
Оглавление
Пассивация режущей кромки инструмента — это проблема, к которой обычно не относятся серьезно, но она очень важна. Причина, по которой это важно, заключается в том, что пассивированный инструмент может эффективно улучшить прочность кромки, увеличить срок службы инструмента и стабильность процесса резания. Как мы все знаем, режущие инструменты — это «зубы» станков. Помимо материалов инструмента, геометрии инструмента, структуры инструмента и оптимизации объема резания, основными факторами, влияющими на производительность и срок службы инструмента, являются многочисленные эксперименты по пассивации кромок инструмента, которые показывают, что хорошая форма кромки и качество пассивации кромки также являются предпосылками того, сможет ли инструмент выполнять обработку резанием быстро, эффективно и экономично.
Что такое пассивация кромки инструмента?
Пассивация инструмента — это процесс придания формы кромке инструмента или лезвия после тонкой шлифовки и перед нанесением покрытия. Инструмент зачищается, выравнивается и полируется для улучшения качества инструмента и продления срока его службы. Единого названия для него нет ни в стране, ни за рубежом. Некоторые названия включают «пассивацию кромок», «укрепление кромок», «хонингование кромок», «подготовку кромок» или «обработку ER (скругление кромок)».
Зачем нужна обработка кромок? Режущая кромка инструмента после заточки обычным шлифовальным кругом или алмазным шлифовальным кругом будет иметь микроскопические зазоры (т. е. крошечные сколы и пропилы) различной степени выраженности. Первую можно наблюдать невооруженным глазом и с помощью обычной лупы, а вторую — с помощью 100-кратного микроскопа (с ценой деления 0,010 мм). Микроскопический зазор обычно составляет 0,01–0,05 мм, а в тяжелых случаях может достигать 0,1 мм и более. В процессе резки микроскопические зазубрины на кромке инструмента могут легко расширяться, ускоряя износ и повреждение инструмента. Современные высокоскоростные режущие и автоматизированные станки предъявляют повышенные требования к производительности и стабильности инструмента. В частности, инструменты с покрытием перед нанесением покрытия должны пройти пассивационную обработку, чтобы обеспечить прочность и срок службы покрытия.
Цель
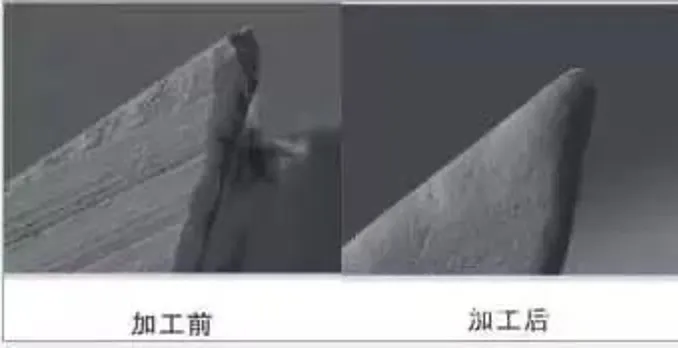
Целью технологии пассивации кромок является устранение дефектов микроскопических зазубрин на режущей кромке инструмента после заточки, снижение или устранение ее остроты, а также получение гладкой и плоской кромки, которая является острой, прочной и долговечной. Ниже приведены распространенные формы передовых кромок:
[Острая кромка] Кромка, естественным образом образованная пересечением передней и задней поверхностей лезвия перед заточкой. Его лезвие острое, имеет низкую прочность и легко изнашивается. Обычно используется для финишной обработки инструментов. (Как показано ниже)
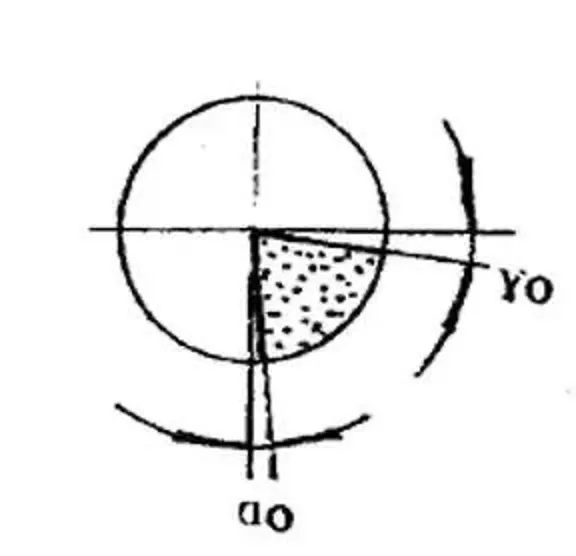
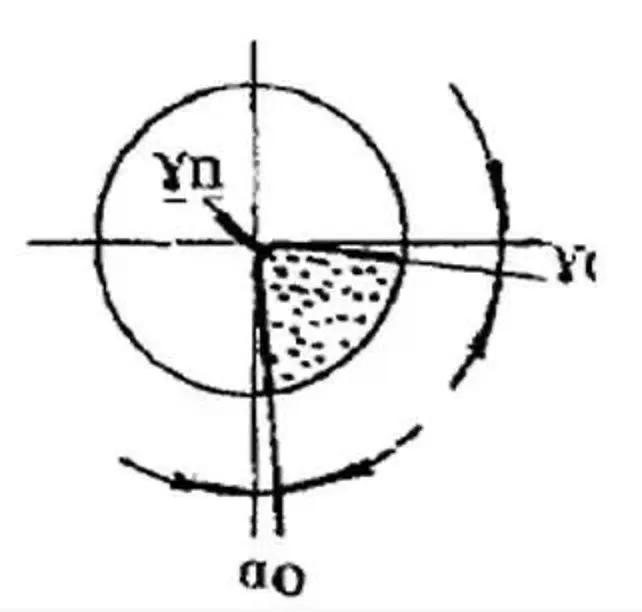
[Скошенная кромка] На передней режущей кромке вблизи режущей кромки заточена очень узкая кромка с отрицательным передним углом, что значительно повышает прочность режущей кромки. Инструменты для черновой и получистовой обработки и т.д. (как показано ниже)
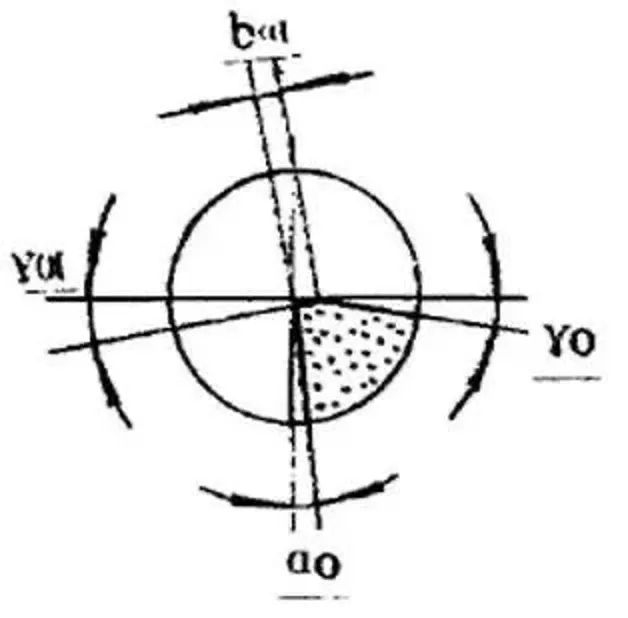
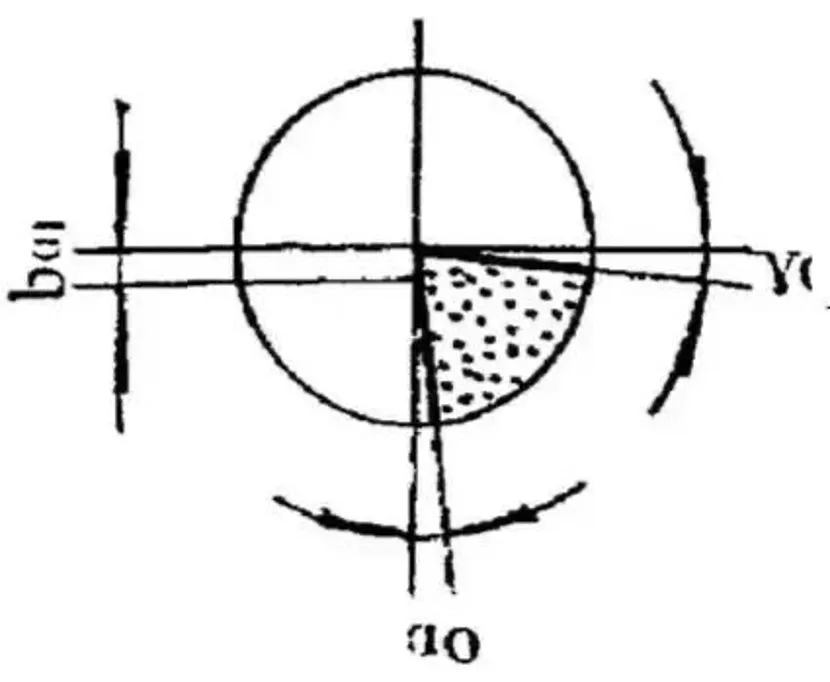
[Кромка, гасящая вибрации] На задней поверхности инструмента вблизи режущей кромки отшлифована очень узкая кромка с отрицательным углом наклона, что позволяет увеличить площадь контакта между инструментом и заготовкой во время резки и устранить вибрацию в процессе резки. Однолезвийный инструмент, используемый в случаях, когда технологическая система недостаточно жесткая. (Как показано ниже)
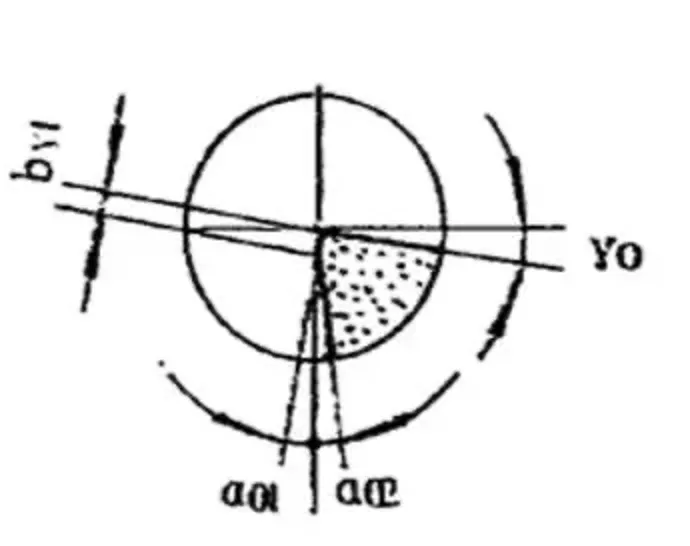
[Белое лезвие] Узкая кромка или полоса лезвия с задним углом 0° затачивается на задней поверхности лезвия вблизи режущей кромки, которая может играть опорную, направляющую и финишную роль при экструзии. Используется для многолезвийных инструментов, таких как развертки и протяжки. (Как показано ниже)
[Скошенная кромка] Кромки шлифуются или пассивируются до радиуса с определенными параметрами для повышения прочности кромки и продления срока службы инструмента. Используется для различных сменных инструментов для черновой и получистовой обработки. (Как показано ниже)
Форма пассивации кромки
Геометрия пассивации режущей кромки оказывает большое влияние на срок службы инструмента: одна кромка — дугообразная, другая — каскадная.
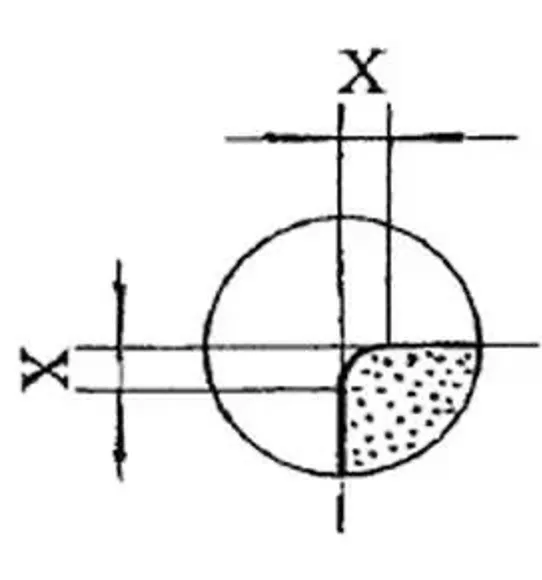
[Дугообразная режущая кромка] На углу режущей кромки образуется симметричная дуга. Он используется более чем в 80% режущих инструментов и подходит для черновой и чистовой обработки. (Как показано ниже)
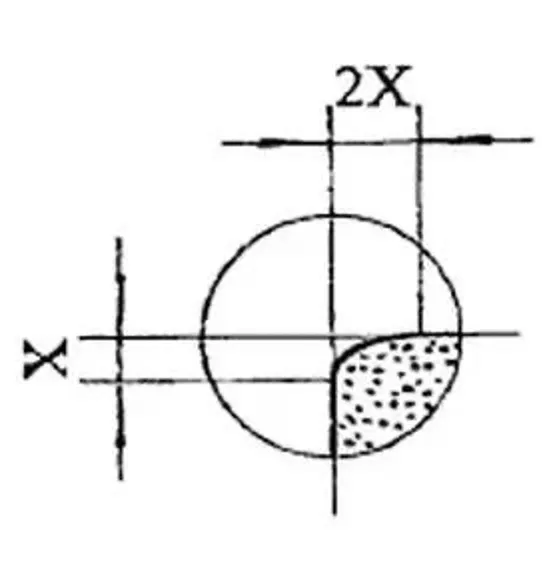
[Режущая кромка в форме водопада] Соотношение верхней поверхности к боковой поверхности в углу режущей кромки обычно составляет 2:1, что представляет собой асимметричную дугу и подходит для жесткой ударной обработки. (Как показано ниже)
эффект
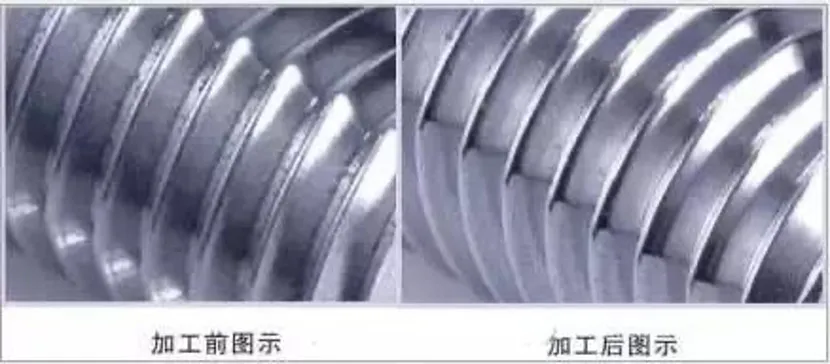
- Закругление кромок: удаление заусенцев с кромок и достижение точного и равномерного закругления.
- Улучшить качество обработки: заусенцы на режущей кромке приводят к износу инструмента, а поверхность заготовки становится шероховатой. После пассивации режущая кромка становится очень гладкой, что значительно снижает образование сколов и улучшает качество поверхности заготовки.
- Повышение производительности: равномерно отполируйте канавки инструмента, чтобы улучшить качество поверхности и эффективность удаления стружки.
- Увеличьте силу резания: чем ровнее и гладче поверхность канавки, тем лучше отвод стружки, что позволяет достичь более высоких скоростей резания. В то же время улучшенное качество поверхности также снижает риск застревания инструмента и обрабатываемого материала. Он также может снизить усилие резания на 40%, делая резку более плавной.
Выбор параметров пассивации
В процессе разработки, производства и использования машин для пассивации кромок лопаток мы изначально освоили некоторые правила. Очень важно выбрать тип режущей кромки и параметры пассивации в соответствии с различными условиями обработки. Из-за разных материалов лезвий и условий обработки параметры выбранного типа режущей кромки и формы пассивации режущей кромки также различаются, в противном случае ожидаемый эффект по продлению срока службы инструмента не может быть достигнут. См. следующую таблицу рекомендаций по параметрам:
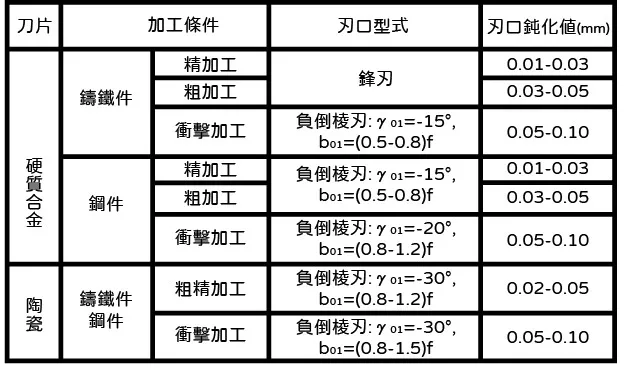
По сравнению с зарубежными параметрами пассивации режущей кромки, 70% значений пассивации инструмента находятся в диапазоне 0,0254–0,0762. Максимальное значение: 0,127–0,2032 мм. Минимальное значение: 1/6 волоса (0,762 мм), то есть 0,0127 мм. Даже при таком небольшом затуплении режущая кромка инструмента заметно укрепляется.
Большой практический опыт пассивации кромок подтверждает, что:
- Лезвие не обязательно должно быть острее и тупее. Лучше всего определять различные значения пассивации для различных условий обработки.
- Сочетание пассивации кромок и типа кромок является наиболее распространенной и эффективной мерой для повышения прочности кромок, увеличения срока службы инструмента и снижения затрат на инструмент.
- Отрицательная фаска шлифуется микропорошковым шлифовальным кругом, а микроскопический зазор невелик (может достигать 0,005–0,010 мм), плюс небольшой параметр пассивации (0,010–0,030 мм), что делает режущую кромку острой, прочной и долговечной.
Полировка покрытия
Удаляет выступающие капли, образующиеся после покрытия инструмента, улучшает качество поверхности и увеличивает адсорбцию смазочного масла.
После нанесения покрытия на поверхности инструмента появятся крошечные выступающие капли, что увеличит шероховатость поверхности, облегчит инструменту выработку большего количества тепла от трения в процессе резки и снизит скорость резки. После пассивационной полировки мелкие капли удаляются и остается множество мелких отверстий, которые могут поглощать больше смазочно-охлаждающей жидкости во время обработки, что значительно снижает тепло, выделяемое во время резки, и значительно повышает скорость резки.
