
Шлифование — это технология точной обработки поверхности. В этом процессе контроль шероховатости обрабатываемой поверхности является одним из ключей к обеспечению качества заготовки.
Шероховатость поверхности не только влияет на внешний вид и текстуру изделия, но и напрямую связана с его функциональными возможностями, такими как износостойкость и усталостная долговечность. Однако на процесс шлифования влияет множество факторов, включая выбор шлифовального круга, глубину резания, скорость подачи и т. д. Если эти факторы не контролируются точно, это может привести к неудовлетворительной шероховатости поверхности.
В этой статье подробно рассматриваются определение, факторы влияния и методы улучшения шероховатости поверхности, чтобы помочь читателям понять, как эффективно улучшить качество поверхности при шлифовальной обработке.
Основной целью шлифования является получение идеальной обработанной поверхности, и при шлифовании возникают три основные проблемы:
- Гладкость обработанной поверхности: то есть контроль шероховатости поверхности, гладкость обработанной поверхности и способы соответствия требованиям.
- Точность обработанной поверхности: то есть достигает ли обработанная поверхность ожидаемого результата обработки, что включает в себя процесс создания формы и размера.
- Стабильность обработанной поверхности: то есть, ухудшается ли поверхность из-за механического воздействия или термической нагрузки в процессе шлифования.
※В этой главе в основном обсуждается гладкость обработанной поверхности.
Оглавление
Прежде чем перейти к теме, позвольте мне сделать для вас несколько дополнений.
Определение шероховатости поверхности
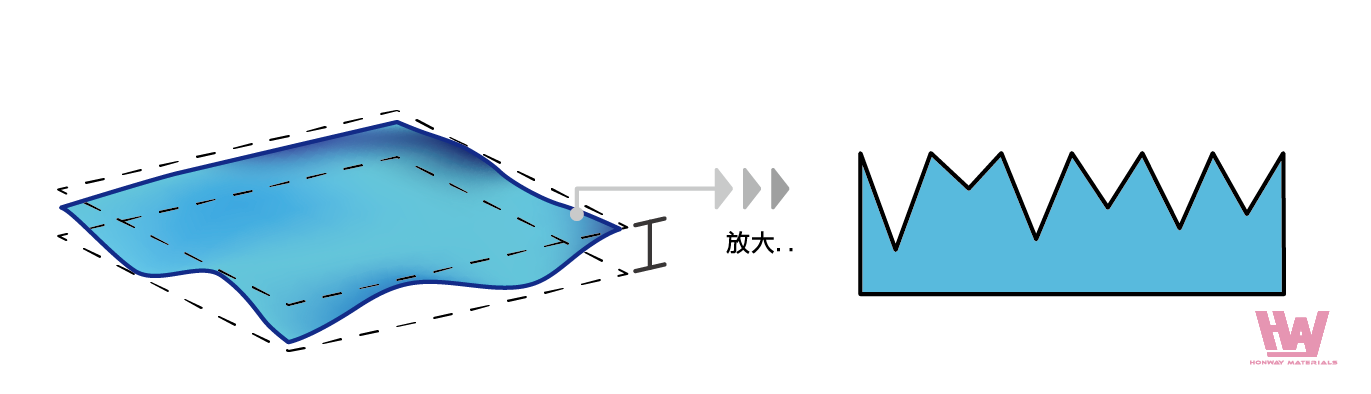
Шероховатость поверхности
Относится к небольшим неровностям на поверхности, вызванным механической обработкой или другой обработкой. Эти неровности повлияют на тактильные ощущения от поверхности. Представьте себе ощущение прикосновения листа бумаги и наждачной бумаги. Поверхность наждачной бумаги относительно шероховатая. Согласно определению JIS B 0601, шероховатость поверхности в основном обусловлена такими факторами, как геометрия инструмента, угол наклона режущего инструмента и абразивные частицы в процессе обработки. Например, такие процессы, как точение, фрезерование или шлифование, могут создавать определенные вогнутые и выпуклые элементы на поверхности заготовки.
(Дополнительная информация: Что такое шероховатость поверхности?)
Как выразить шероховатость поверхности
Существуют различные способы выражения шероховатости поверхности. Вот некоторые распространенные виды шероховатости поверхности:
- Максимальная высота шероховатости Rmax (мкм): относится к максимальному вертикальному расстоянию от самой высокой точки до самой низкой точки на кривой шероховатости поверхности. Он отражает экстремальные изменения шероховатости поверхности.
- Средняя шероховатость центральной линии Ra (мкм): Также известна как средняя арифметическая шероховатость, представляет собой среднее абсолютное отклонение сегмента образца от кривой шероховатости поверхности. Ra — наиболее часто используемый параметр шероховатости, который отражает степень общей шероховатости.
- Средняя шероховатость по десяти точкам Rz (мкм): рассчитывается путем суммирования средней высоты пяти самых высоких пиков и средней глубины пяти самых низких впадин на кривой шероховатости. Rz в основном используется для описания более крупных характеристик шероховатости поверхности.
- Среднеквадратическая шероховатость Rrms (мкм): Также известная как среднеквадратическая шероховатость, она получается путем взятия среднего квадратичного значения отклонений каждой точки от центральной линии на кривой шероховатости поверхности с последующим извлечением квадратного корня. Rrms имеет более высокую чувствительность и может более точно отражать характеристики поверхности.
(Дополнительная литература: Термины и определения шероховатости поверхности)
В следующей таблице показана взаимосвязь между шероховатостью поверхности, классификацией, шириной эталонной поверхности и треугольной отметкой.
| Шероховатость поверхности | Диапазон шероховатости поверхности (мкм) | Знак треугольника | Ширина опорной поверхности (длина одной стороны, мм) |
| 0.1-S | 0,1 или меньше | ▽▽▽▽ | 0.3 |
| 0.2-S | 0,2 или меньше | ||
| 0,4 -S | 0,4 или меньше | ||
| 0.8-S | 0,8 или меньше | ||
| 1.5-S | 1,5 или меньше | ▽▽▽ | 1 |
| 3-S | 3 или меньше | ||
| 6-S | 6 или меньше | ||
| 12-S | Меньше 12 | ▽▽ | 3 |
| 18-S | Меньше 18 | ||
| 25-S | Меньше 25 | ||
| 35-S | Меньше 35 | ▽ | 5 |
| 50-S | Меньше 50 | ||
| 70-S | Меньше 70 | ||
| 100-S | Меньше 100 | ||
| 140-S | Меньше 140 | 10 | |
| 200-S | Меньше 200 | ||
| 280-S | Меньше 280 | ||
| 400-S | Меньше 400 | ||
| 500-S | Меньше 500 |
(Дополнительная информация: Сравнительная таблица шлифовки, полировки и шероховатости поверхности)
Эти параметры выбираются в соответствии с реальными потребностями и используются для описания различных степеней шероховатости поверхности. Ra является наиболее часто используемым стандартом в промышленности, в то время как Rz и Rmax часто используются для определения характеристик шероховатости некоторых специальных функций или сценариев применения.
※Rz широко используется в Японии.
Давайте начнем:
Влияние условий шлифования на шероховатость обработанной поверхности
Перед обработкой мы сначала подумаем, как добиться идеального качества «поверхности», а затем подумаем о процессе шлифования, соответствующих абразивах и инструментах для его достижения.
После сортировки и обобщения мы получили следующий общий вывод:
- Чем больше скорость заготовки, тем больше шероховатость поверхности.
- Чем меньше окружная скорость шлифовального круга, тем больше шероховатость поверхности.
- Чем меньше радиус шлифовального круга и заготовки, тем больше шероховатость поверхности.
- Объем резки не имеет прямой зависимости от шероховатости поверхности.
- Чем больше размер абразивных частиц, тем больше шероховатость поверхности.
- Чем больше эквивалентный передний угол абразива, тем меньше шероховатость поверхности.
Особенно большое влияние оказывает плотность режущей кромки абразива. Для получения качественно обработанной поверхности необходимо выровнять высоту режущей кромки поверхности шлифовального круга и увеличить плотность путем соответствующей правки.
Кроме того, мы обсудим и предложим простые решения в двух частях, чтобы обеспечить оперативное принятие решений на месте происшествия.
- Влияние размера абразивных частиц и шероховатости поверхности связующего
- Процесс шлифования и факторы окружающей среды: объем резания, скорость подачи, воздействие вибрации, остаточный износ и т. д.
Влияние размера абразивных частиц и шероховатости поверхности связующего
Влияние размера частиц:
Размер зерна, то есть размер частиц абразива. Чем меньше число частиц, тем крупнее частицы. Например, №36 намного грубее, чем №600, и аналогично, №600 грубее, чем №3000.
(Если это звучит для вас неопределенно, самый быстрый способ — пойти в ближайший супермаркет или художественный клуб, чтобы на самом деле потрогать наждачную бумагу.)
Вот некоторые выводы:
- Чем мельче размер (количество) частиц, тем меньше шероховатость обрабатываемой поверхности (тем она глаже).
- При том же методе измельчения эффект улучшения уменьшения размера частиц более существенен.
- Однородность и постоянство абразива, а также прочность способствуют улучшению качества обработанной поверхности.
- Соответствующая структура шлифовального круга (организация, степень сцепления) и условия эксплуатации позволяют лучше проявить эффект мелкозернистых абразивов.
Влияние степени связывания:
Степень сцепления характеризует прочность сцепления абразива со шлифовальным кругом (для ее обозначения мы используем термины «мягкий» и «твердый»).
Он имеет в виду прочность адгезии «связки» (электропластика, металл, керамика, смола), а не прочность самого абразива.
После выбора подходящей прочности и метода обработки ключевым моментом является то, что «шлифовальный круг с твердой связкой помогает улучшить обработанную поверхность».
но! Слишком большая сила также может вызвать следующие проблемы:
- Сглаживание, набивка шлифовального круга
- Шлифовка сожженная
- Толщина поверхностного метаморфического слоя увеличивается
- Снижение износостойкости
Причина в том, что шлифовальный круг с прочной связкой хорошо сцепляется с абразивом и может обеспечить хороший «поверхностный» эффект, но при этом абразив будет меньше отслаиваться, что приведет к вышеупомянутым проблемам, что требует внимания.
Процесс шлифования и факторы окружающей среды: объем резания, скорость подачи, воздействие вибрации, остаточный износ и т. д.
Влияние глубины резания:
С увеличением глубины резания пропорционально увеличивается шероховатость поверхности.
Глубина проникновения абразива пропорциональна квадратному корню из величины проникновения, а сила резания увеличивается, что приводит к следующему:
- Повреждения и износ режущей кромки
- Вторичные эффекты ухудшают шероховатость обработанной поверхности.
- Механическое усиление вибрации
Решение: Если вы обнаружили, что качество поверхности ухудшилось или механическая вибрация слишком сильная, рекомендуется пересмотреть и отрегулировать настройки величины резания и величины ближней подачи. Если проблем нет, вы можете обратиться к другим влияющим вопросам для обработки.
Влияние скорости подачи:
- Чем выше скорость подачи, тем линейно увеличивается шероховатость поверхности.
Метод: Его можно регулировать вместе с количеством резки. Если проблем нет, вы можете обратиться к другим влияющим вопросам для обработки.
Эффекты вибрации:
Относительная вибрация между шлифовальным кругом и заготовкой вызовет:
- Плотность режущей кромки уменьшается, шероховатость поверхности увеличивается, особенно усиливается волнистость поверхности.
- Поверхность шлифовального круга ударяется о заготовку, и абразив шлифовального круга отваливается, что еще больше увеличивает шероховатость поверхности.
Метод: Причиной вибрации могут быть не только процессы подачи и резки, но иногда и окружающая среда. Вот некоторые методы оценки:
Факторы окружающей среды:
Проверка уровня установки: убедитесь, что все винты основания плотно соприкасаются с полом. Используйте уровень, чтобы проверить горизонтальность спереди и сзади оборудования. Неправильная установка может вызвать резонанс.
Пол — не монолитный: если вибрация сохраняется после регулировки, возможно, причина в пустотелости пола. Используйте резиновые прокладки толщиной 6–10 мм под ножки станка (рекомендуется ослабить винты основания) — это поможет погасить вибрации.
Примечание: Это не вопрос качества монтажа пола, а особенностей материала. Цельные плиты глушат вибрации лучше, чем полы, залитые цементом или с пустотами.
Резонанс оборудования: если эффекта нет, разместите оборудование, создающее сильную вибрацию, отдельно.
※Причина: если вы выполняете прецизионное шлифование поверхностей, не рекомендуется размещать станок рядом со станками, такими как пробивные прессы и токарные станки, которые подвержены вибрации. Как судить? Выключите кофемолку и положите на нее руку, чтобы почувствовать ее. Если вы чувствуете вибрацию, значит, на него что-то повлияло.
Оборудование и обработка:
1. Неравномерный размер шлифовального круга: использование шлифовального круга с неравномерным абразивом может легко привести к нестабильности центра тяжести во время вращения, что приведет к вибрации.
2. Неправильный размер отверстия фланца: Отверстия фланца с неправильными размерами могут подпрыгивать после установки, вызывая вибрацию, поэтому обязательно уточните правильный размер при покупке.
※Дополнительное знание: Это очень важно! Неправильные фланцевые отверстия могут легко стать причиной взрывов в процессе шлифования, что требует особого внимания. Как правило, высококачественные фланцевые круги не нуждаются в калибровке. После установки их можно использовать сразу после ремонта шлифовального круга. Однако если фланец колеса искривлен, 1. используйте балансировочный блок, 2. замените фланец.
3. Величина подачи и глубина резания: Чрезмерная глубина резания и скорость подачи могут легко привести к вибрации шлифовального круга. В тяжелых случаях возможна деформация шпинделя шлифовального круга, что не стоит потерь. Рекомендуется уменьшить подачу и количество резки.
Влияние остаточного износа:
Первоначально кромка шлифовального круга не будет полностью прилегать к поверхности заготовки, оставляя неудаленный материал на поверхности заготовки. Эти зазоры будут вызывать искры во время шлифования. По мере того как поверхность становится более гладкой, остаточный износ уменьшается, а шероховатость поверхности уменьшается.
Для улучшения шероховатости увеличьте количество циклов шлифования, уменьшите объем резания и скорость подачи, что может снизить остаточный износ и улучшить шероховатость. Например, при тонком шлифовании предположим, что начальная величина резания постепенно уменьшается до 0 до конечной величины резания. После многократной шлифовки шлифовальный круг №36 также может получить обрабатываемую поверхность толщиной 1 мкм.
Вывод — Ниже приведены некоторые причины, по которым шероховатость поверхности может увеличиться в процессе шлифования:
- Большой остаточный износ
- Деформация шпинделя шлифовального круга
- вибрация
- Износ шлифовального круга
заключение
Шероховатость поверхности является важным показателем качества шлифовальной обработки, который напрямую влияет на текстуру поверхности и функциональность заготовки. В процессе шлифования на шероховатость обработанной поверхности влияют многочисленные факторы, такие как скорость заготовки, окружная скорость шлифовального круга, размер абразивных частиц, степень сцепления и объем резания. Точный контроль этих параметров позволяет добиться желаемой гладкости поверхности и снижает негативные последствия чрезмерной шероховатости, такие как осыпание абразива, прижоги и ухудшение качества поверхности. Ключом к улучшению шероховатости является оптимизация условий шлифования, включая выбор подходящего шлифовального круга, контроль скорости подачи и объема резания, а также выполнение разумной правки и многократной шлифовки. Благодаря этим средствам можно не только улучшить качество поверхности, но и продлить срок службы заготовки, а также достичь целей высокоточной обработки.
действие
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- Различные виды абразивных шлифовальных кругов >>Шлифовальный эффект абразивного шлифовального круга
- Измерение шероховатости — линия и поверхность>>RРазличия между RA и SA
- Различия в различных измерениях>>Термины и определения шероховатости поверхности
- Поверхность шероховатая или нет, свет не гладкий>>Что такое шероховатость поверхности?
- 當前測量的表面粗糙度是否達到您預期的目標>>>Сравнительная таблица шлифования, полирования и шероховатости поверхности
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Термины и определения шероховатости поверхности
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Вас также может заинтересовать…
[wpb-random-posts]
