
Описание:
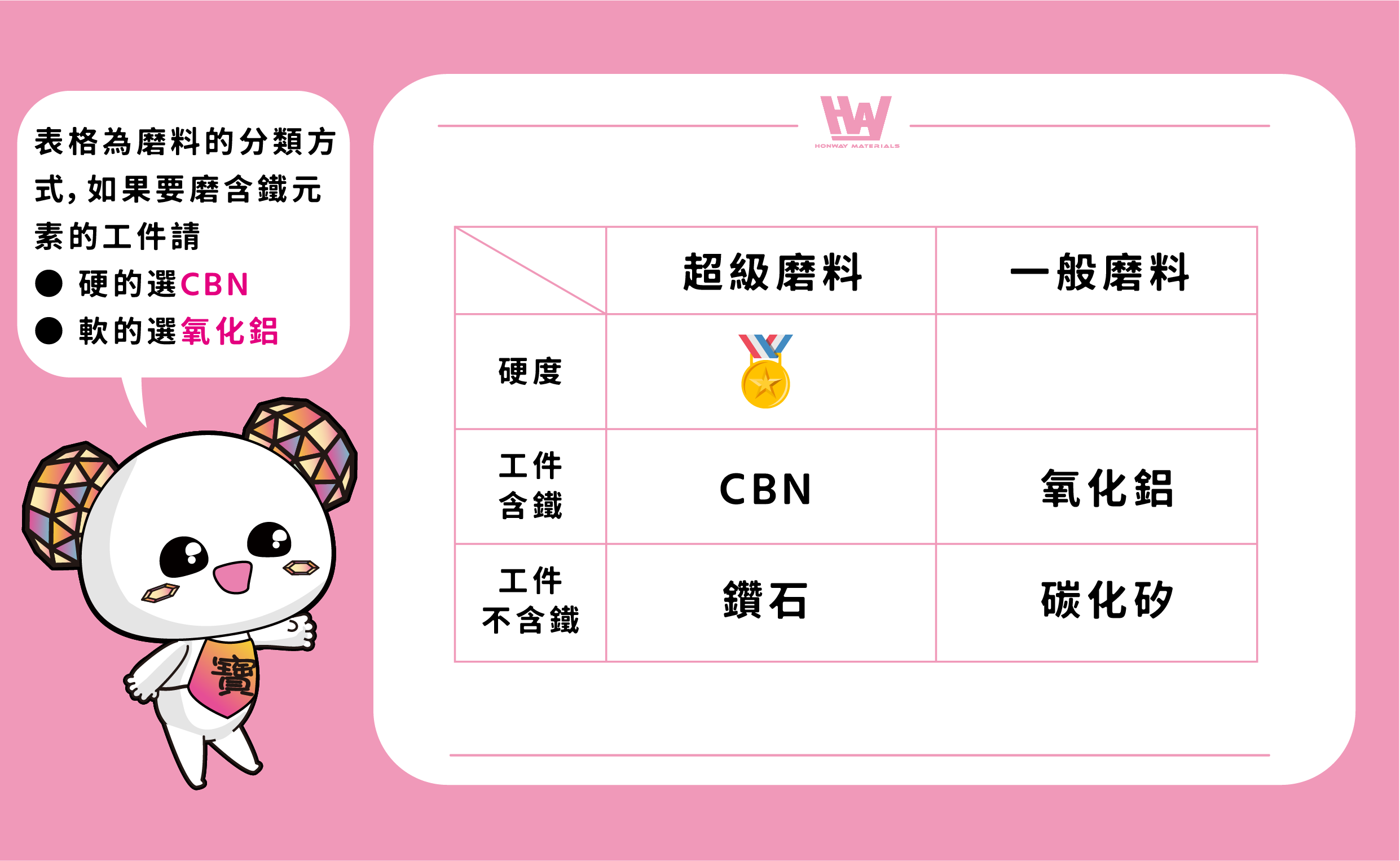
Метод классификации абразивов
Существует два типа: 1. Сверхтвердый абразив и обычный абразив; 2. Железо, поддающееся измельчению, и железо, не поддающееся измельчению.
Разница между суперабразивными шлифовальными кругами и обычными абразивными шлифовальными кругами по структуре
 |  | |
| структура | Сверхтвердые абразивы обычно имеют металлический диск (тайваньское золото) в качестве внутреннего слоя и абразивную связку в качестве внешнего слоя. | Общие абразивы обычно изготавливаются из прессованного абразива. |
| Доступная площадь | Шлифовать можно только внешнюю абразивную толщину. | Цельное зерно можно измельчать |
| Цена на абразив | высокий | Низкий |
Каковы методы склеивания суперабразивов?
1. Метод смолы 2. Метод металла 3. Метод гальванопластики 4. Керамический метод
Скорость абразивного износа
3Электроформовка<1Смола<4Керамика<2Металл
Влияние абразивной связки на удаление стружки
3Метод гальванопластики>4Керамический метод>1Метод смолы>2Метод металла
Оглавление
В1. Как изготавливаются гальванопластические шлифовальные круги?
Электроформованные шлифовальные круги используют гальванопластику для соединения абразивов с металлическими сплавами.

Преимущества: Форму можно значительно менять. Если форма может быть изготовлена компанией Taijin, абразив может быть покрыт гальваническим способом.
Недостатки: Абразив наносится тонким слоем. Если частицы серьезно отслаиваются, необходимо провести повторную электроформовку или изготовить новый продукт по индивидуальному заказу.
Q2 Текущее состояние шлифовального круга
| фото | проиллюстрировать |
 | Новые частицы продукта полностью гальванизированы и равномерно распределены |
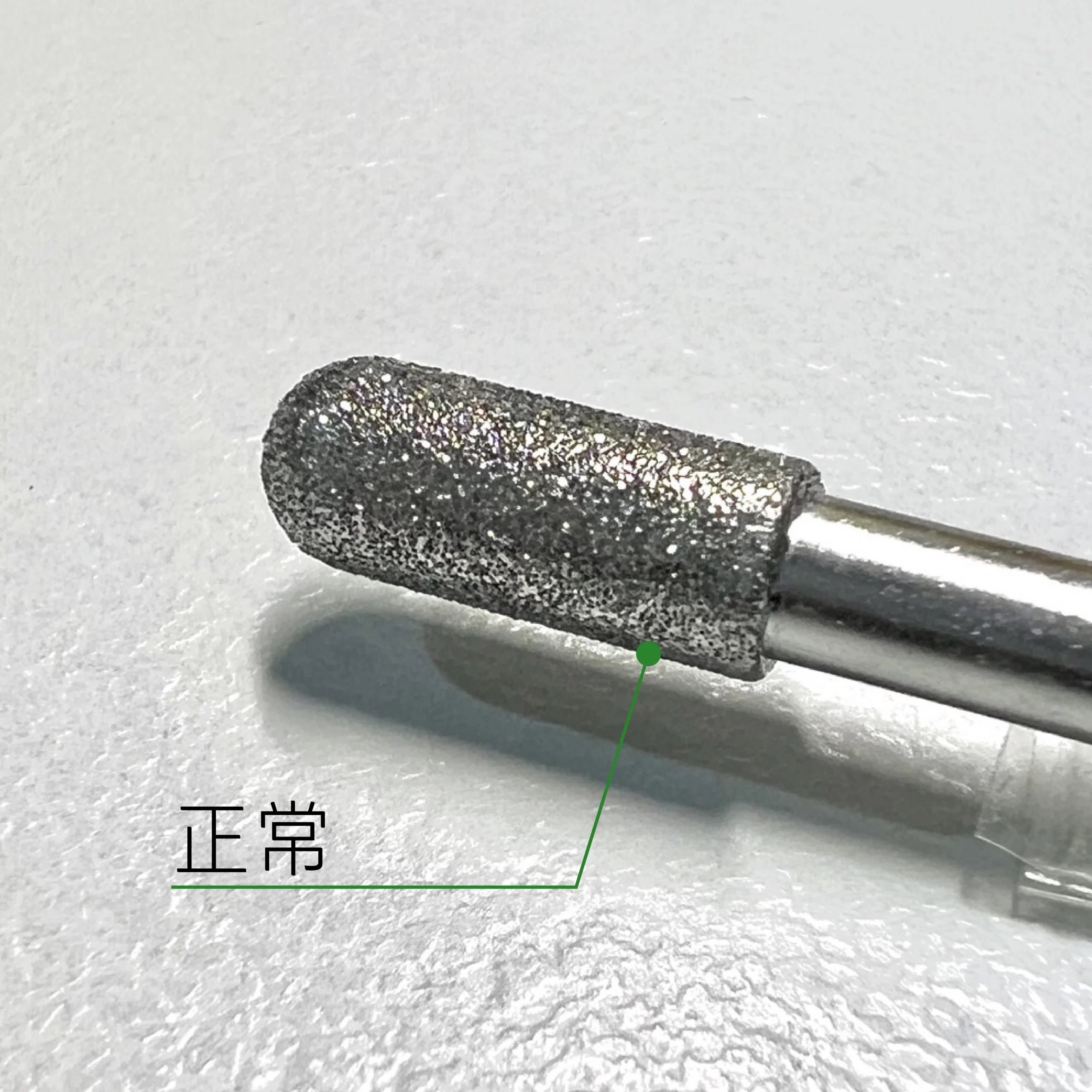
 | Нормальный износ Внешний вид нормально изношенного шлифовального круга не сильно отличается от нового. Поверхность может быть темнее новой из-за шлифовки, но это не влияет на ее использование. Коэффициент износа нормально изношенного шлифовального круга во время резки меньше, чем у заготовки, и он автоматически метаболизирует пассивированный абразив и обладает хорошими свойствами самозатачивания. |
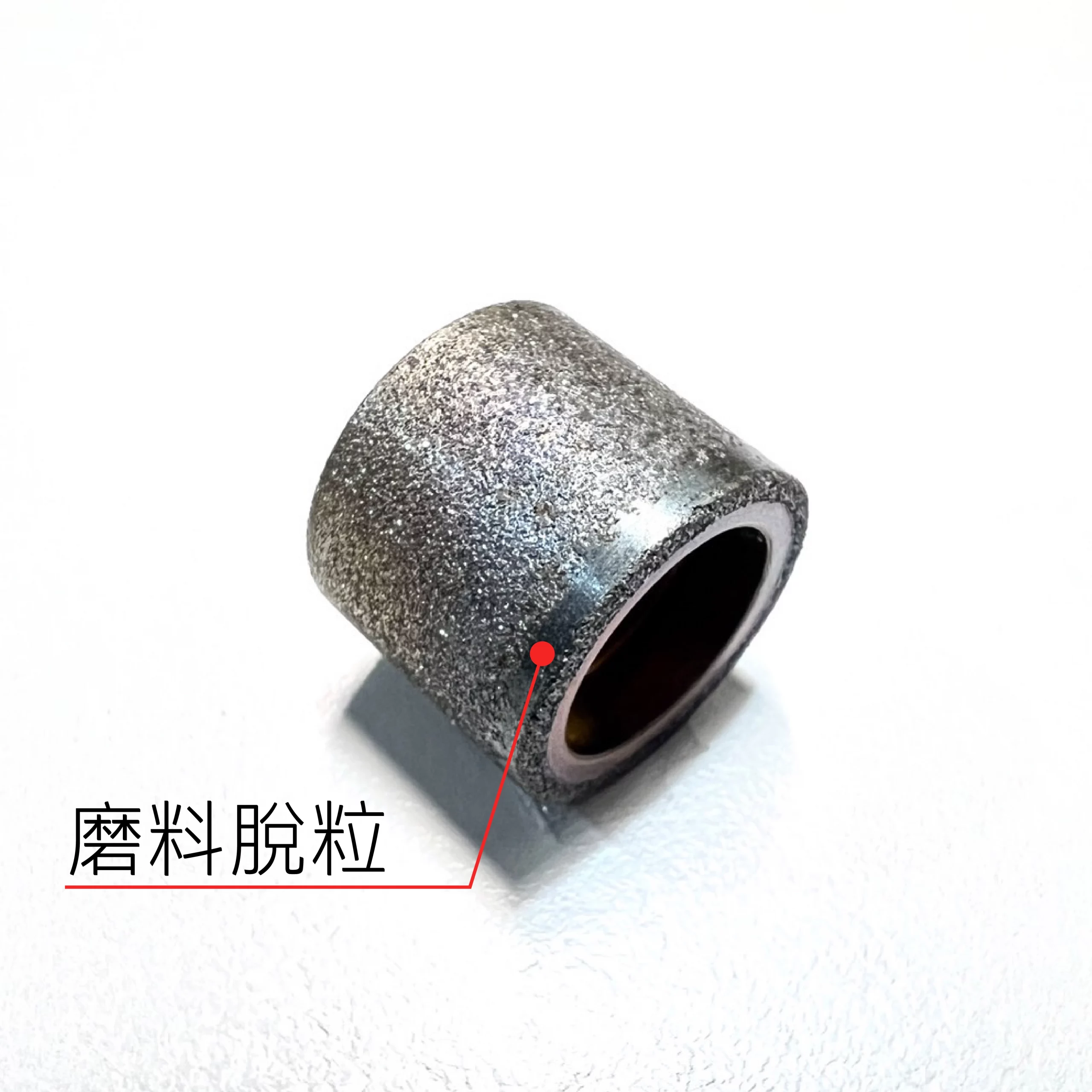 | Серьёзные потери зерна ● Проблемы со шлифованием: Вызывает царапины и ожоги на заготовках или формах, увеличивает затраты на ремонт, приводит к неполной шлифовке и снижает эффективность. ● Причины: 1. Проблема процесса: гальванопокрытие не завершено, из-за чего некоторые абразивы легко гранулируются. 2. Проблема Тайцзина: материал Тайцзина влияет на адгезию гальванических абразивов. 3. Сложная форма: форма Тайцзина более сложная, и абразивные частицы могут не полностью закрепиться. 4. Проблемы с использованием или артефактами ● Решение Проблемы процесса: могут быть решены путем повторной гальванопластики Проблема с металлургией: Рассмотрите возможность изменения металлургии или использования других связующих веществ для повторной гальванопластики. Если потеря зерна все еще значительна, рассмотрите возможность электроформовки более мелких абразивных зерен или перехода на другие методы обработки на этом этапе процесса. |
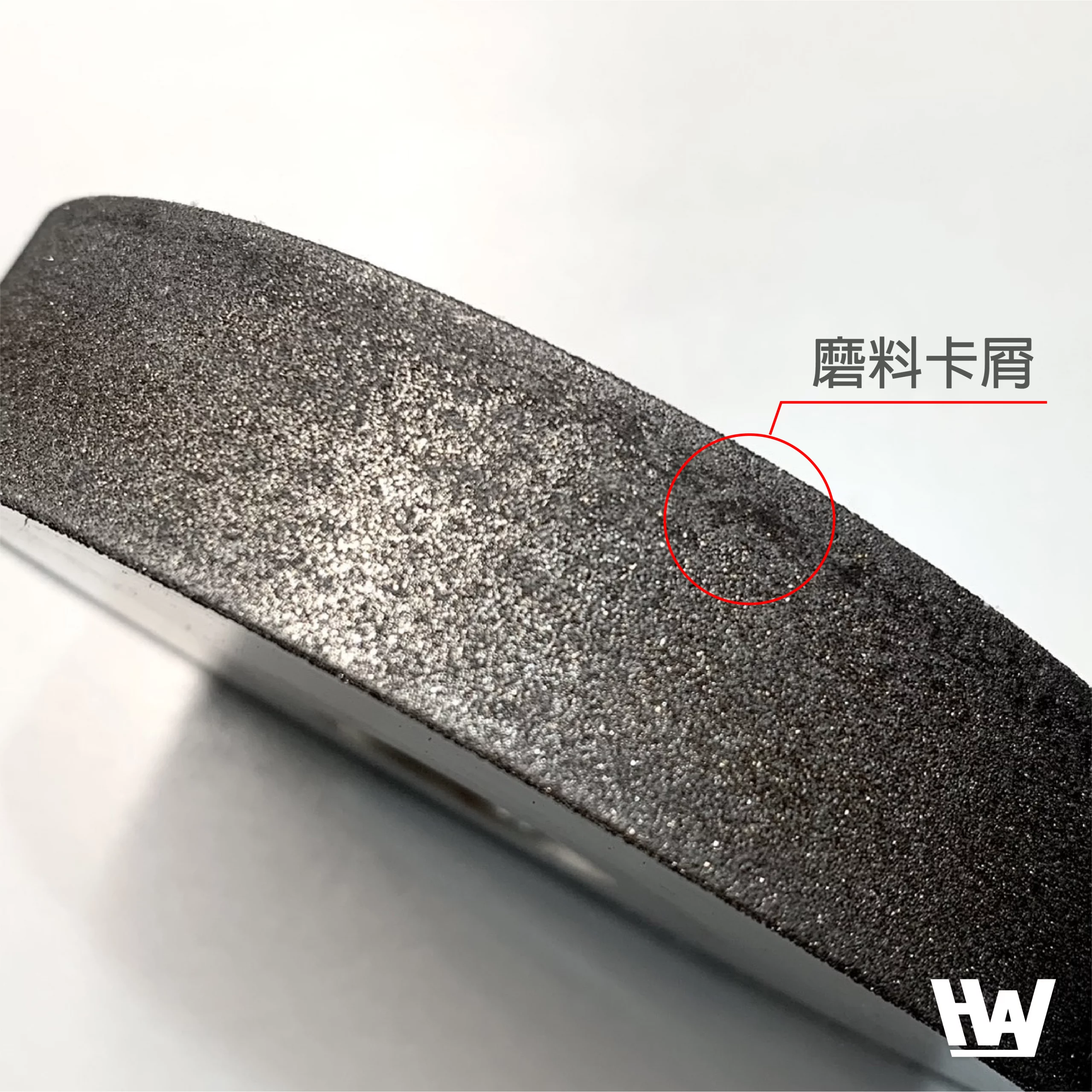 | Фишки для карт ● Проблема шлифования Снижение эффективности шлифования. Застревание стружки увеличивает сопротивление шлифованию, вызывая легкую вибрацию заготовки, что приводит к небольшим повреждениям и следам вибрации на поверхности заготовки. ● Причина 1. Шлифовка более мягких материалов 2. Шлифование генерирует тепловую энергию: если во время шлифования теплоотвод недостаточен, заготовка может расширяться, что приведет к большому количеству подачи, а также легкому расплавлению и прилипанию стружки, что приведет к появлению царапин на заготовке. 3. Неравномерные абразивные частицы: Форма абразива не фиксирована, а размер неравномерен, что может привести к застреванию стружки во время шлифования. (Просеивание абразивных частиц можно представить как просеивание, подобное просеиванию через сито. Частицы, которые остаются на одном и том же сите, будут включены в одно и то же число, поэтому и существует поговорка, что размеры неравномерны.) ● Решение Если застрявшие стружки большие, можно попробовать удалить их вручную. Кроме того, вы можете рассмотреть возможность уменьшения площади контакта или уменьшения количества корма. |
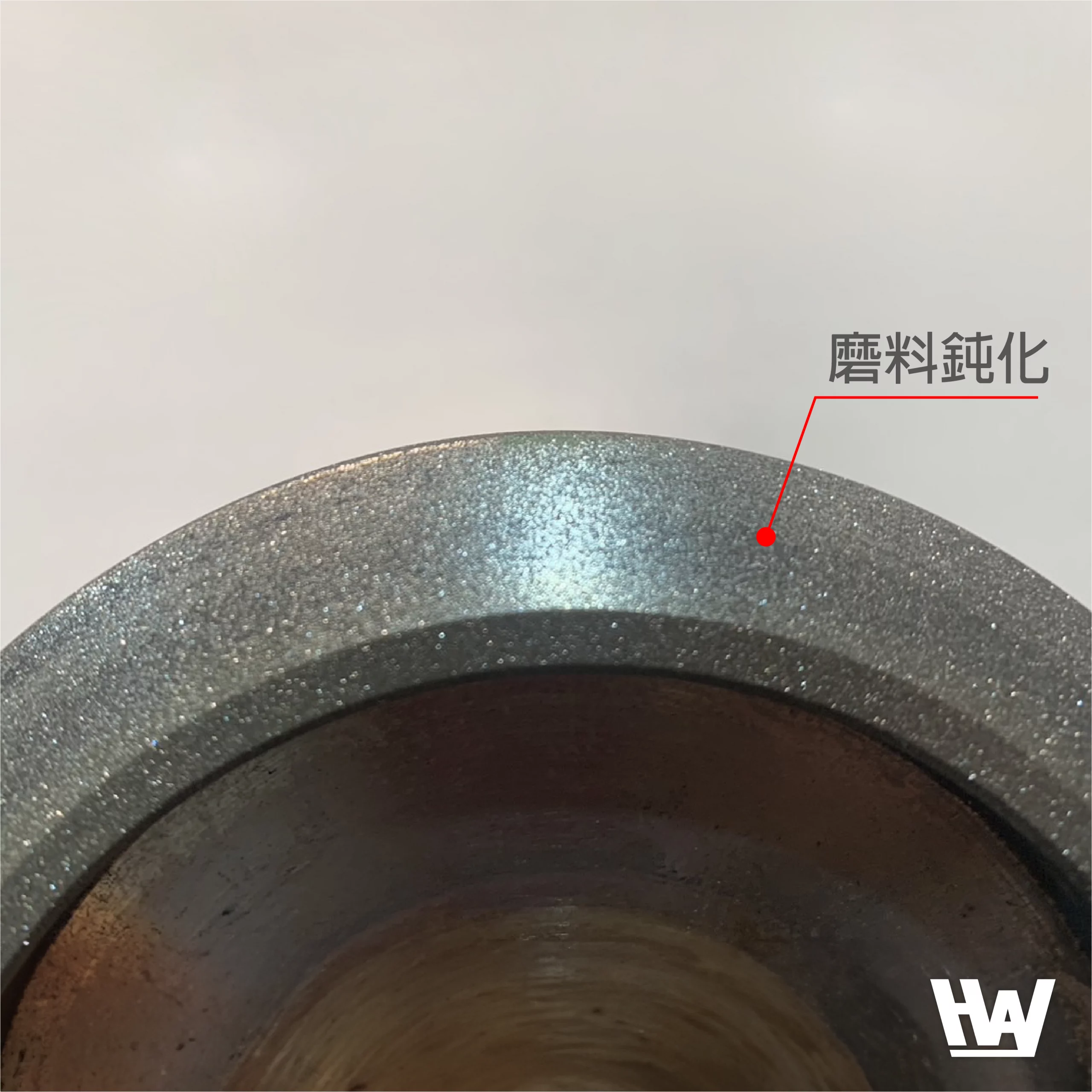 | Абразивная пассивация ● Причина Абразивная режущая кромка менее тупая из-за длительного шлифования ● Проблема шлифования Очень низкие силы резания: увеличенное время обработки Повышенное сопротивление резанию и повышенное тепловыделение при шлифовании: легко вызывают ожоги или царапины на заготовке ● Решение Рекомендуется повторно заказать или сохранить основной металл (だいがね) и повторно выполнить его электроформовку. |
В3. Можно ли заменить оригинальный электролитой шлифовальный круг #150 на #800?
Да, после того, как HonWay прибудет в банк, столичный регион будет первым, кто получит обслуживание клиентов, и после того, как комиссия будет снята, новая электроника будет использована повторно.
В4.Какую информацию мне необходимо предоставить при заказе?
- Вы можете предоставить нам спецификации размеров наших шлифовальных кругов, мы согласуем с вами и составим для вас смету, и только после вашего подтверждения мы начнем производство.
- Если вы хотите сохранить основной металл (だいがね) и повторно подвергнуть его электроформовке, вы также можете связаться с нами и отправить нам Тайцзинь для рисования~
В5. Если я хочу заменить обычный шлифовальный круг на алмазный/CBN шлифовальный круг, какой мне следует выбрать?
Обращайтесь к нам, поскольку нам необходимо знать вашу текущую рабочую стадию и выбор шлифовального материала~
Заключение
Плоскостность поверхности шлифовального круга и температура во время обработки оказывают существенное влияние на заготовку. Если для шлифования используется некачественный шлифовальный круг, то вполне вероятно, что первоначальный процесс шлифования потребует больших затрат на ремонт, которые скорее увеличатся, чем уменьшатся.
При обнаружении проблемы с заготовкой лучше остановить работу и проверить поверхность шлифовального круга, что может быстрее улучшить ход работы. Выше приведены отзывы многих гостей, которые пришли в поисках решений. Мы надеемся, что это поможет каждому оценить ситуацию на первом этапе. Если проблему по-прежнему не удается решить, свяжитесь с нами, и мы поможем вам найти решение.
Мы считаем, что в каждом новом процессе обработки повторное тестирование до тех пор, пока не будет найден самый быстрый и лучший путь, — это то, что ценят клиенты и на чем мы настаиваем. Если вы хотите найти такого партнера, вы можете связаться с нами по чату.
действие
- Нормально ли изношен текущий шлифовальный круг?
- Соответствует ли текущий процесс вашим ожидаемым производственным стандартам?
- Как решить Решение>>> Шесть видов полировки пресс-форм. Сколько вы знаете?
- осуществлять >>> Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Источник изображения общего шлифовального круга:
Graibeard,https://commons.wikimedia.org/wiki/File:GrindingCupWheelPA46JV.jpg
