
Срок службы шлифовального круга тесно связан с его износом. Если не возникает «нештатной ситуации», мы можем определить, что шлифовальный круг не подошел к концу и его можно продолжать использовать.
В данной статье в основном рассматриваются некоторые характеристики износа, методы расчета и методы исключения износа шлифовальных кругов. Если вам нужно, пожалуйста, подпишитесь на нас и читайте дальше.
В процессе шлифования срок службы шлифовального круга имеет решающее значение для эффективности и качества обработки. Срок службы шлифовального круга зависит от многих факторов, включая сцепление, скорость заготовки, скорость шлифовального круга и глубину проникновения абразива.
Различные условия шлифования влияют на скорость износа шлифовального круга, поэтому один и тот же шлифовальный круг хорошо работает при использовании метода А, но плохо работает при использовании метода В.
Поэтому понимание того, как рассчитать коэффициент шлифования и удельный износ, а также выбрать подходящий шлифовальный круг, имеет большое значение для повышения эффективности производства или снижения затрат.
Оглавление
Режущая кромка шлифовального круга чаще всего находится в следующих четырех состояниях:
Режущая кромка шлифовального круга чаще всего находится в следующих четырех состояниях:
1. Шлифовальный тип: При шлифовании с зевом, когда режущая кромка абразива изнашивается, сопротивление шлифованию увеличивается, что приводит к отслаиванию большого количества абразива. В этом случае расстояние между абразивными частицами увеличивается, а поверхность шлифовального круга становится шероховатой.
2. Обычный тип (автогенный тип): Во время шлифования, когда режущая кромка абразива затупляется, сопротивление шлифованию увеличивается. В это время абразив раскалывается, обнажая новую режущую кромку, что позволяет шлифовальному кругу восстановить свою первоначальную режущую силу и сохранить идеальный эффект шлифования.
3. Засыпной тип: При засыпном типе шлифования шлифовальная стружка будет прилипать к поверхности шлифовального круга, что будет мешать другим шлифовальным операциям. Форма шлифовальной стружки обычно рваная или расплавленная, что может привести к образованию режущей кромки и дальнейшему ухудшению режущего эффекта.
4. Гладкий тип: При гладком шлифовании абразив пассивируется до такой степени, что теряет свою шлифующую способность, в результате чего абразивная поверхность становится гладкой, а весь шлифовальный круг покрывается слоем покрытия, что отрицательно сказывается на эффекте шлифования.
(Расширенное чтение: Шлифовальный эффект абразивов шлифовальных кругов)
Различные виды износа шлифовальных кругов
Поскольку режущая кромка находится в разных состояниях, процесс износа также будет меняться с течением времени.
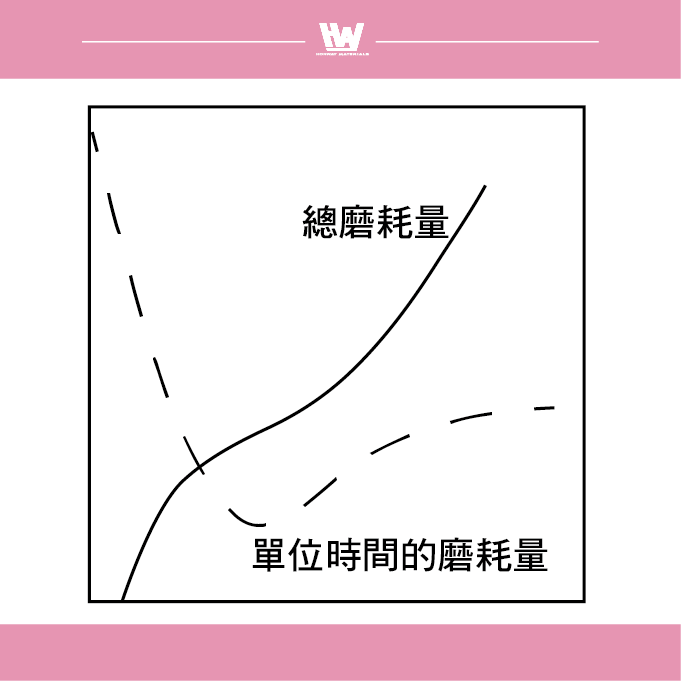
Падающая форма
Характеристики: Объем износа сначала очень большой, затем уменьшается, затем снова увеличивается и, наконец, представляет собой стабильно большой объем износа.
Причниа:
- Первоначальный высокий износ обусловлен эффектом правки шлифовального круга, который быстро приводит к отслаиванию нестабильного абразива.
- Эффект правки постепенно исчезает по мере шлифования, а степень износа уменьшается.
- В дальнейшем, благодаря стабильному процессу шлифования, величина износа поддерживается на определенном высоком уровне.
Рекомендации по продлению срока службы: уменьшить первоначальный износ, уменьшить глубину и скорость правки, избегать чрезмерного повреждения структуры поверхности шлифовального круга.
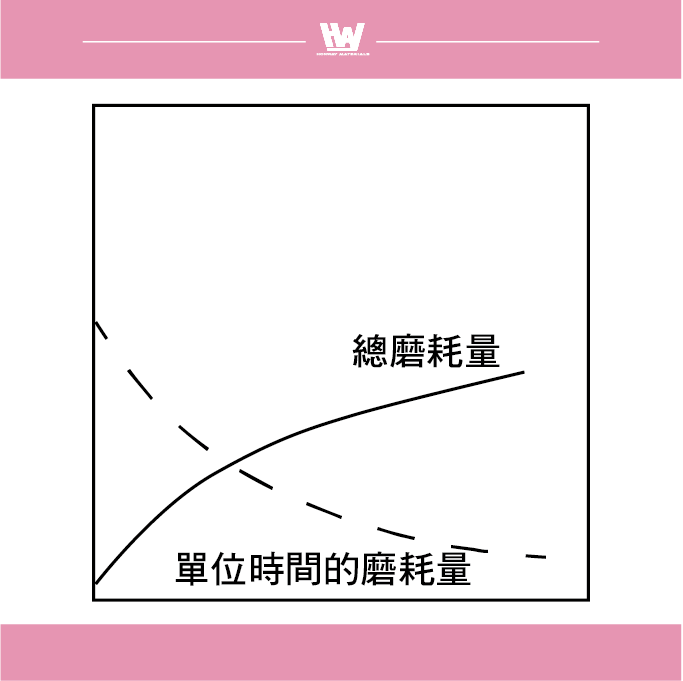
Самогенерируемая форма (идеальное состояние)
Характеристики: Первоначальный износ большой, но он быстро уменьшается и сохраняет стабильный небольшой износ.
Причниа:
- Первоначальный износ, вызванный правкой, больше, но впоследствии он уменьшается.
- После умеренного износа шлифовальный круг производит эффект самозатачивания, что повышает эффективность шлифования и стабилизирует величину износа.
Советы по продлению жизни
- Умеренно увеличивайте скорость обработки и давление шлифования, чтобы обеспечить эффект самозатачивания и избежать пассивации поверхности шлифовального круга.
- Выбирайте соответствующие связующие и абразивные материалы, чтобы обеспечить шлифовальному кругу надлежащие свойства самозатачивания.
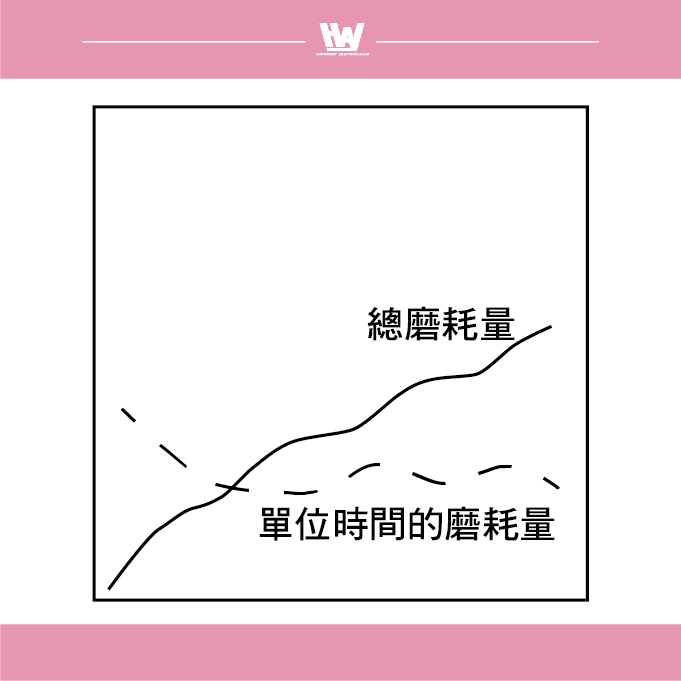
Заполнение
Характеристики: Первоначальный большой износ не будет быстро уменьшаться, но износ уменьшается в ходе процесса, а затем увеличивается из-за абразивного отслаивания, показывая тенденцию к повторным изменениям кривой.
Причниа:
- Поверхность шлифовального круга заполнена шлифовальной стружкой, что снижает износ, но повышает сопротивление шлифованию.
- Если сопротивление слишком велико, абразив и покрывающая стружка отваливаются, а величина износа снова увеличивается, образуя многократно изменяющуюся кривую износа.
Советы по продлению жизни
- Выбирайте правильную охлаждающую жидкость: она улучшает удаление шлифовальной стружки и уменьшает засорение.
- Улучшить степень сцепления шлифовального круга и твердость абразива: снизить вероятность попадания шлифовальной стружки на поверхность шлифовального круга.
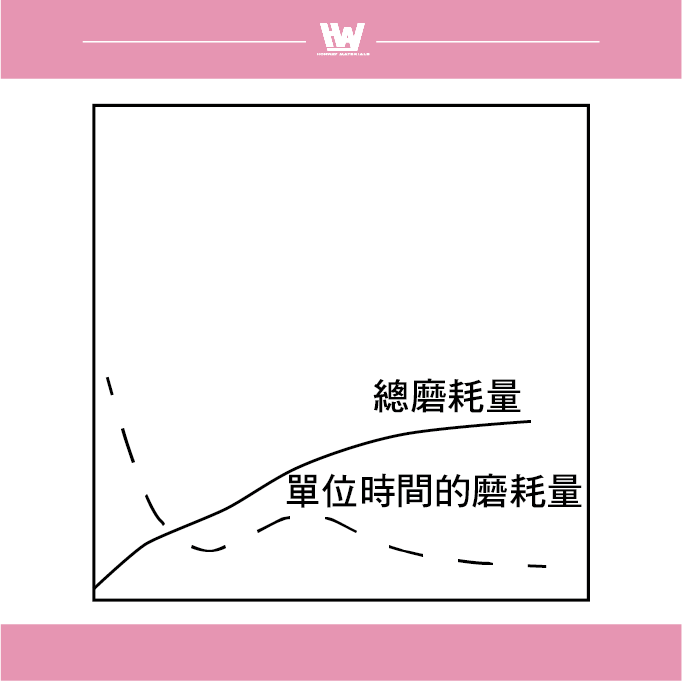
Гладкая форма
Характеристики: Первоначальный износ большой, но он быстро уменьшается и сохраняет стабильный небольшой износ.
Причниа:
- Поверхностный износ притупляется, что приводит к уменьшению износа.
- Подобно набивочному типу, когда сопротивление не может быть преодолено, поверхностный абразив отваливается и степень износа немного увеличивается, но общий износ невелик.
Рекомендации по продлению срока службы: выбирайте шлифовальный круг с более низкой степенью сцепления, чтобы ускорить осыпание абразива и восстановить способность к самозатачиванию.
Общие советы
- Выберите правильный шлифовальный круг: выберите правильную связку шлифовального круга, тип абразива и структуру в соответствии с обрабатываемыми материалами и условиями.
- Используйте охлаждающую жидкость: эффективно снижайте накопление тепла во время обработки и уменьшайте чрезмерный износ шлифовального круга и заготовки.
- Техническое обслуживание обрабатывающего станка: обеспечение устойчивости станка во избежание дополнительного износа шлифовального круга из-за вибрации или нестабильности.
- Регулярный осмотр и техническое обслуживание: регулярно проверяйте состояние поверхности шлифовального круга и при необходимости подрезайте или заменяйте его.
Удельный износ и коэффициент шлифования
Удельный износ
Определение: Указывает скорость износа шлифовального круга.
Формула: Ss — величина, полученная путем деления износа шлифовального круга Sмм³ на объем шлифуемой детали (величина шлифования) Tмм³.
Результаты расчетов:
- Большее значение означает, что шлифовальный круг изношен сильнее, снимается относительно меньше материала заготовки и шлифовальный круг используется неэффективно.
- Меньшее значение: меньший износ шлифовального круга, более высокая эффективность съема материала и лучшая производительность шлифовального круга.
Коэффициент измельчения
Определение: Показывает эффективность обработки шлифовальным кругом.
Формула: Величина, обратная удельному износу G, называется коэффициентом шлифования.
Результаты расчетов:
- Более высокое значение означает меньший износ шлифовального круга, но при этом снимается больше материала заготовки, высокую эффективность шлифования и длительный срок службы шлифовального круга.
- Более низкое значение означает, что шлифовальный круг изнашивается больше и снимает меньше материала заготовки, а эффективность шлифования низкая.
Соотношение между удельным износом и коэффициентом шлифования
Эти два показателя находятся в обратной зависимости:
- При небольшом износе шлифовального круга (низком удельном износе) коэффициент шлифования высокий, что означает хорошую эффективность шлифовального круга.
- При большем износе шлифовального круга (высокий удельный износ) коэффициент шлифования низкий, что свидетельствует о низкой эффективности шлифовального круга.
Для определенного материала заготовки выбор различных шлифовальных кругов и условий обработки будет влиять на изменение износа, величины шлифования и удельного износа шлифовального круга.
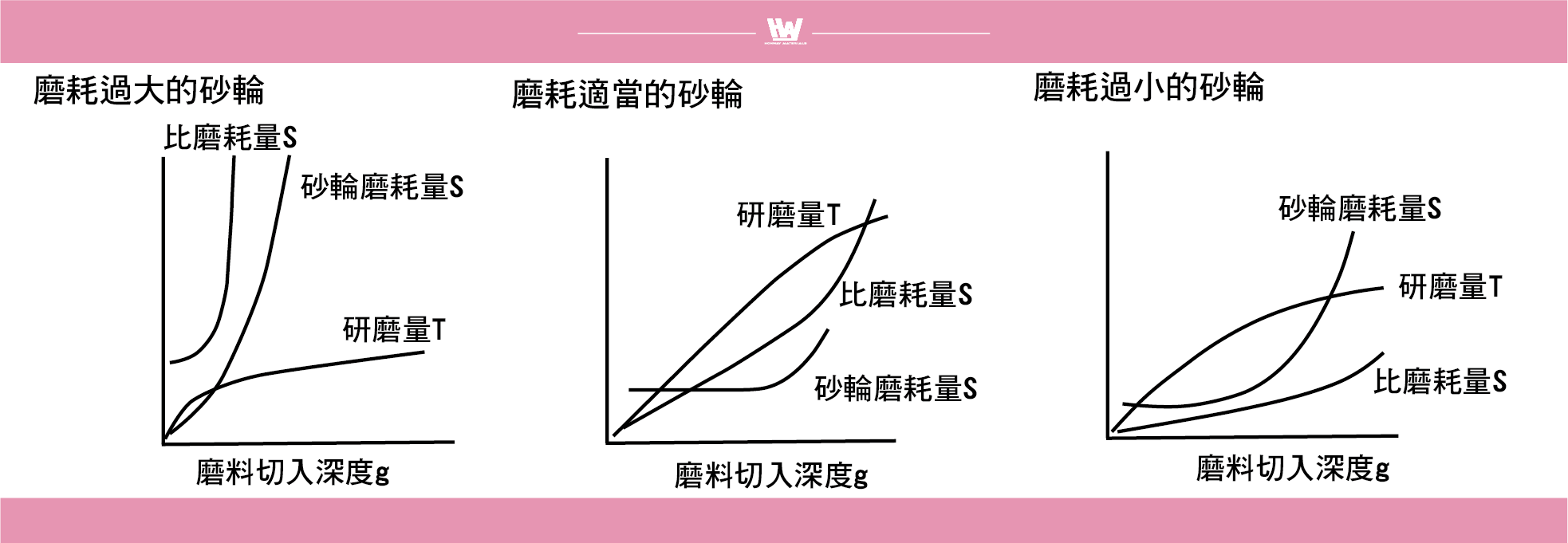
Износ шлифовального круга обычно пропорционален глубине абразивной режущей кромки. При небольшой глубине резания износ и величина шлифования увеличиваются линейно; Однако если износ слишком велик, то он резко возрастет, если глубина резания увеличится незначительно.
Круг средней абразивности сохраняет свойство самозатачивания, позволяя постепенно линейно увеличивать глубину шлифования до тех пор, пока глубина резания не станет очень большой. При слишком малом износе шлифовального круга объем шлифования может остановиться из-за заполнения по мере увеличения глубины резания.
Прямолинейный участок удельного износа представляет собой оптимальный практический диапазон шлифовального круга. Чем шире диапазон, тем стабильнее работа шлифовального круга.
Как выбрать шлифовальный круг в одинаковых условиях?
При тех же условиях и конечных качественных условиях, после расчета
Если вам нужна быстрая и высокая эффективность обработки из-за ограничений по времени, вам следует выбрать существующий средний шлифовальный круг «шлифовальный круг с более высокой эффективностью шлифования».
Если вам необходимо сэкономить сегодня, вам следует выбрать существующий средний шлифовальный круг «шлифовальный круг с высокой удельной скоростью износа».
Напоминание: в процессе оценки рекомендуется учитывать время и рабочую силу, чтобы получить наиболее эффективное решение!
Как определить время правки шлифовального круга?
Интервал правки шлифовального круга — это интервал времени, через который шлифовальный круг необходимо править во время использования, или частота правки, выраженная в единицах объема шлифования, выполненного шлифовальным кругом.
В идеале шлифовальный круг должен сохранять свою режущую способность посредством самозатачивания. Однако в ходе фактической обработки шлифовальный круг может оказаться непригодным для дальнейшего использования из-за таких проблем, как деформация формы, вибрация и шум.
Стандарты срока службы шлифовальных кругов
- Износ: Срок службы шлифовального круга заканчивается, когда его диаметр уменьшается до определенной степени или достигается определенная степень износа.
- Плавный износ: когда отношение площади износа режущей кромки (отношение площади износа режущей кромки к общей площади) достигает 8~10%, сила резания резко возрастает, сопротивление шлифованию приводит к появлению прижогов, и срок службы заканчивается. Или при шлифовании твердых материалов, когда шлифовальный круг теряет свою режущую способность из-за гладкости, продолжение шлифования приведет к ухудшению качества обработанной поверхности, например, к усилению вибрации или снижению качества поверхности. На этом этапе можно считать окончание срока службы шлифовального круга.
В конечном счете, промышленное определение гласит, что конечная точка наступает тогда, когда шлифовальный круг больше не может шлифовать.
Другим критерием является срок службы шлифовального круга, то есть круг может использоваться до тех пор, пока на обработанной поверхности не возникнет неисправность.
Такие отклонения, как: обгорание поверхности, ухудшение точности обработки, отклонения в силе шлифования, мощности шлифования, звуке шлифования и вибрации шлифовального станка, можно рассматривать как конечную точку.
Влияние условий шлифования на срок службы шлифовального круга
1. Стандарт соотношения площади режущей кромки: когда совокупное расстояние шлифования абразива достигает соотношения площади режущей кромки 8%, чем ниже степень сцепления или увеличивается окружная скорость заготовки, тем больше глубина резания абразива, абразив легче отслаивается или ломается, тем меньше площадь износа и, следовательно, дольше срок службы.
2. Показатель определенного уровня износа: срок службы — это время, необходимое для уменьшения диаметра шлифовального круга на определенную величину до появления следов вибрации на заготовке. Зависимость между временем шлифования и различными условиями шлифования заключается в том, что чем больше абразивная нагрузка, представленная глубиной проникновения абразива, тем короче срок службы.
Жизненные соображения в практическом применении
- Промышленное суждение: Срок службы шлифовального круга удобнее определять по времени, в течение которого шлифовальный круг не может резать, или по количеству шлифования.
- Инженерный анализ: основное внимание уделяется анализу сохранения шлифовальной способности каждой режущей кромки в течение определенного времени или расстояния.
заключение
Срок службы шлифовального круга зависит от условий шлифования и критериев оценки срока службы. Если в качестве ориентира использовать соотношение площади режущей кромки, то низкая степень сцепления и соответствующая скорость обработки заготовки способствуют продлению срока службы; Если в качестве ориентира взять определенную величину износа, чрезмерная скорость обработки заготовки, глубина резания и абразивная нагрузка сократят срок службы. Разумный выбор шлифовального круга
действие
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- 當前測量的表面粗糙度是否達到您預期的目標>>>Сравнительная таблица шлифования, полирования и шероховатости поверхности
- Различные виды абразивных шлифовальных кругов >>Шлифовальный эффект абразивного шлифовального круга
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- Как править шлифовальный круг?>>Методы правки и заточки шлифовальных кругов
- Различные состояния шлифования режущей кромки. >>Углубить понимание формы, изменения и механизма самозатачивания режущей кромки шлифовального круга.
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
