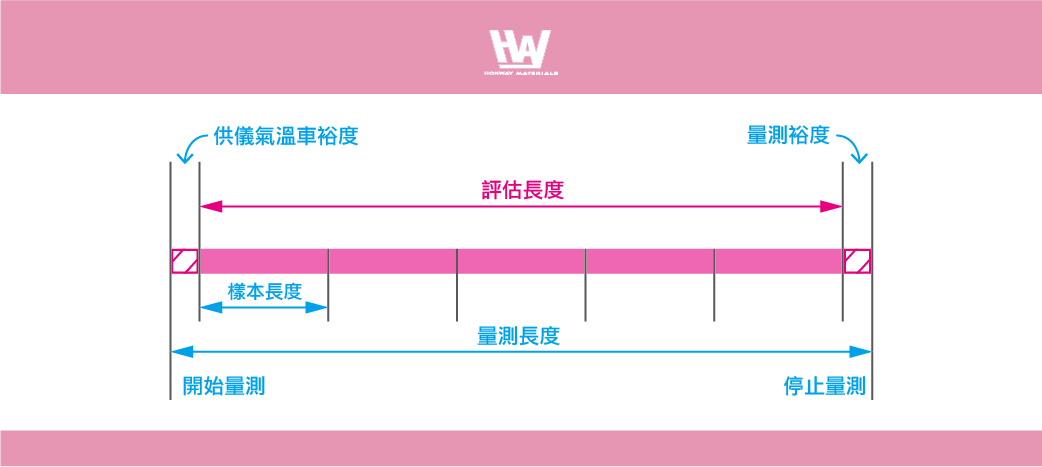
- Опорная линия: Опорная линия, используемая для количественной оценки профиля шероховатости поверхности.
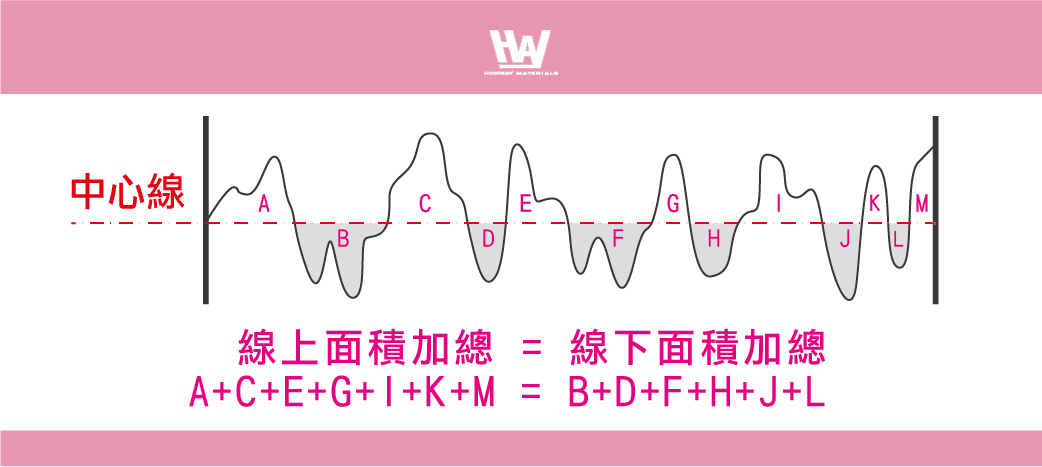
- Центральная линия: опорная линия, которая делит фигуру на две равные части и параллельна общему направлению фигуры.
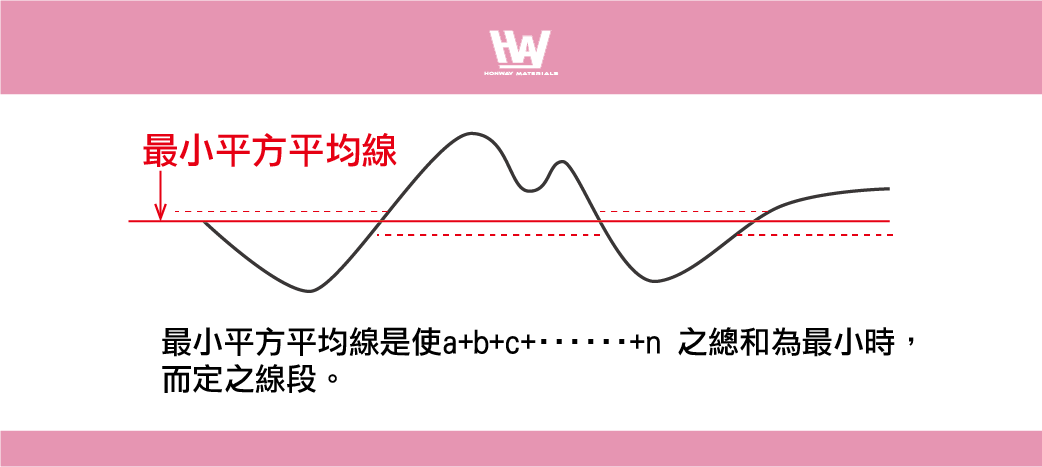
- Линия наименьших квадратов: возьмите интервал из кривой поперечного сечения шероховатости и проведите прямую линию внутри интервала кривой. Если сумма квадратов расстояний отклонения от прямой линии до верхней и нижней кривых наименьшая, то такая линия называется «линией наименьших квадратов».
Обычно используемые методы представления шероховатости поверхности
| Обозначение | определение | проиллюстрировать | |
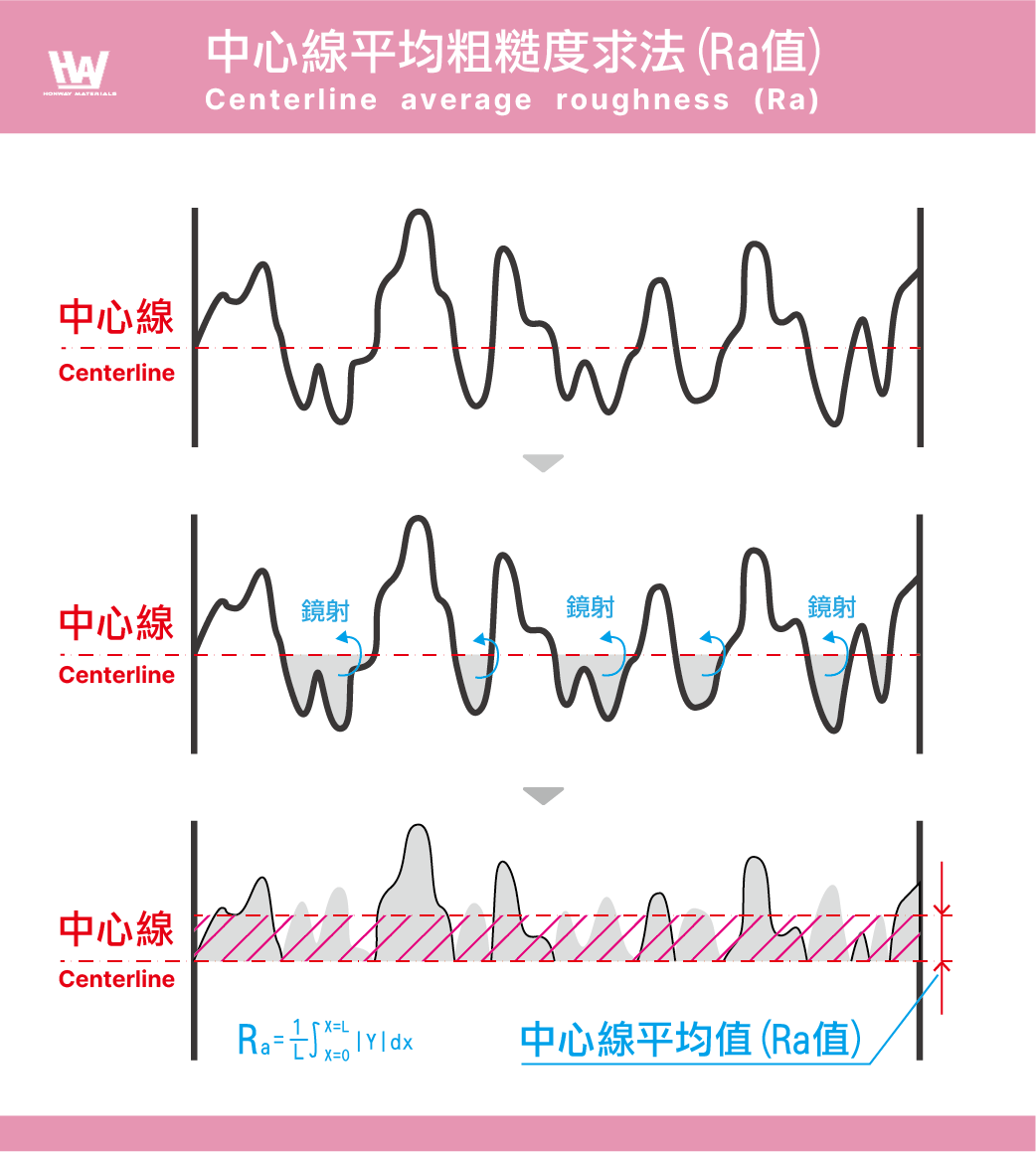
| 1 | Ra | Среднее арифметическое отклонение контура | Среднее абсолютное значение расстояния от последней точки фактического контура до центральной линии контура в пределах длины выборки L. |
| 2 | Rt [Rymax] | Максимальная высота неровности | В пределах контурной длины выборки L сумма максимального пикового значения к максимальному значению впадины, то есть Rt=Rp+Rv |
| 3 | Rz (JIS) [Rtm] | Средняя высота микронеровностей по десятибалльной шкале | Этот параметр также называется параметром высоты пилота ISO, который представляет собой среднюю высоту между пятью крупнейшими пиками профиля и пятью крупнейшими впадинами профиля в пределах длины выборки L. |
Соотношение между тремя вышеуказанными шероховатостью составляет 4 Ra ≒ Rymax≒ Rtm
Средняя шероховатость центральной линии (Ra)
Среднее арифметическое отклонения формы расстояния от центральной линии по всей длине образца
Ra=(|Y1|+|Y2|+…..+|Yn|)/n
Максимальная высота шероховатости (Rmax [DIN]); (Ry [ISO; JIS])
Сумма самого высокого пика и самой низкой впадины в пределах каждой контрольной длины на длине образца
[Rmax=(Rmax1+Rmax2+……)/N; Ry=Ymax-Ymin]
Средняя шероховатость по десятибалльной шкале (Rz)
Средняя высота между пятью крупнейшими пиками профиля и пятью крупнейшими впадинами профиля в пределах длины выборки L
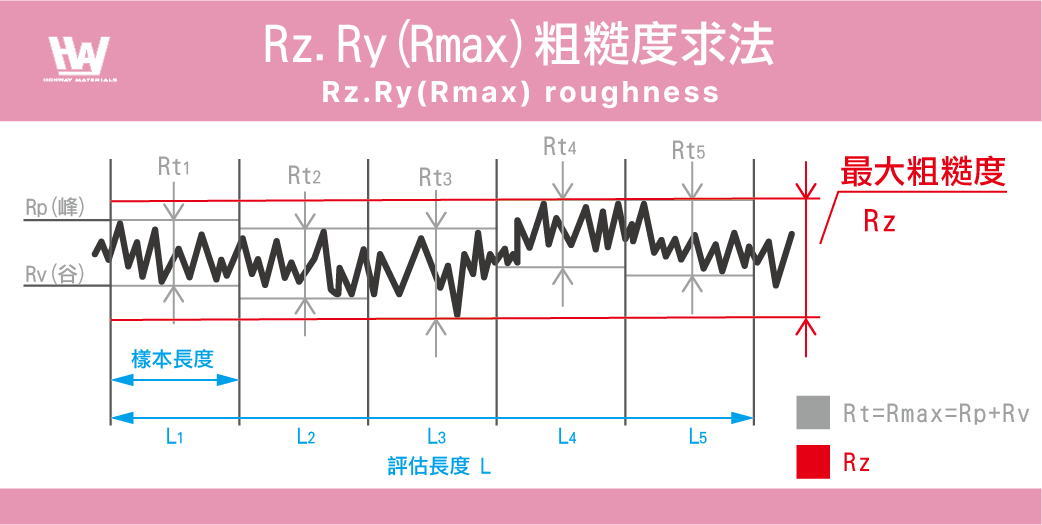
Среди перечисленных выше параметров Rz и Rmax немного отличаются в DIN и ISO.
- Rz(DIN): Средняя общая высота шероховатости пяти длин образца.
- Rz(ISO): Возьмите среднее расстояние между пятью самыми высокими пиками и впадинами на оценочной длине.
※Поэтому значение Rz(DIN) будет меньше; аналогично, Rmax(DIN) также будет меньше
Другие представления шероховатости поверхности
Другие представления шероховатости поверхности
| Обозначение | определение | проиллюстрировать | |
|---|---|---|---|
| 4 | R3y | Высота шероховатости от пика до впадины | R3y рассчитывается путем вычисления минимального расстояния между тремя самыми высокими пиками и тремя самыми глубокими впадинами в каждой длине выборки, а затем нахождения максимального значения из этих значений. Для оценки рекомендуется использовать не менее 5 длин выборки. |
| 5 | R3z | Средняя высота от вершины до впадины | R3z — это среднее значение вертикальных расстояний между тремя самыми высокими пиками и тремя самыми глубокими впадинами на каждой длине выборки по всей длине оценки L. |
| 6 | Rv | Наибольшее значение долины | В пределах длины выборки L, от центральной линии контура до самого низкого значения долины |
| 7 | Rp | Самая большая вершина | Максимальная высота профиля над средней линией в пределах длины выборки L |
| 8 | Rc | Средняя высота неровностей профиля | Средняя высота профиля в пределах длины выборки L |
| 9 | Rda | Шероховатость среднеарифметический наклон | Среднее арифметическое абсолютного значения скорости изменения профиля в пределах длины выборки L |
| 10 | RΔq | Среднеквадратичное отклонение шероховатости | |
| 11 | Rku | Плотность вероятности функции эксцесса шероховатости | Метод расчета шероховатости поверхности |
| 12 | Rlo | Длина профиля, шероховатость которого измеряется | В пределах длины оценки измеренная длина L контурной поверхности представляет собой общую длину, на которую щуп скользит по выступам и впадинам поверхности во время измерения. |
| 13 | Rmr | Кривая соотношения шероховатости материала | |
| 14 | Rpc | Подсчет пиков шероховатости | |
| 15 | Rsm | Средняя ширина элементов профиля шероховатости | Среднее расстояние между элементами контура на средней линии в пределах длины выборки L |
| Средняя ширина Rsm относится к средней ширине от пика до впадины. Чем больше значение, тем ровнее шероховатость. | |||
| 16 | Rvo | Удержание масла в объеме измерения шероховатости | |
| 17 | Rs | Среднее расстояние между пиками локальной шероховатости | |
| 18 | Rq | Среднеквадратическая шероховатость | |
| 19 | RHSC | Шероховатость, максимальное количество точек | |
Ловушка шероховатости поверхности
заключение
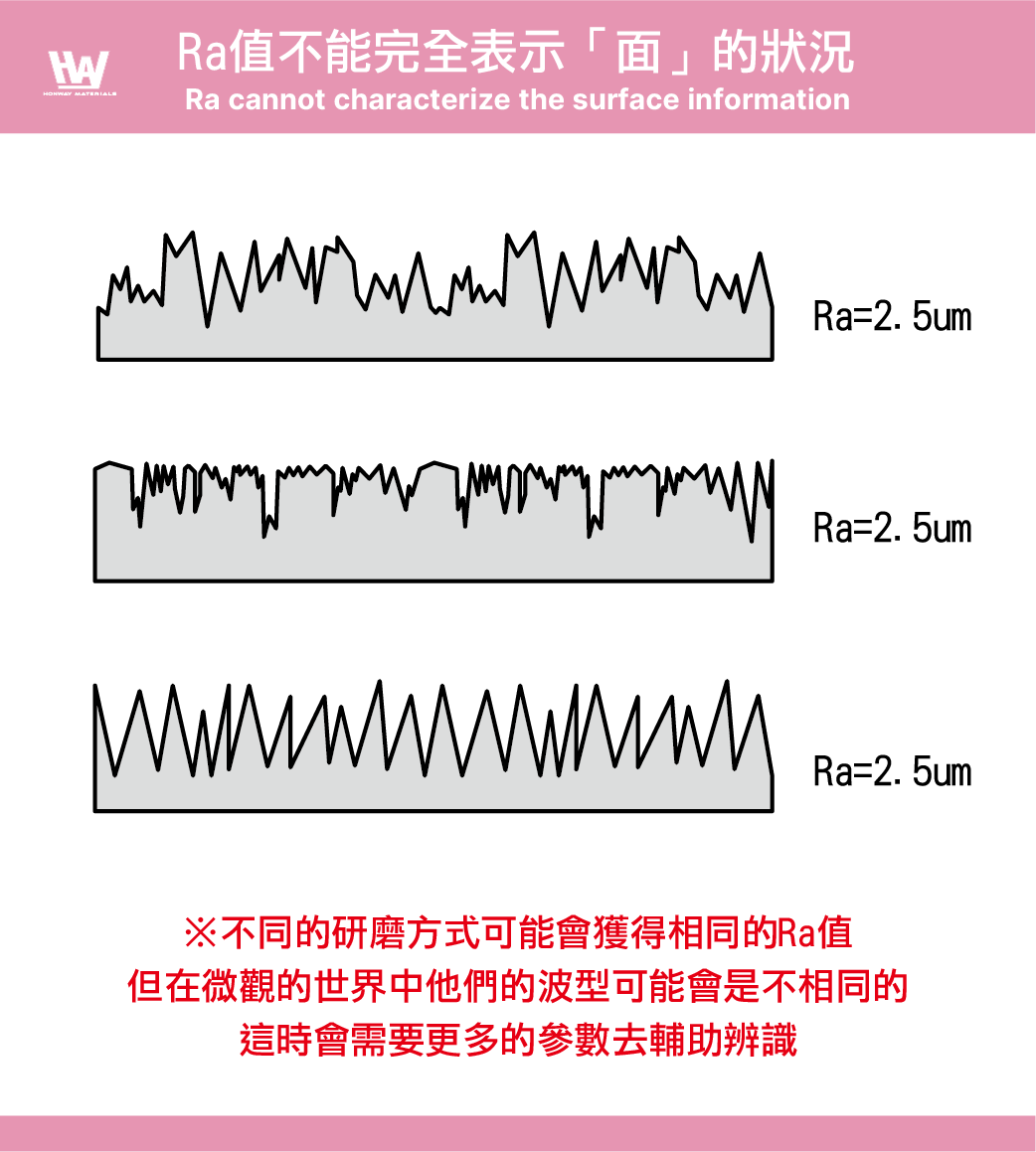
- Шероховатость поверхности — количественная величина шероховатости поверхности. С микроскопической точки зрения разные объекты все равно будут иметь различия в своих микроскопических формах.
- Аналогичным образом разные компании и страны используют разные стандартные спецификации (такие как ISO, JIS, DIN) для обозначения разных методов. Если в процессе обработки вам необходимо сменить марку или приобрести детали разных марок, вам следует уделять больше внимания тому, чтобы избежать получения несовершенных заготовок или ускоренного износа деталей из-за разных размеров и шероховатости.
- Шероховатость поверхности измеряется путем взятия образца с определенной площади поверхности, поэтому следует выбрать площадь определенной длины, которая может представлять шероховатость поверхности объекта, или измерить несколько площадей, чтобы уменьшить значение погрешности.
- Хотя на рынке представлено множество технологических решений, которые могут помочь нам сократить этапы измерений и расчетов, понимание основных причин может помочь нам четко определить проблему и найти прорыв для достижения текущей цели.
действие
- Соответствует ли измеренная в настоящее время шероховатость поверхности ожидаемому вами целевому значению? >>> 研磨拋光與表面粗糙度對照表
- Необходимо ли взаимное взаимодействие между заготовками.>>> Влияние шероховатости поверхности
- Как решить >>> Шесть видов полировки пресс-форм. Сколько вы знаете?
- осуществлять >>> Абразивы для полировки, полировальное оборудование, полировальный инструмент
- Повторить
Глоссарий
- DIN: национальный стандарт, выпущенный Немецким институтом стандартов (DIN) в Берлине и используемый в основном в Германии.
- ISO: универсальный стандарт, разработанный Международной организацией по стандартизации (ISO), чтобы помочь компаниям поддерживать качество своей продукции и услуг и обеспечивать его постоянное качество. Это также самая известная на сегодняшний день сертификация ISO, которая применима к производителям, торговым компаниям, государственным учреждениям и учебным заведениям в различных отраслях.
- JIS: разработан и рассмотрен Комиссией по промышленным стандартам Японии. JIS — самый важный и авторитетный национальный стандарт в Японии.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Вас также может заинтересовать…
[wpb-random-posts]
