
Шлифование является неотъемлемой частью обрабатывающей промышленности. Шлифование как технология обработки поверхности должно обеспечивать не только точность формы и размера, но и учитывать гладкость поверхности и стабильность ее характеристик. Однако в процессе шлифования из-за влияния тепловой нагрузки и механического напряжения может возникнуть ряд проблем, таких как ухудшение обработки, остаточные напряжения, плохая шероховатость поверхности и т. д. Эти проблемы напрямую влияют на производительность и срок службы деталей.
Поэтому в этой главе подробно рассматриваются основные проблемы шлифования и предлагаются эффективные решения.
Основной целью шлифования является получение идеальной обработанной поверхности, и при шлифовании возникают три основные проблемы:
- Точность обработанной поверхности: то есть, находится ли обработанная поверхность в заданном положении, что подразумевает процесс создания формы и размера.
- Гладкость обработанной поверхности: то есть контроль шероховатости поверхности, то есть того, насколько гладкий внешний вид обработанной поверхности соответствует требованиям.
- Стабильность обработанной поверхности: то есть, ухудшается ли поверхность из-за механического воздействия или термической нагрузки в процессе шлифования.
※В этой главе в основном обсуждается устойчивость обработанной поверхности.
Оглавление
Ухудшение в процессе шлифования
В результате воздействия высокой температуры, высокоскоростного резания и трения шлифование приводит к более сильному износу поверхности заготовки, чем резание, на глубину до сотен мкм. Эти ухудшения проявляются следующим образом:
- Упрочнение (вызванное механическим напряжением): часто встречается в отожженных материалах.
- Закалка (вызванная теплом шлифования): обычно встречается в отожженных материалах, приводит к повышению твердости поверхности, но также может вызывать трещины и хрупкость.
- Размягчение при отпуске (вызванное теплом при шлифовании): распространено в закаленных материалах, в результате чего поверхность размягчается и снижается ее твердость.
Вышеупомянутые комбинированные эффекты, такие как изменение твердости, термическое напряжение, аномальное напряжение и т. д., могут привести к остаточным напряжениям, поверхностному выгоранию, образованию трещин при шлифовании и другим проблемам в заготовке. Мы обсудим их более подробно ниже.
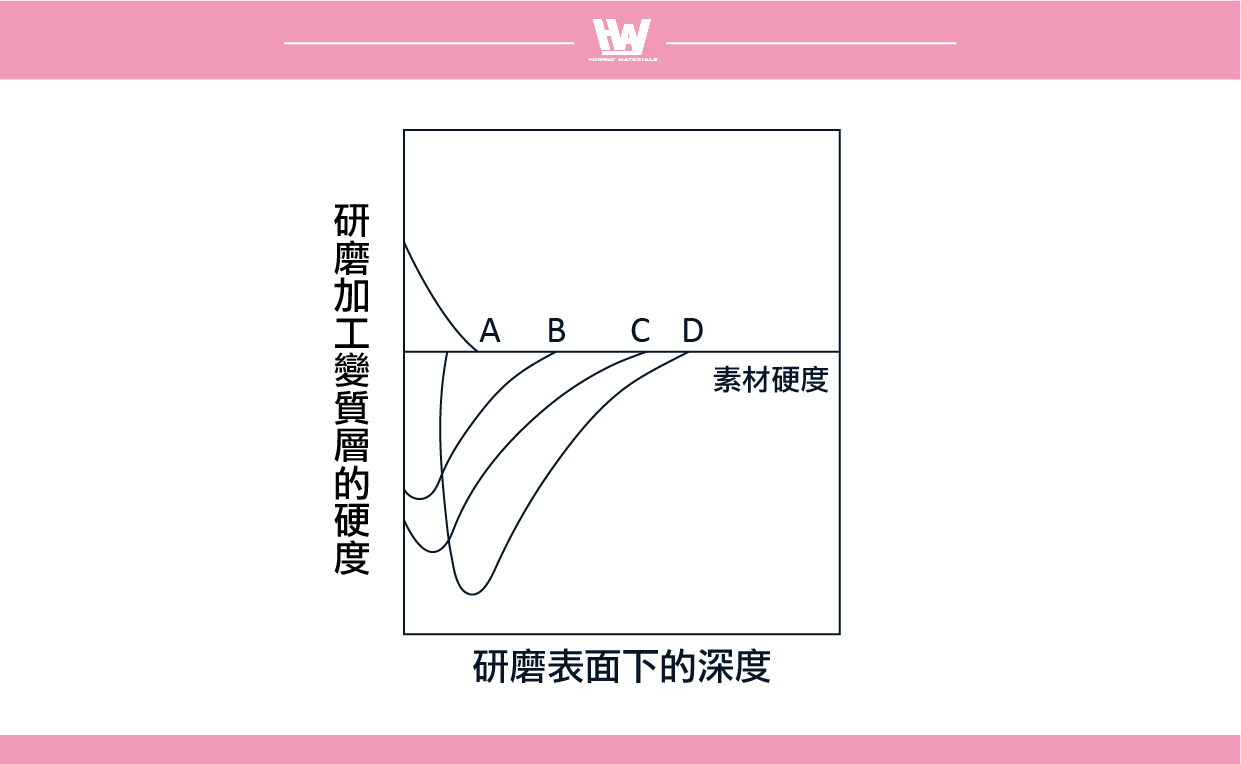
Четыре типа изменения твердости поверхности
Изменения твердости поверхности можно разделить на четыре основных типа, которые обычно связаны с силой резания, глубиной резания и теплом, выделяемым в процессе шлифования:
Тип A: Тонкое шлифование с низкой силой резания
- Характеристики: Режущая сила шлифовального круга невелика, и он находится в состоянии тонкой шлифовки. В настоящее время производить стружку непросто, а эффект трения превышает тепло, выделяемое при шлифовании.
- Ухудшение: Значительного термического воздействия на поверхность не будет, в основном это механическое напряжение, твердость поверхности изменится незначительно.
Тип B: Средняя шлифовка с низкой силой резания
- Характеристики: Сила резания низкая, а глубина резания немного больше, что приводит к выделению определенного количества тепла в процессе шлифования.
- Ухудшение: Поверхность может быть закалена из-за термического воздействия, что приведет к снижению твердости поверхности.
Тип C: Правильная шлифовка
- Характеристики: В процессе шлифования из-за высокой температуры и трения эффект закалки, вызванный теплом шлифования, преобладает над ухудшением качества поверхности.
- Ухудшение: Такая обработка приведет к снижению твердости поверхности и образованию закаленного слоя, что сделает поверхность мягкой.
Тип D: Чрезмерное нагревание при шлифовании
- Особенности: Если температура шлифования слишком высокая, на поверхности образуется слой повторной закалки, что приводит к значительному изменению твердости поверхности.
- Ухудшение: Избыточное тепло приводит к образованию слоя повторного закаливания, который упрочняет поверхность, но также может привести к повышению хрупкости и появлению трещин или других повреждений.
Влияние и улучшение остаточного напряжения
Формирование остаточного напряжения
В процессе шлифования на поверхности заготовки будут возникать остаточные напряжения из-за высокой температуры и сильной пластической деформации. Эти остаточные напряжения накапливаются на поверхности и внутри материала под совместным воздействием тепла и силы шлифования. Остаточные напряжения настолько велики, что их невозможно игнорировать.
Хотя напряжение постепенно исчезнет при долгосрочных изменениях после шлифования, оно уже повлияло на размерную стабильность заготовки, затрудняя изготовление прецизионных деталей.
Каково влияние остаточного напряжения?
- Высокая температура и пластическая деформация: В процессе шлифования поверхность заготовки будет подвергаться воздействию чрезвычайно высоких температур, что приведет к пластической деформации материала и возникновению напряжений.
- Изменения размеров: При наличии остаточных напряжений заготовки могут претерпевать изменения размеров после шлифования, что может отрицательно повлиять на точность прецизионных деталей, особенно в сложных условиях применения.
- Растрескивание вследствие старения: Если остаточное напряжение слишком велико, это может привести к растрескиванию вследствие старения заготовки при дальнейшем использовании, то есть материал постепенно устает в течение длительного периода времени, что в конечном итоге приводит к растрескиванию или хрупкому разрушению.
Как уменьшить остаточное напряжение?
1. Выберите процесс шлифования с низким остаточным напряжением: выберите подходящие условия шлифования и тип шлифовального круга, а также выполните соответствующую правку, чтобы уменьшить остаточное напряжение, возникающее в процессе обработки.
2. Метод постобработки:
- Криогенная обработка: охлаждение заготовки до крайне низкой температуры для снятия внутреннего напряжения материала и, таким образом, уменьшения остаточного напряжения.
- Искусственное старение: путем нагрева заготовки до определенной температуры и последующего ее постепенного охлаждения снимается напряжение внутри материала.
- Отжиг: при нагревании заготовки до высокой температуры и медленном охлаждении происходит перестройка структуры решетки внутри материала, что способствует устранению остаточных напряжений и улучшению механических свойств заготовки.
Шлифовка сожженная
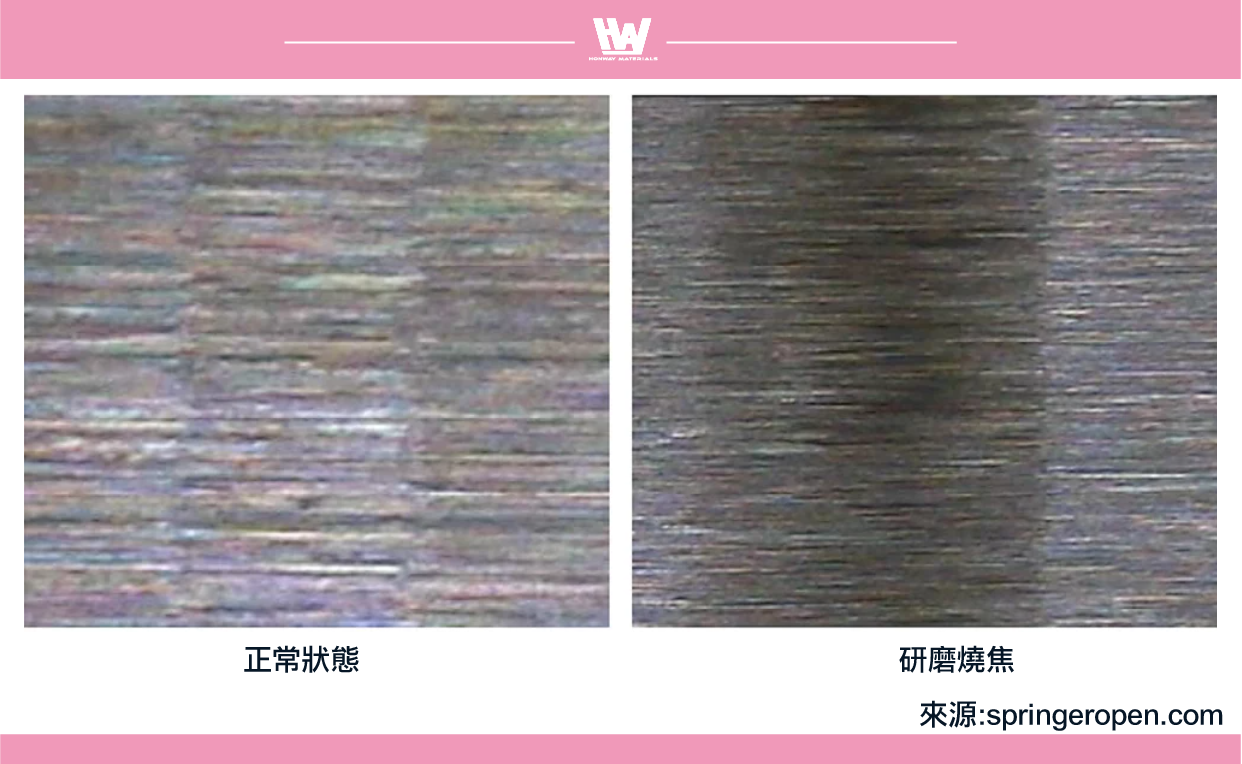
Это явление, при котором избыточное тепло шлифования (когда температура шлифуемой поверхности приближается к 1000°C) вызывает локальный перегрев поверхности заготовки в процессе шлифования, что приводит к ухудшению качества материала или обжигу поверхности. Пережог обычно проявляется в изменении цвета поверхности заготовки (потемнении или почернении), снижении твердости поверхности, появлении микротрещин и даже деформации материала. Это явление не только ухудшает внешний вид заготовки, но и значительно снижает ее механические свойства.
Причины ожога от шлифования:
- Слишком высокая скорость шлифовки: Слишком высокая скорость шлифовки увеличивает трение и высокий уровень нагрева, тем самым увеличивая риск ожогов. интенсивный материал не может эффективно рассеивать тепло, что может легко привести к ожогу.
- Слишком низкая скорость подачи: Если скорость подачи слишком низкая, время контакта абразива с поверхностью заготовки будет слишком длительным, а накопленное выделяющееся тепло не сможет вовремя рассеяться, что приведет к перегреву и, как следствие, к ожогам.
- Слишком низкая скорость подачи: Если скорость подачи слишком низкая, время контакта абразива с поверхностью заготовки будет слишком длительным, а накопленное выделяющееся тепло не сможет вовремя рассеяться, что приведет к перегреву и, как следствие, к ожогам.
- Недостаточное или неправильное использование охлаждающей жидкости: В процессе шлифования охлаждающая жидкость предназначена для снижения температуры заготовки и предотвращения чрезмерного накопления тепла. Если охлаждающей жидкости недостаточно, она подается неравномерно или выбрана неправильно, поверхность заготовки не будет эффективно охлаждаться, что повышает риск ожога.
- Абразивный износ или затупление: когда абразив затупляется или чрезмерно изнашивается, его режущая способность ослабевает, и он не может эффективно удалять материал, что приводит к образованию большего количества тепла от трения и повышению риска ожогов.
- Характеристики материалов обрабатываемых деталей: Некоторые материалы (например, закаленная сталь, инструментальная сталь, легированные материалы и т. д.) чувствительны к теплу и склонны к структурным изменениям или даже возгоранию при высоких температурах.
Эффекты ожога от шлифования:
- Снижение твердости поверхности: Шлифовка и обжиг могут привести к изменению структуры металла на поверхности материала, в частности, может быть разрушен закаленный слой, что приведет к снижению твердости поверхности, что повлияет на износостойкость и срок службы заготовки.
- Микротрещины и повышенная хрупкость: Из-за изменений в структуре материала в зоне обжига возникают микротрещины, снижающие прочность материала и увеличивающие риск разрыва или поломки.
- Проблемы внешнего вида: Обжиг обычно приводит к потемнению или почернению поверхности заготовки, что влияет на качество внешнего вида заготовки, особенно в случае прецизионных или высококачественных изделий, что отрицательно сказывается на качестве.
- Влияние на точность размеров: Поскольку обжиг может сопровождаться деформацией или изменением твердости поверхности заготовки, это повлияет на конечную точность размеров и качество обработки.
Как снизить риск ожога при шлифовке?
- Разумный контроль параметров шлифования: снижение скорости шлифования, увеличение скорости подачи или выбор меньшей глубины резания могут помочь снизить чрезмерное накопление тепла и предотвратить перегрев.
- Усилить меры охлаждения: обеспечить достаточный поток охлаждающей жидкости или использовать эффективные методы охлаждения для снижения температуры заготовки. Выбор и подача охлаждающей жидкости также должны определяться в зависимости от материала и условий обработки.
- Выберите правильный абразив: используйте абразивы, подходящие для материала, чтобы обеспечить высокую производительность резки и снизить перегрев, вызванный затуплением абразива.
- Техническое обслуживание и замена абразивного инструмента: регулярно проверяйте и заменяйте абразивный инструмент, чтобы избежать пассивации инструмента и чрезмерного износа, поддерживать хорошие результаты резки и снижать теплоту трения.
- Оптимизируйте процесс обработки: избегайте чрезмерного шлифования за счет разумного проектирования процесса и выбирайте подходящий метод обработки в зависимости от материала заготовки.
Излом при шлифовании
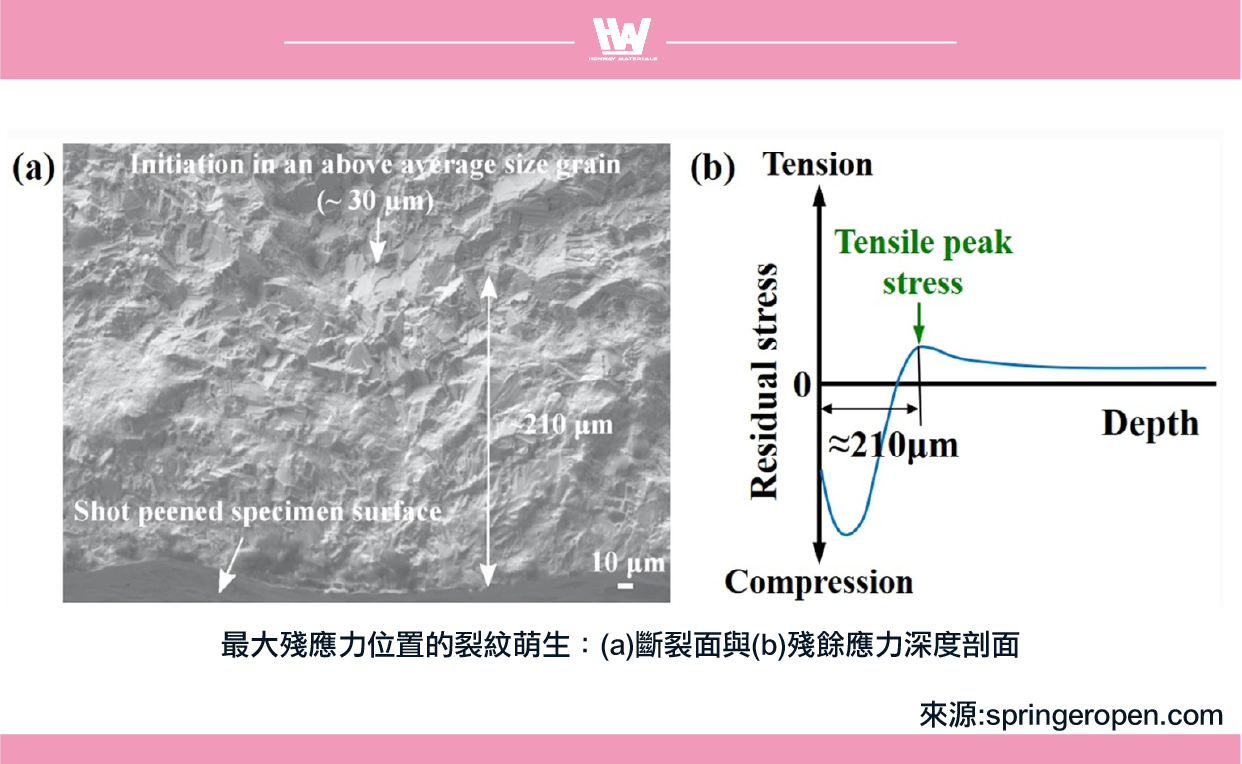
Разрушение при шлифовании — это явление, при котором поверхность материала повреждается под воздействием таких факторов, как сила шлифования и тепло в процессе шлифования. Эти повреждения обычно проявляются в виде трещин, сколов или микротрещин на поверхности материала, что отрицательно влияет на качество и точность обработки детали.
Эта проблема распространена в таких материалах, как цементированная сталь, подшипниковая сталь и валки, и особенно часто возникает при их шлифовке после закалки.
Причины появления трещин при шлифовке:
- Избыточное тепловыделение при шлифовании: в процессе шлифования трение между абразивными частицами и поверхностью заготовки приводит к выделению большого количества тепла. Если тепло не рассеивается эффективно, это приведет к локальному перегреву, что может привести к образованию поверхностных трещин или разломов.
- Чрезмерное усилие шлифования: Чрезмерное усилие шлифования приведет к чрезмерной нагрузке на заготовку, что превысит предел несущей способности материала и приведет к появлению трещин. Это особенно вероятно в твердых или хрупких материалах.
- Затупленные или изношенные абразивные инструменты: Когда абразивные инструменты затупляются или изнашиваются, режущая способность абразивных частиц снижается, выделяется больше тепла от трения и увеличивается риск поломки.
- Неправильные методы охлаждения: Если подача охлаждающей жидкости недостаточна или она используется неправильно, это приведет к перегреву материала, что усугубит повреждение поверхности и образование трещин.
- Слишком низкая скорость подачи: Слишком низкая скорость подачи приведет к тому, что абразивные частицы будут оставаться на поверхности заготовки слишком долго, что приведет к накоплению тепла и легко приведет к перегреву и образованию трещин.
- Хрупкость материалов: Некоторые материалы (например, закаленная сталь, керамика и т. д.) по своей природе хрупкие, чувствительны к внешним нагрузкам и легко трескаются в процессе шлифования.
Эффекты шлифовального перелома:
- Влияние на усталостную долговечность механических деталей: Трещины при шлифовании иногда возникают не сразу, а постепенно в течение нескольких часов или дней после окончания шлифования. Эти трещины могут существенно повлиять на усталостную долговечность механических деталей, тем самым влияя на их надежность и долговечность.
- Нарушается точность размеров: трещины приводят к отклонению размеров заготовки и влияют на точность обработки.
- Повышенная хрупкость и риск поломки: делает материалы более хрупкими и склонными к трещинам или разрушению.
- Снижение коррозионной стойкости: Трещины могут повредить защитный слой поверхности и увеличить риск коррозии.
Как уменьшить трещины при шлифовании?
- Выберите правильный абразив и инструмент: выберите подходящий абразив и размер частиц в соответствии с материалом, чтобы избежать чрезмерной нагрузки, вызванной слишком грубым абразивом.
- Отрегулируйте параметры шлифования: уменьшите давление шлифования, скорость и скорость подачи, чтобы избежать чрезмерной нагрузки.
- 冷卻與潤滑:使用冷卻液來降低溫度,避免過熱引起裂紋。
- Поэтапная обработка: используйте послойную или многократную легкую шлифовку, чтобы избежать снятия слишком большого количества материала за один раз.
- Техническое обслуживание и осмотр оборудования: Поддерживайте стабильную работу шлифовального оборудования и регулярно проверяйте износ шлифовальных инструментов.
- Обучение операторов: убедитесь, что операторы овладели правильными методами шлифования и правильно установили параметры процесса.
- Выбор материала: выбирайте подходящие материалы, чтобы избежать разрушения хрупких материалов в процессе шлифования.
Основным методом предотвращения образования трещин при шлифовании является выбор условий шлифования, позволяющих снизить температуру шлифования, а также корректировка процесса термической обработки заготовки для снижения риска образования трещин. Однако сложно заранее найти точную количественную основу для прогнозирования и контроля.
заключение
Шлифование — высокоточный и востребованный метод обработки, его влияние на свойства поверхности деталей многогранно и сложно. В процессе шлифования из-за совокупного воздействия высокой температуры, трения и пластической деформации на поверхности заготовки могут возникать различные явления ухудшения, включая деформационное упрочнение, закалку, отпуск и их совокупное воздействие. Эти модификации не только изменяют распределение твердости поверхности заготовки, но и могут вызвать такие проблемы, как остаточное напряжение, изменение размеров и усталостную долговечность деталей.
Для улучшения качества шлифования и снижения неблагоприятных последствий следует выбирать соответствующие параметры шлифования в соответствии со свойствами материала, применять процесс шлифования с низким остаточным напряжением и применять соответствующие методы последующей обработки, такие как криогенная обработка, искусственное старение или отжиг, для снятия остаточного напряжения. Кроме того, контроль за выделением и рассеиванием тепла в процессе шлифования для предотвращения прижогов и трещин также является ключом к обеспечению стабильной работы заготовки.
действие
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Базовые знания об абразивах, которые вам необходимо знать>>>Введение в шлифовальные абразивы
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- Различные виды абразивных шлифовальных кругов >>Шлифовальный эффект абразивного шлифовального круга
- Измерение шероховатости — линия и поверхность>>RРазличия между RA и SA
- Различия в различных измерениях>>Термины и определения шероховатости поверхности
- Поверхность шероховатая или нет, свет не гладкий>>Что такое шероховатость поверхности?
- Соответствует ли измеренная в настоящее время шероховатость поверхности вашим ожиданиям?>>>Сравнительная таблица шлифования, полирования и шероховатости поверхности
- Как определить причины шероховатости поверхности>>Контроль шероховатости поверхности при шлифовании
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- осуществлять>>>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
