
Шлифовальный круг является незаменимым инструментом в процессе шлифования, и его характеристики напрямую влияют на эффективность обработки и качество поверхности заготовки. В процессе шлифования режущая кромка шлифовального круга неравномерно распределена в микроскопическом масштабе и претерпевает сложные изменения, такие как износ, выкрашивание и самозатачивание в условиях высокой температуры и высокого давления.
Эти явления не только определяют срок службы шлифовального круга, но и оказывают огромное влияние на точность и стабильность обработки. Поэтому углубленное понимание особенностей формы и механизма самозатачивания режущей кромки шлифовального круга является важным направлением повышения уровня технологии шлифования.
В данной статье анализируются характеристики формы и распределения режущей кромки шлифовального круга, а также изменения режущей кромки при различных условиях шлифования, а также объясняется принцип самозатачивания и ограничения его применения. В то же время, в сочетании с фактическими потребностями шлифования, обобщается важность правки шлифовального круга и ее влияние на производительность режущей кромки.
Оглавление
Введение в передовые технологии
Режущая кромка шлифовального круга представляет собой микроскопическую единицу, в которой абразив непосредственно контактирует с заготовкой и режет ее, когда шлифовальный круг выполняет режущую обработку. Как и у ножа, его характеристики определяют эффективность обработки, качество поверхности и срок службы шлифовального круга.
Передовая структура
- Угол режущей кромки абразива в основном отрицательный, со средним значением около -80° и диапазоном распределения угла от -90° до -60°.
- Режущая кромка состоит из поверхностей скола и дробления, которые образуют мелкие неровные структуры с высокой степенью хаотичности.
- Даже если шлифовальный круг только что заточен, на передней части режущей кромки все еще остается плоская поверхность, эквивалентная износу задней поверхности. Эта особенность может повлиять на режущую способность шлифовального круга.
Дополнение: Износ рельефной поверхности относится к явлению износа, вызванному контактом абразивной режущей кромки шлифовального круга с заготовкой в процессе шлифования. Рельефная поверхность представляет собой небольшую зазорную область, образованную между передним концом режущей кромки и поверхностью заготовки. Абразив в этой области постепенно изнашивается из-за контакта, трения и тепла, выделяемого заготовкой, образуя плоскую поверхность износа.
Передовая дистрибуция
- Плоскостное направление: Режущие кромки распределены неравномерно по поверхности шлифовального круга.
- Направление глубины: Распределение режущих кромок тесно связано с условиями правки. Условия правки определяют глубину и плотность расположения режущей кромки под поверхностью шлифовального круга, что в свою очередь влияет на шероховатость поверхности заготовки. Однако абразивы при фактическом режущем процессе в основном сосредоточены в пределах нескольких микрометров (мкм) под поверхностью шлифовального круга.
Диапазон резки
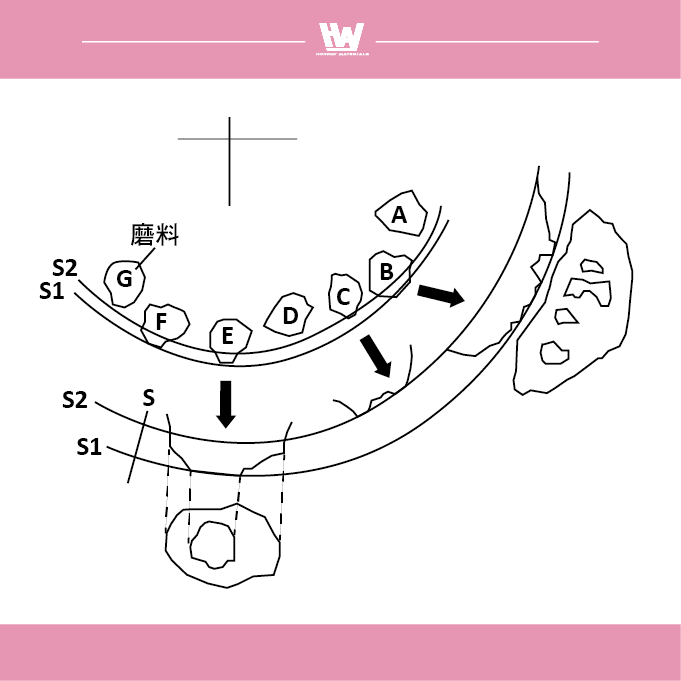
- В микроскопическом масштабе расстояние между режущими кромками (например, S1-S1 или S2-S2) определяет фактическую область воздействия абразива. Фактически эффективный абразив существует в пределах толщины нескольких мкм (максимум — режущая способность шлифовального круга) на внешней поверхности.
- Абразив, находящийся глубоко в шлифовальном круге, изначально не будет участвовать в процессе резки, но по мере износа шлифовального круга абразив, находящийся глубоко в шлифовальном круге, который изначально не участвовал в процессе резки (например, вблизи линии S2-S2), постепенно обнажится и будет участвовать в процессе резки.

Лезвие, которое выглядит как режущая кромка, может выступать за пределы переплета (иногда на 20%).
Если режущие кромки на шлифовальном круге распределены более равномерно, обработанная поверхность будет более гладкой; Напротив, если интервал распределения больше, то он будет более неравномерным и на обработанной поверхности будет много царапин, что увеличит шероховатость поверхности. Поэтому при выборе шлифовального круга следует корректировать условия правки в соответствии с требованиями шлифования.
В следующем разделе мы более подробно рассмотрим различия в дистрибуции передовых технологий.
Непрерывный интервал между режущими кромками
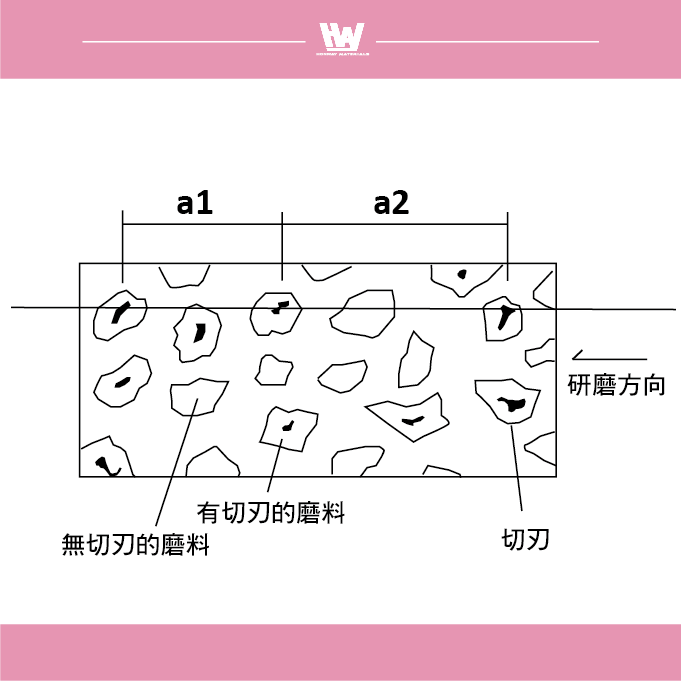
Расстояние между режущими кромками: относится к расстоянию между соседними режущими кромками на развернутой поверхности шлифовального круга и является одним из ключевых параметров для измерения характеристик распределения режущих кромок шлифовального круга. Размер и характеристики распределения расстояния между режущими кромками напрямую влияют на эффективность резания, качество поверхности и скорость съема материала шлифовальным кругом, например a1.
Непрерывный шаг режущих кромок: это расстояние между соседними режущими кромками на прямой линии вдоль направления шлифования на рабочей поверхности шлифовального круга. Это расстояние не является фиксированным значением и обычно выражается как среднее значение, например: a2.
Влияние непрерывного интервала между режущими кромками на производительность шлифовального круга
Расстояние между режущими кромками является важным параметром производительности шлифовального круга, а его величина напрямую влияет на шлифовальный эффект шлифовального круга:
- Скорость съема материала: Когда интервал между непрерывными режущими кромками невелик, количество режущих кромок на единицу площади увеличивается, скорость съема материала улучшается, и это подходит для высокопроизводительной обработки.
- Шероховатость обрабатываемой поверхности: Если интервал между непрерывными режущими кромками слишком большой, это может привести к появлению заметных царапин на шлифуемой поверхности и увеличению шероховатости обрабатываемой поверхности. Меньшее расстояние помогает улучшить качество обработанной поверхности.
- Распределение нагрузки при резании: величина расстояния между режущими кромками влияет на степень распределения нагрузки при резании. Меньшее расстояние помогает равномерно распределить давление резания и снизить нагрузку на одну режущую кромку.
Различия в использовании непрерывных интервалов режущей кромки
| Большое расстояние между режущими кромками | Большой объем резки и большая шероховатость поверхности, подходит для грубого шлифования |
| Малое расстояние между режущими кромками | Небольшой объем шлифования и небольшая шероховатость поверхности, подходит для точного шлифования. |
Условия регулировки для непрерывного интервала режущей кромки
Выше описано назначение и влияние расстояния между режущими кромками. Ниже описано, как отрегулировать размер зазора в зависимости от характеристик шлифовального круга и правки.
| Непрерывный интервал между режущими кромками | большой | Маленький | |
| шлифовальный круг | Прочность абразива | большой | большой |
| Размер зерна | Крупнозернистый абразив | Мелкозернистый абразив | |
| Степень сочетания | Маленький | большой | |
| организовать | толстый | плотный | |
| Обрезка | Тяжелая повязка (высокое давление или быстрая повязка) | Легкая обрезка (слабое давление или медленная обрезка) | |
| Шлифовальная операция | Первичная грубая шлифовка | Позднее прецизионное шлифование | |
Отрегулируйте в соответствии с требованиями обработки. Идеального эффекта шлифования можно достичь путем регулирования таких условий, как шлифовка, абразив, размер частиц и связующее вещество.
Изменения режущей кромки во время шлифования
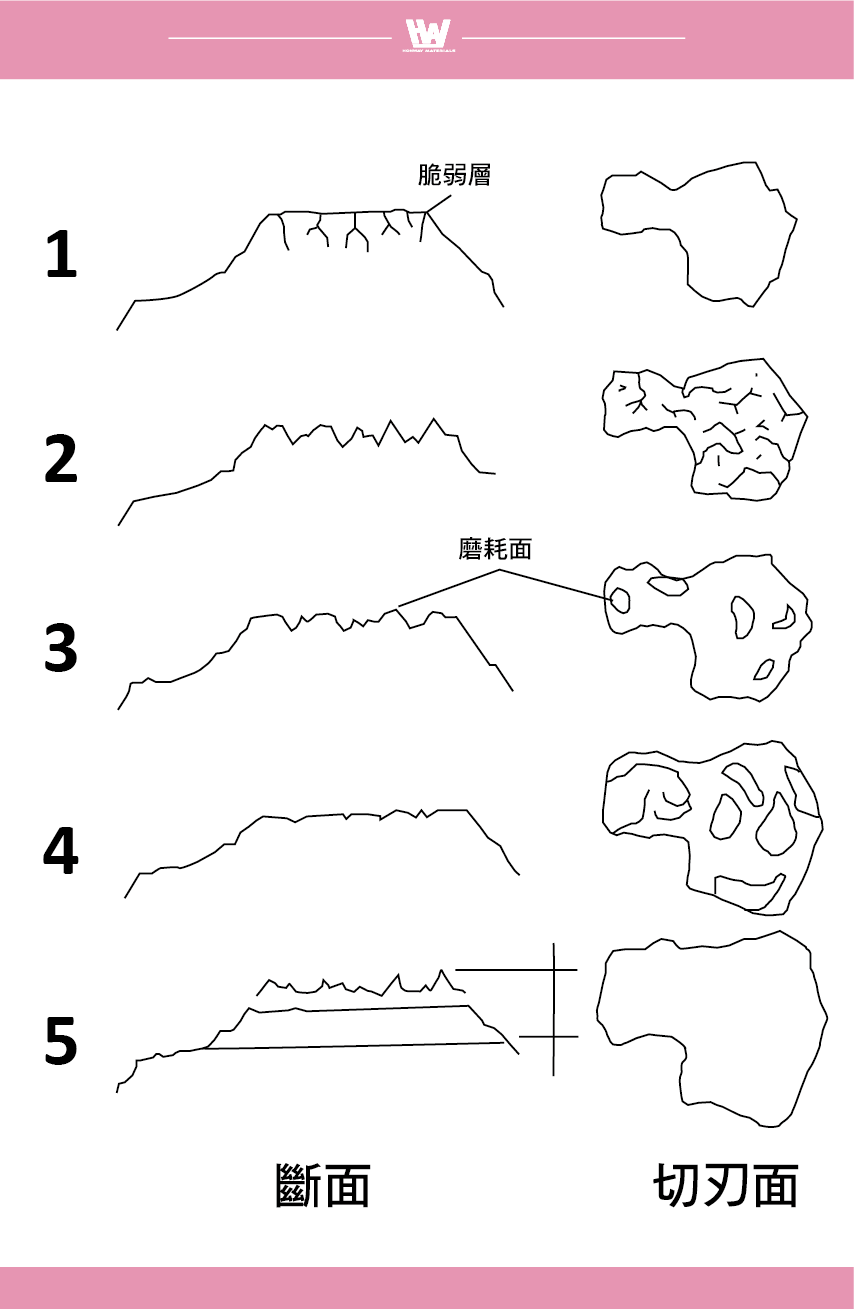
В процессе шлифования режущая кромка шлифовального круга подвергается различным физическим воздействиям, в результате чего ее форма и состояние изменяются. Эти изменения влияют на производительность шлифования, качество обработанной поверхности и срок службы круга. Вот пять основных стилей авангардных вариаций:
1. Линька
Определение: Абразивные частицы отделяются от шлифовального круга из-за чрезмерного сопротивления шлифованию, связующее вещество частично разрушается, и абразив отделяется от шлифовального круга.
Влияние:
- Уменьшается количество режущих кромок и снижается эффективность шлифования шлифовального круга.
- Свободный абразив может прилипнуть к заготовке и вызвать загрязнение частицами.
Ситуация возникновения: Чаще всего это происходит при тяжелых условиях шлифования и может произойти, когда сила шлифования или теплота шлифования превышают прочность связующего вещества.
2. Дефекты
Определение: Абразивная режущая кромка сломалась из-за сопротивления шлифованию, образовав дефектную зону, которая не может участвовать в резании. Величина дефекта часто превышает нормальную величину износа.
Влияние:
- Дефектная абразивная режущая кромка теряет свою работоспособность, что снижает эффективность обработки.
- Дефекты могут привести к неровностям на поверхности шлифовального круга и увеличить разницу в шероховатости поверхности.
Ситуация возникновения: Иногда возникает при шлифовании и связана с хрупкостью самого абразива и условиями обработки.
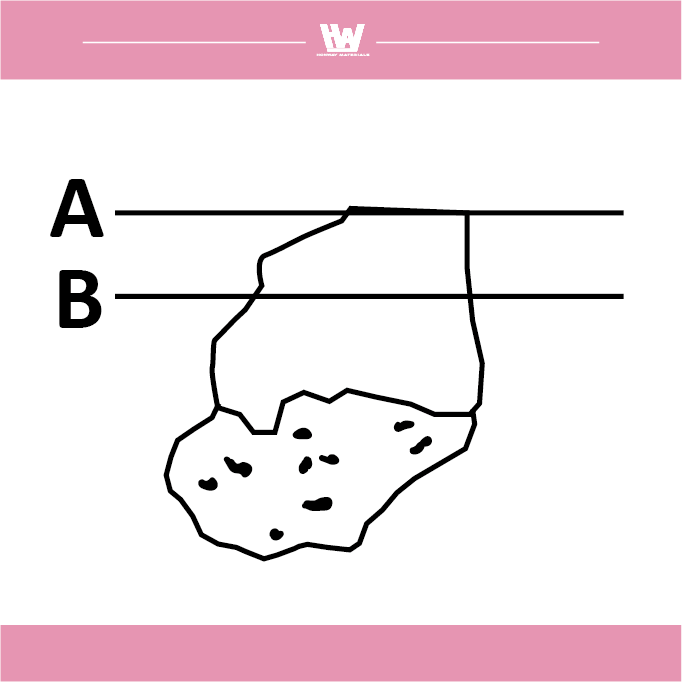
3. Дефекты и износ
Определение: Часть режущей кромки повреждена, но оставшаяся часть по-прежнему может участвовать в резании из-за нормального износа, образуя новую область режущей кромки.
Влияние:
- Даже при уменьшении площади режущей кромки иногда можно восстановить некоторую шлифующую способность.
- Умеренный износ может вызвать эффект самозатачивания режущей кромки и продлить срок службы шлифовального круга.
Ситуация возникновения: чаще встречается в нормальных условиях шлифования, реже в условиях абразивного износа.
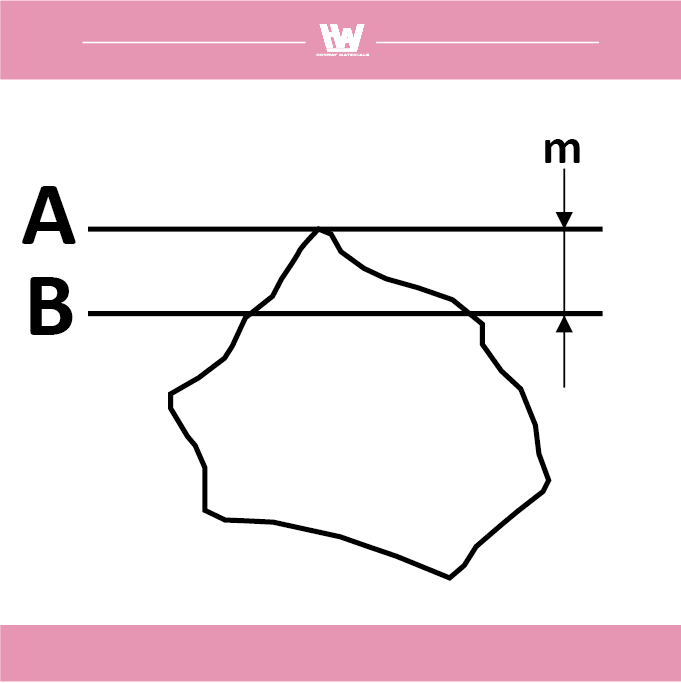
4. Износ
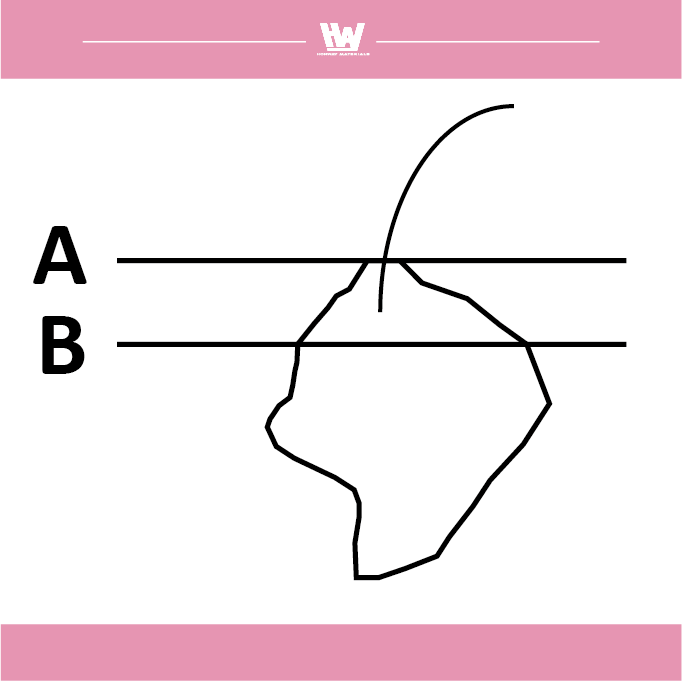
Определение: Трение и износ возникают между поверхностью режущей кромки и заготовкой из-за высокой температуры и трения. Износ m приводит к перемещению рабочей поверхности от А к В.
Воздействие: Износ — это основная форма изменения режущей кромки во время шлифования. Хотя это снижает остроту режущей кромки, это может обеспечить стабильную работу шлифовального круга.
Частота возникновения: Это наиболее распространенная форма кардинальных изменений. Частота возникновения этих изменений варьируется в зависимости от сложности шлифовальной операции. Чем сильнее шлифование, тем больше скорость перехода от «износа» к «отваливанию»; чем легче шлифование, тем больше скорость изменения в сторону «износа».
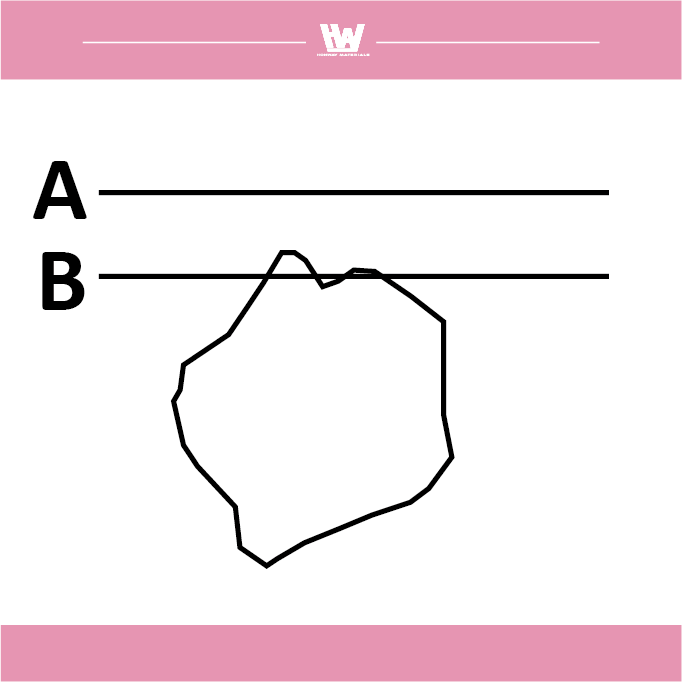
5. Новый
Определение: По мере того, как режущая кромка изнашивается или отваливается, обнажаются новые абразивные вершины, образуя новые режущие кромки, участвующие в резании.
Воздействие: Поддержание постоянной режущей способности шлифовального круга.
Частота возникновения: Обычно это происходит естественным образом при износе или выкрашивании и является одним из проявлений свойства самозатачивания шлифовального круга.
При обычных шлифовальных операциях основным изменением формы режущей кромки является «износ», за которым следуют «сколы и износ», и лишь изредка появляются «сколы».
Решения для различных передовых типов
Ремонт при «отпадении»:
- Традиционный шлифовальный круг: используйте метод интенсивной правки для удаления усталостного абразива и связующего вещества, оставшихся на поверхности шлифовального круга, чтобы обнажить больше нового абразива.
- Если это проблема процесса гальванопластики: ее можно решить путем повторной гальванопластики.
- Если проблема связана со сплавом, полученным методом гальванопластики: вы можете рассмотреть возможность замены сплава или использования других связующих веществ для повторной гальванопластики. Если потеря частиц все еще значительна, следует рассмотреть возможность электроформовки более мелких абразивных частиц или использовать другие методы для управления этим этапом процесса.
Ремонт «дефектов»
- Умеренная легкая обрезка, удаление только сломанных частей и сохранение пригодной для использования абразивной режущей кромки.
- При правке уменьшите глубину правки и снизьте скорость правки, чтобы избежать дальнейшего повреждения абразива.
Ремонт «дефектов и износа»
- Среднее состояние правки, удаление затупившихся частей и обнажение новых режущих кромок.
- При обрезке глубина и скорость обрезки должны быть умеренными, а количество и острота режущих кромок — сбалансированными.
Ремонт по причине износа
- Легкой правки достаточно для удаления слоя износа и восстановления остроты поверхности шлифовального круга.
- При правке уменьшите глубину и скорость правки, чтобы максимально продлить срок службы шлифовального круга.
Износ
Это относится к потере материала, вызванной контактом и трением между поверхностью материала и другими твердыми предметами. Это распространенный тип износа, особенно при обработке на станках, использовании инструментов и перемещении материалов.
Фрикционный износ обычно происходит по циклу, показанному на рисунке.
- Сразу после обрезки режущая кромка становится хрупкой из-за нагрузки во время обрезки.
- После шлифования удалите хрупкость
- Плоский износ начинается с передней части
- На шаг дальше предыдущего этапа
- Передний конец абразива полностью изнашивается, и шлифование продолжается до тех пор, пока не будет достигнута определенная величина износа поверхности. Глубина износа S в этой точке представляет собой уменьшение радиуса шлифовального круга до конца его срока службы. Если режущая кромка находится в таком состоянии, сопротивление шлифованию резко возрастет, возникнут ожоги от шлифования, а звук шлифования усилится.
Как предотвратить истирание и износ
- Обработка поверхности: азотирование, хромирование или PVD-покрытие для повышения износостойкости.
- Улучшите смазку: используйте соответствующие смазочные материалы для уменьшения прямого трения.
- Уменьшение шероховатости: Уменьшение шероховатости поверхности и снижение износа за счет тонкой обработки.
- Уменьшение шероховатости: Уменьшение шероховатости поверхности и снижение износа за счет тонкой обработки.
Эффект самозатачивания режущей кромки
В процессе шлифования острые абразивные зерна на шлифовальном круге постепенно затупляются, что приводит к снижению режущей способности и, следовательно, увеличению силы резания, действующей на абразивные зерна. Когда сила превышает прочность самого абразива, абразивные зерна разрушаются и образуют новые режущие кромки; Если усилие увеличится и превысит прочность сцепления связующего вещества, абразивные зерна отвалятся от поверхности шлифовального круга, обнажив новые абразивные зерна.
Эффект самозатачивания
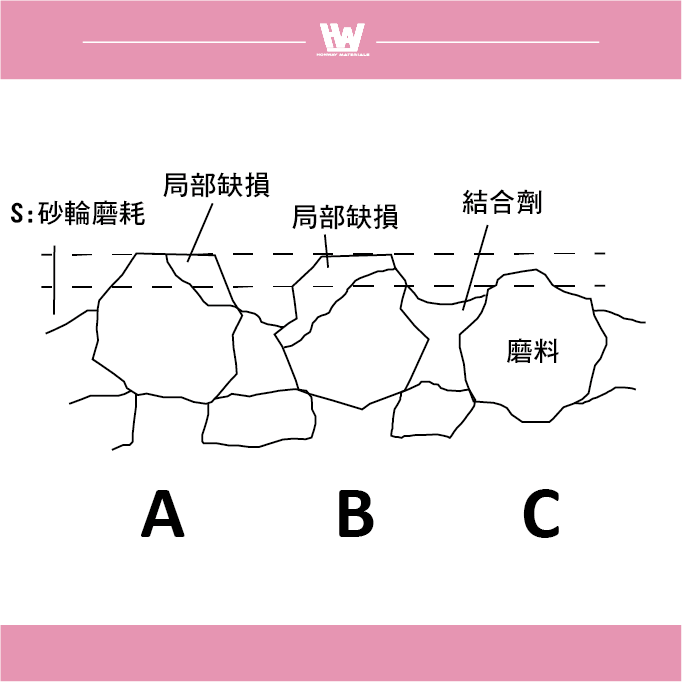
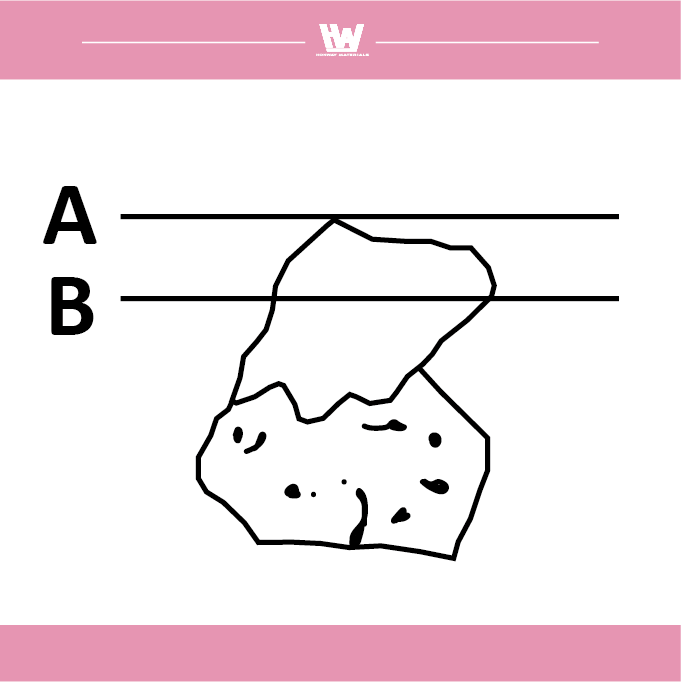
- Дефект поверхности износа: режущая кромка повреждена из-за износа, термического напряжения или сопротивления шлифованию, и режущая способность восстановлена (уменьшается отношение площади режущей кромки), например: A, или дефектная и отступающая режущая кромка приводит к уменьшению радиуса шлифовального круга, и обнажаются новые абразивные зерна или режущие кромки внутри, например: C.
- Уменьшение радиуса шлифовального круга: По мере расходования материала шлифовального круга (износа) общий радиус шлифовального круга уменьшается на величину S, и в рабочую зону поступают новые абразивные зерна, образуя эффективную режущую кромку, например: B.
- Эффект автоматической правки: если скорость износа и сопротивление резанию соответствуют требованиям, шлифовальный круг может сохранять стабильную шлифовальную способность без необходимости частой ручной правки.
Условия для самозаточки
- Материалы и инструменты: Обычно встречается при использовании шлифовальных кругов GC (шлифовальных кругов из зеленого карбида кремния) для обработки материалов с более высокой твердостью (например, сверхтвердых сплавов) или при выполнении некоторых тяжелых шлифовальных операций. Это происходит потому, что абразивные зерна такого типа круга легко ломаются и образуют новую острую кромку.
- Требования к точности обработки: При прецизионном шлифовании, требующем высокой точности обработки или превосходного качества поверхности, эффект самозатачивания шлифовального круга ограничен и может проявляться только локально, поскольку условия обработки обычно устанавливаются с низким износом для поддержания стабильности.
- Неравномерный износ шлифовальных кругов: Эффект самозатачивания не происходит равномерно по всему кругу. Некоторые участки могут изнашиваться слишком быстро, что приводит к деформации шлифовального круга или снижению точности.
Шлифовальный круг может быть самозатачивающимся, так зачем же его нужно править?
Поскольку износ во время шлифования неравномерен по всей поверхности, следует отметить, что поверхность шлифовального круга при интенсивном шлифовании может быть неровной и на микроскопическом уровне (из-за таких факторов, как давление, распределение абразива и процесс связывания), а радиус шлифовального круга все равно необходимо подгонять, когда он уменьшается до определенной величины; Легкое шлифование обычно выполняется медленно сверху вниз, поэтому происходит только локальное самозатачивание, а остальные детали необходимо подрезать до среднего состояния, чтобы обеспечить стабильность обработки.
Таким образом, шлифовальный круг не имеет бесконечного срока службы и для продления срока его службы его необходимо править. Для правки шлифовального круга можно использовать алмазный правочный нож (ссылка).
заключение
Форма и распределение режущей кромки шлифовального круга в процессе шлифования, а также ее различные изменения, вызванные условиями эксплуатации, напрямую влияют на эффективность шлифования и качество обработки. Благодаря правильной правке и контролю можно добиться определенной степени самозатачивания, что позволит сохранить режущую способность шлифовального круга. Однако, поскольку возникновение самозатачивания зависит от износа шлифовального круга и условий обработки, его эффект имеет ограничения в практическом применении. Будь то тяжелые шлифовальные операции, где самозатачивание может продлить срок службы шлифовального круга и повысить эффективность, или прецизионное шлифование, требующее высокой точности и стабильности, ручная правка по-прежнему необходима для обеспечения качества обработки. В целом, залогом эффективного и стабильного шлифования является разумный выбор условий правки и параметров шлифования, а также достижение баланса между сроком службы шлифовального круга и эффектом обработки.
действие
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- Различные виды абразивных шлифовальных кругов >>Шлифовальный эффект абразивного шлифовального круга
- Как править шлифовальный круг?>>Методы правки и заточки шлифовальных кругов
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
