
В процессе прецизионного шлифования правка шлифовального круга является важнейшим звеном, напрямую влияющим на производительность резания, точность обработки и качество поверхности заготовки. Благодаря правильным методам правки и настройке параметров можно гарантировать, что шлифовальный круг сохранит хорошую форму и режущую способность, тем самым повысив эффективность обработки и продлив срок службы шлифовального круга.
Методы правки делятся на черновую и чистовую правку. Они существенно различаются по результатам, а ключевые параметры, такие как скоростное соотношение, осевая подача, число оборотов на выдержке и скорость подачи, необходимо настраивать в соответствии с конкретными задачами обработки.
Учитывая разнообразие вариантов применения и требований к заготовкам, понимание и освоение этих технологий правки может эффективно оптимизировать процесс шлифования и обеспечить стабильное качество обработки и эффективную производительность производства.
Оглавление
Что такое черновая правка?
Черновая правка означает, что направление резания ролика совпадает с направлением подачи заготовки.
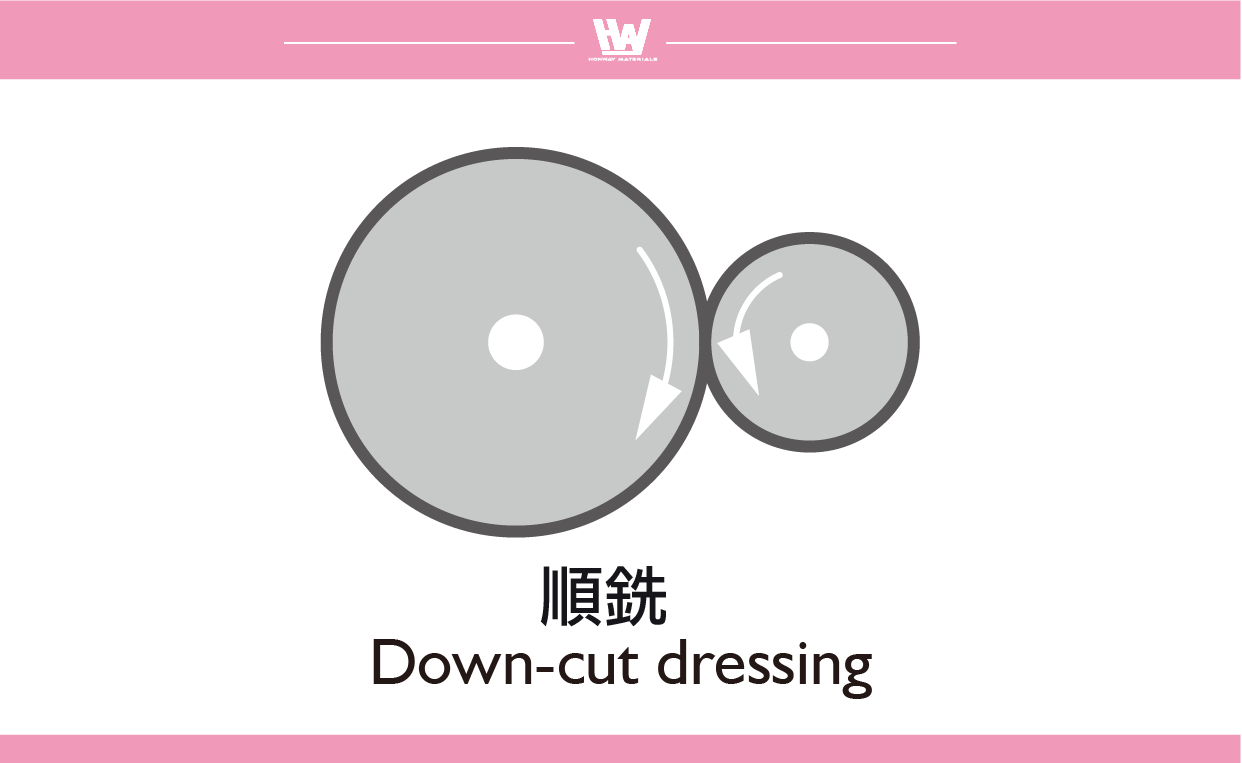
Особенность
- Высокая эффективная шероховатость: подходит для получения грубой поверхности круга и увеличения скорости съема материала.
- Сильное влияние скоростного соотношения: изменение соотношения скоростей ролика и круга позволяет значительно корректировать шероховатость для разных задач.
Применение
- Применение: подходит для правки профилей, подверженных перегреву, и для высокопроизводительной обработки.
Что такое чистовая правка?
Это в основном означает, что направление резания ролика противоположно направлению подачи заготовки.
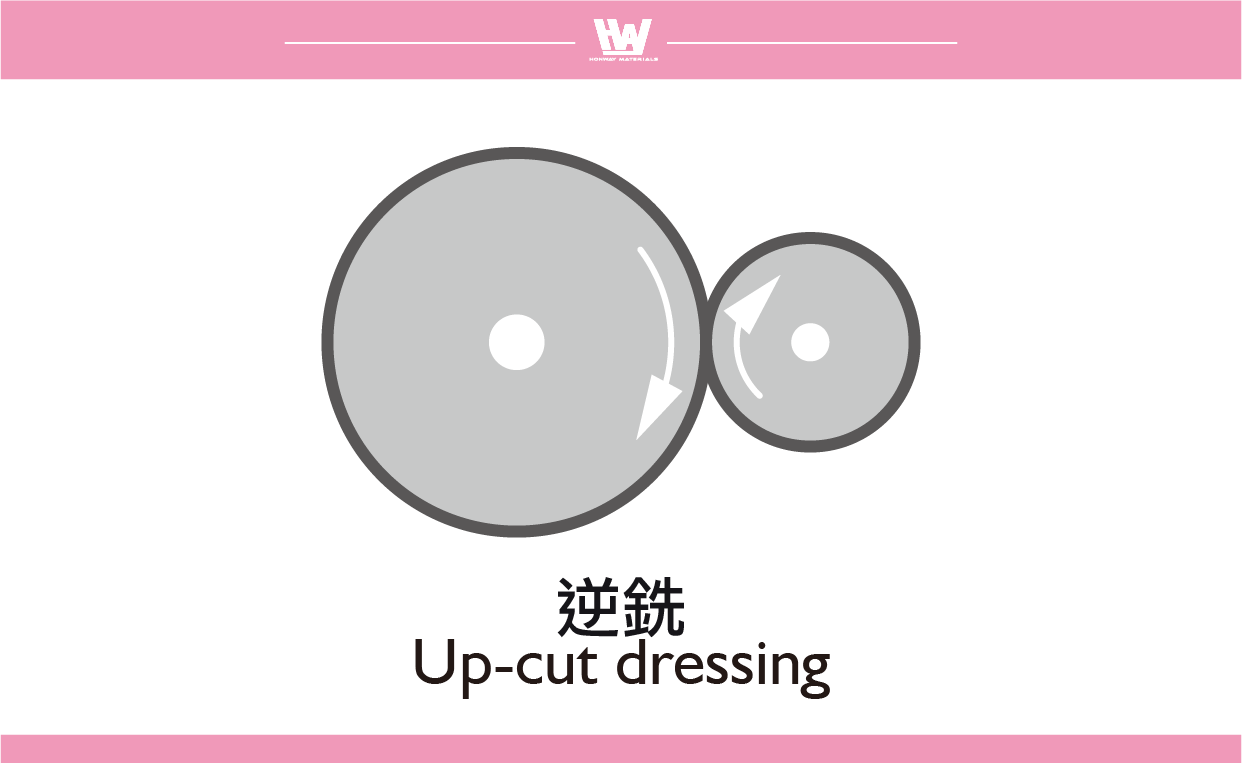
Особенность
- Низкая эффективная шероховатость: обеспечивает более гладкую поверхность круга и повышает точность обработки.
- Меньшее влияние скоростного соотношения: даже при его изменении эффект менее выражен по сравнению с черновой правкой.
Применение
Используется для финишной правки профилей, не подверженных перегреву.
Вывод
- Правка попутным фрезерованием подходит для грубой шлифовки и высокопроизводительной обработки, поскольку ее эффективная шероховатость выше, что позволяет шлифовальному кругу быстрее снимать материал, а также подходит для тонкой шлифовки критических контуров, склонных к пригоранию.
- Встречное фрезерование подходит для точной обработки, может обеспечить меньшую шероховатость поверхности, подходит для тонкого шлифования с высокими требованиями к гладкости и подходит для некритических контуров, которые трудно обжечь в процессе шлифования.
Таким образом, мы можем выбрать прямое или обратное фрезерование в зависимости от наших потребностей.
Четыре ключевых параметра, влияющих на шероховатость
После выбора направления правки нам необходимо понять, как различные заданные нами значения повлияют на шероховатость поверхности. Существует четыре основных параметра, которые влияют на шероховатость поверхности шлифовального круга: передаточное отношение, скорость осевой подачи, скорость выдержки и скорость подачи.
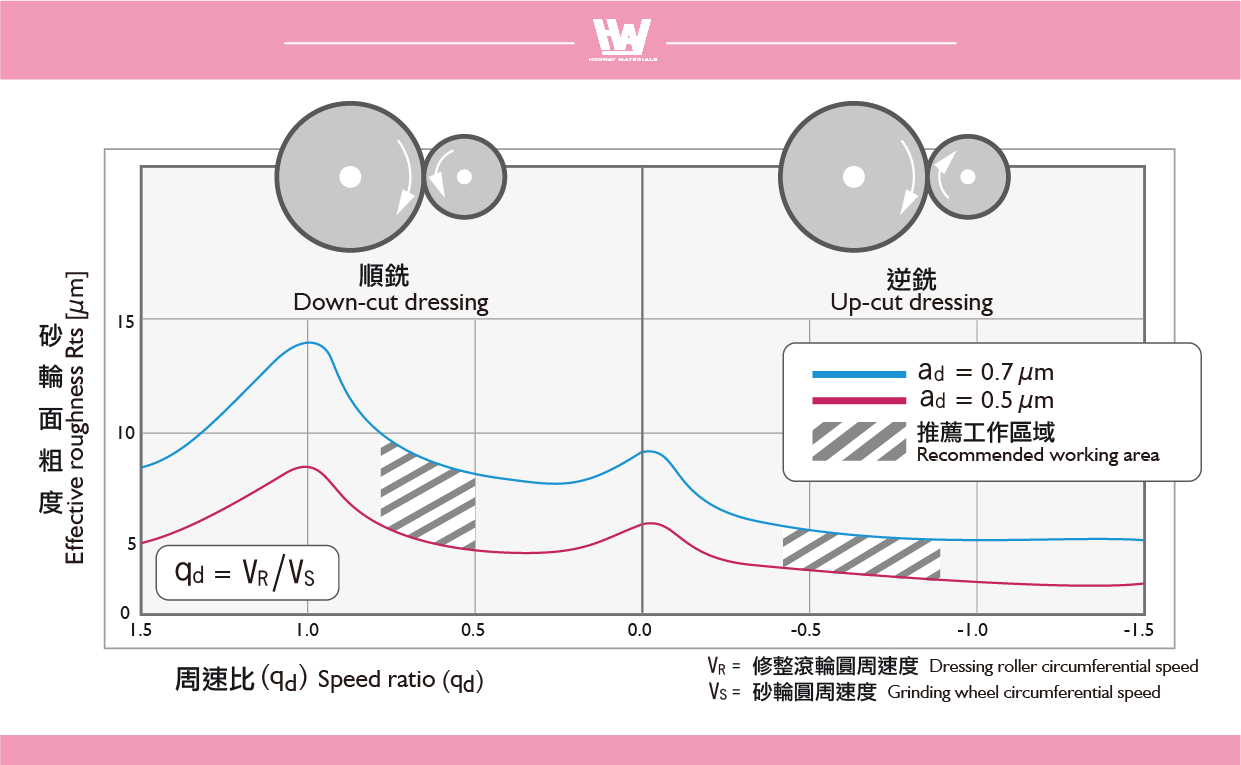
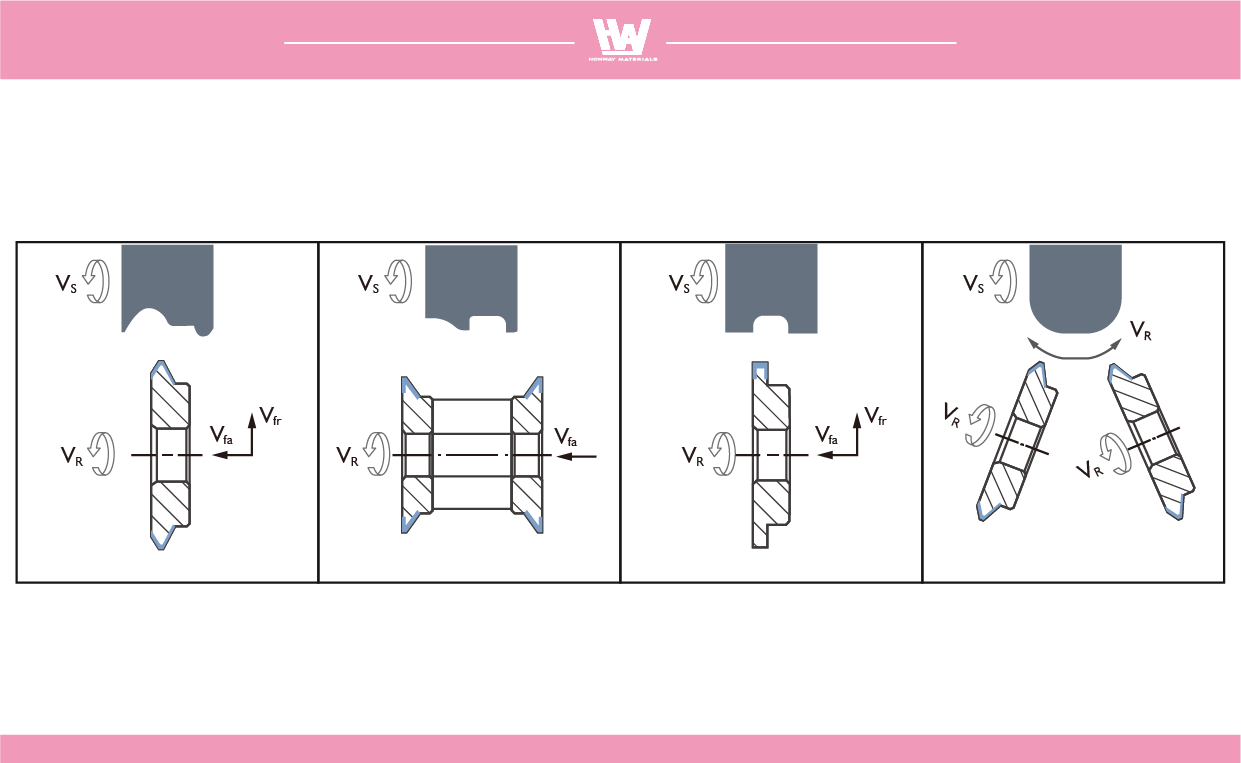
Скоростное соотношение (qd)
Наибольшее влияние на шероховатость поверхности оказывает деление окружной скорости правящего ролика на число оборотов шлифовального круга, то есть: qd=VS/VR
- qd↑ (высокое соотношение): грубая поверхность, высокая производительность.
- qd↓ (низкое соотношение): гладкая поверхность, высокая точность.
Важно: избегать qd ≈ 1 — это может привести к чрезмерному износу круга или повреждению ролика.
Осевая скорость подачи (V)
Это скорость подачи ролика вдоль оси во время правки.
Увеличение подачи:
- При черновой правке подача выше, чем при чистовой.
- Чем выше скорость подачи, тем выше эффективная шероховатость шлифовального круга, что делает его более подходящим для грубого шлифования с высокой скоростью съема материала.
Уменьшенная скорость подачи
- При более низких скоростях подачи процесс правки более деликатный, что обеспечивает более гладкую поверхность круга.
- Подходит для тонкого шлифования с высокими требованиями к чистоте обработки, что позволяет снизить шероховатость поверхности заготовки и повысить точность обработки.
Обычно рекомендуемый диапазон скоростей осевой подачи
- Черновая правка: 100–300 мм/мин
- Чистовая правка: 30–100 мм/мин
Скорость подачи следует настраивать по условиям обработки для оптимального баланса между качеством и износом
Скорость выдержки (na)
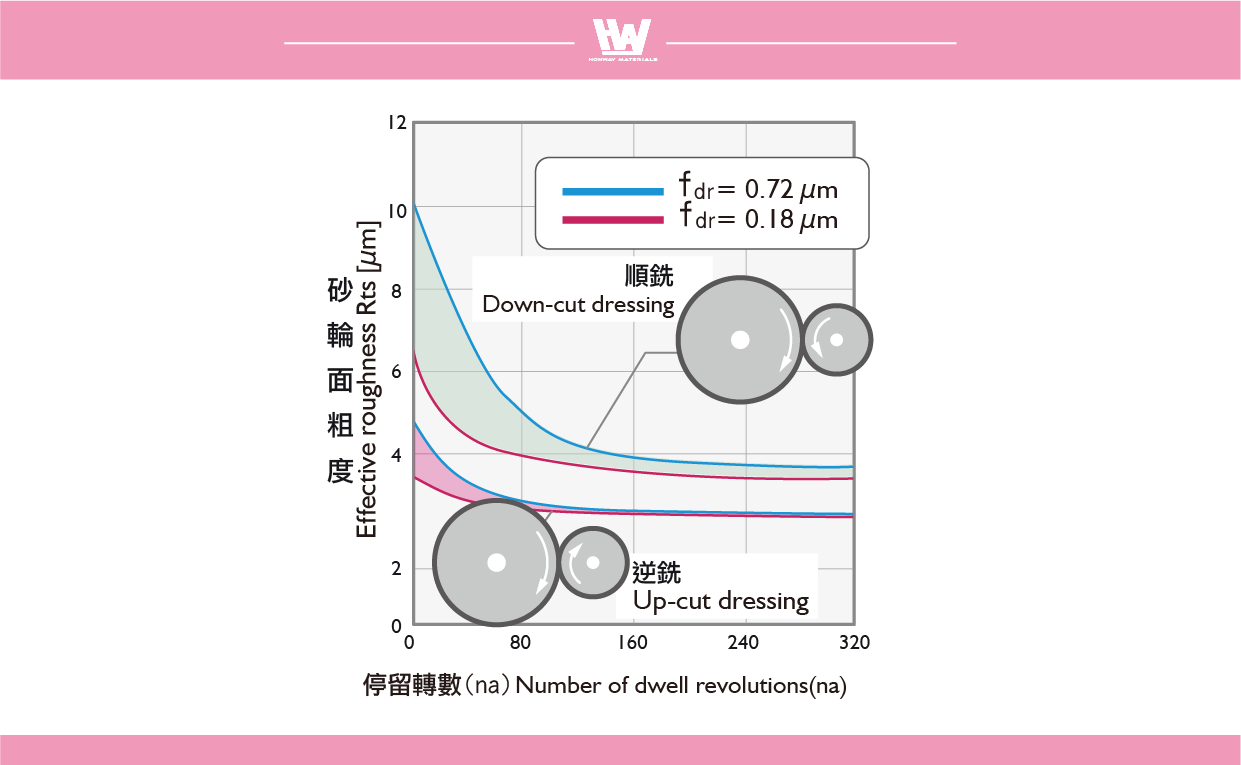
na↑ (увеличение оборотов): снижает шероховатость, но может привести к переобработке.
na↓ (уменьшение оборотов): повышает шероховатость, но может вызвать неравномерную правку.
Рекомендуемое время выдержки при чистовом фрезеровании снизу и снизу
- Черновая правка: около 150 оборотов
- Чистовая правка: около 50 оборотов
Примечание: При высокой шероховатости можно повысить обороты для улучшения качества.
Если возникает ожог круга:
При слишком низких оборотах возможен перегрев. Увеличьте обороты на выдержке для стабильного результата и снижения тепловых повреждений.
Скорость подачи (Ad)
Подача ролика на каждый оборот круга.
Увеличение подачи (больше при черновой правке) повышает шероховатость.
Рекомендуемая скорость подачи:
- Стандартная скорость подачи: 0,25–0,5 мкм/оборот круга.
- Общая подача: должна быть как можно меньше, чтобы восстановить профиль колеса (обычно 0,03 мм).(通常 <0.03 mm)。
- Непрерывная правка: Инструмент подается со скоростью 0,2 мкм/оборот шлифовального круга.
Стандартный ассортимент кормов:
- Грубый помол: 0,1–0,5 мм
- Тонкий помол: 0,005–0,05 мм
※ Во время правки скорость подачи в основном зависит от типа правящего ролика, требуемого профиля шлифовального круга, условий резания и от того, является ли шлифование грубым или тонким. В связи с многочисленными условиями применения мы можем вносить корректировки только в соответствии со стандартными значениями.
Выбор формы ролика
Метод применения В зависимости от желаемого профиля шлифовального круга требуются различные типы правящих роликов.
Распространённые инструменты для правки
Алмазный ролик >>Алмазный ролик
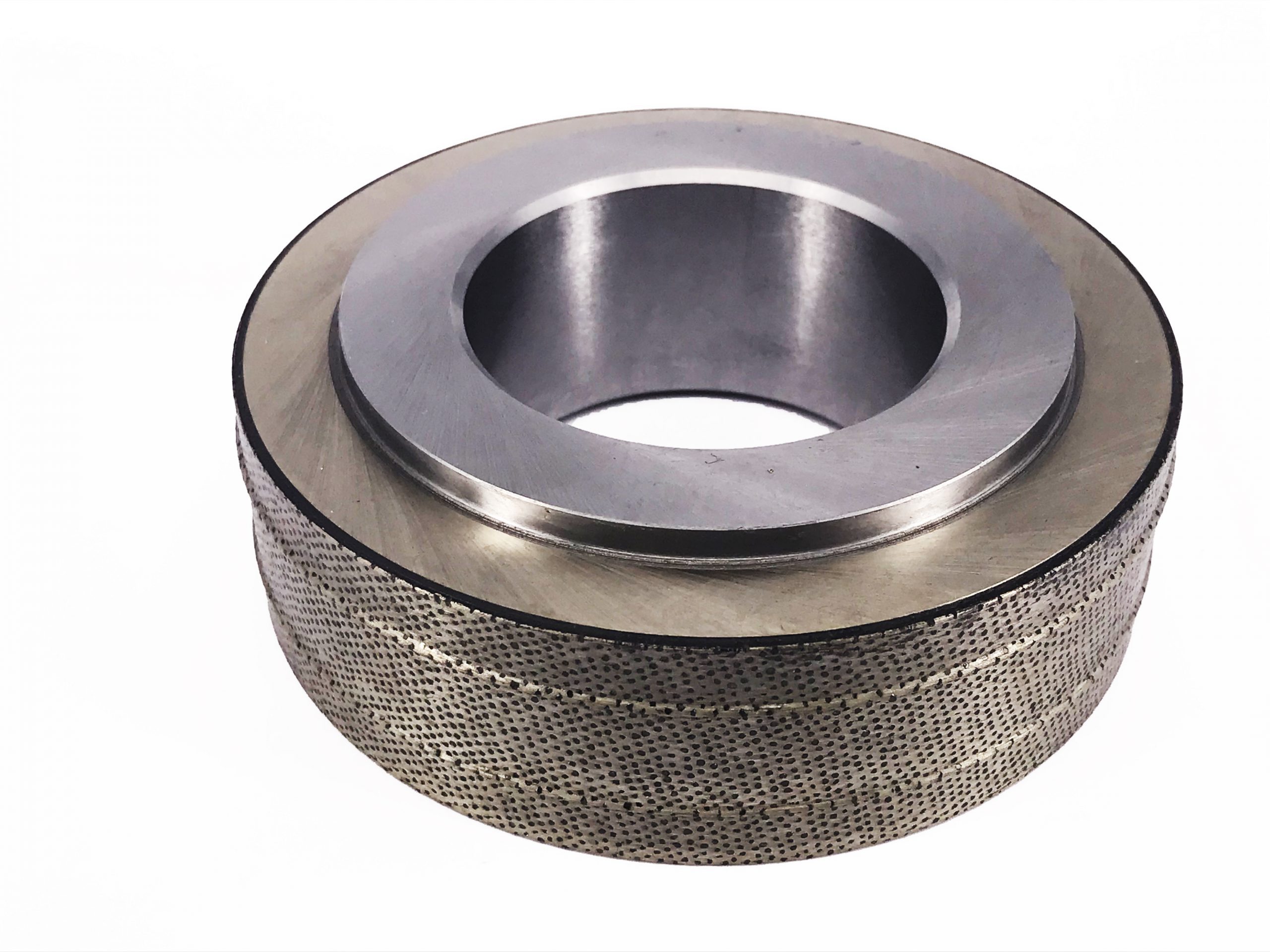
- Процесс: Обратная гальванопластика, спекание
- Введение: Алмазный правящий ролик может стать наилучшим решением для оптимизации процесса при выполнении формовки шлифовального круга. В основном применяется для правки высокоточных формовочных шлифовальных кругов (материалы: оксид алюминия, карбид кремния, шлифовальные круги из КНБ и т. д.).
- Применимо к: подшипникам, шарико-винтовым парам, направляющим рельсам, зубчатым передачам, инструментам, деталям автомобильной и аэрокосмической промышленности и другим прецизионным компонентам. Автоматизированная правка для поддержания точности формы шлифовального круга во время профильного или пакетного шлифования.
заключение
Метод и настройка параметров правки шлифовального круга оказывают решающее влияние на качество шлифования и эффективность обработки. Попутное и встречное фрезерование имеют разные характеристики. Первый вариант подходит для эффективного удаления материала и грубого шлифования, а второй — для точной обработки и задач, требующих высокого качества отделки. К основным параметрам, влияющим на эффект правки, относятся передаточное отношение, скорость осевой подачи, скорость выдержки и скорость подачи. Изменение каждого параметра напрямую влияет на шероховатость поверхности и стабильность правки шлифовального круга. Разумная регулировка этих параметров может гарантировать, что процесс правки не только сохранит режущую способность шлифовального круга, но и продлит срок его службы, тем самым улучшив общее качество обработки. Кроме того, выбор правильной формы ролика для правки в соответствии с требованиями обработки также является ключом к обеспечению точного профиля шлифовального круга и стабильного эффекта правки. На практике метод правки и настройки параметров должны гибко настраиваться в соответствии с конкретными условиями работы и требованиями к заготовке для достижения наилучшего эффекта шлифования и стабильности обработки.
действие
- Почему при шлифовании выделяется тепло?>>Теплота шлифования
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- 當前測量的表面粗糙度是否達到您預期的目標>>>Сравнительная таблица шлифования, полирования и шероховатости поверхности
- Различные виды абразивных шлифовальных кругов >>Шлифовальный эффект абразивного шлифовального круга
- Что делать, если поверхность испортилась>>Глубокий анализ шлифования для предотвращения ухудшения качества поверхности?
- Поверхность шероховатая или нет, свет не гладкий>>Что такое шероховатость поверхности?
- Различные состояния шлифования режущей кромки. >>Углубить понимание формы, изменения и механизма самозатачивания режущей кромки шлифовального круга.
- .Как выбрать процесс алмазного ролика>>Процесс алмазного ролика
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Вас также может заинтересовать…
[wpb-random-posts]
