
목차
서문
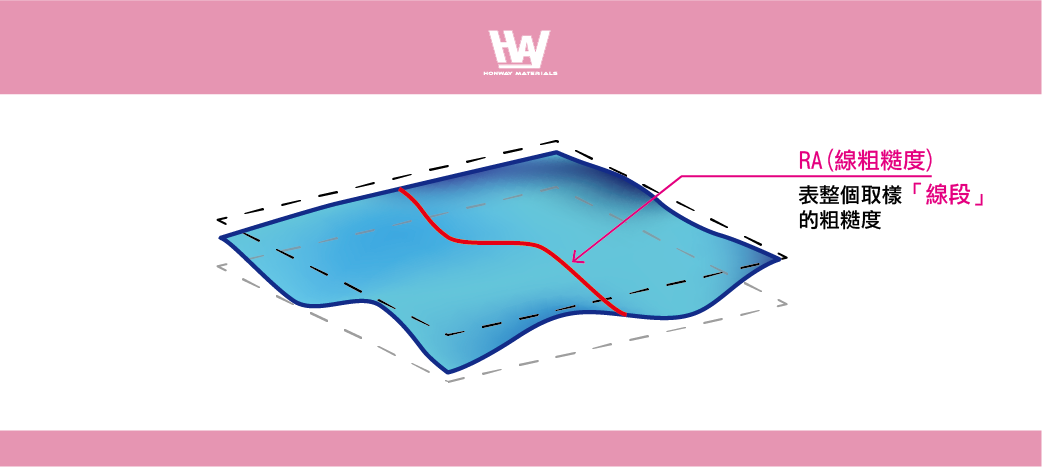
만약 Ra가 이러한 개념이라면,
그렇다면 Sa는 이러한 개념입니다.
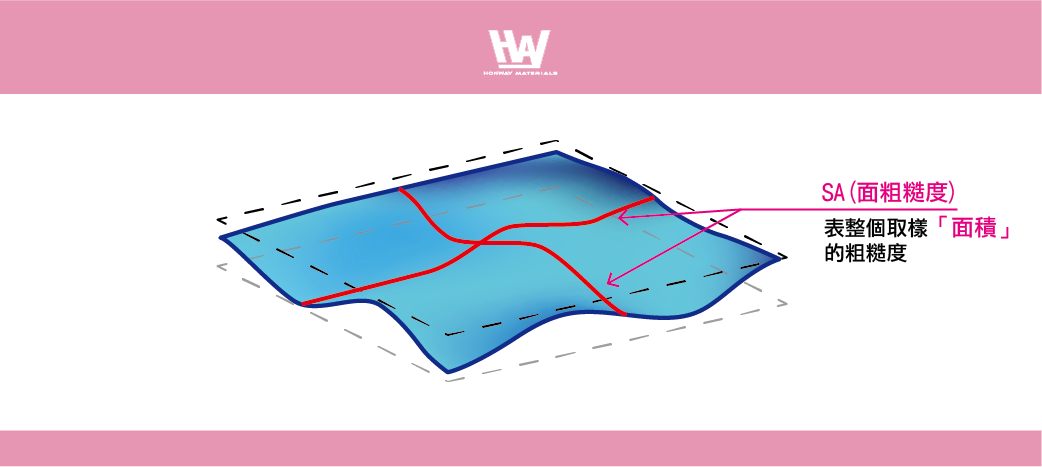
Ra는 1차원 공간에서 측정된 표면 값(하나의 선)이고, Sa는 3차원 공간에서의 평균 표면 거칠기(하나의 면)입니다.
Ra 값을 정확하게 얻으려면, 측정 지점이 많아야 합니다.
SA와 RA 중에서는 일반적으로 RA가 표기에 더 많이 사용됩니다.
정의
표면 조도에 대해 논의할 때, Ra(산술 평균 조도)와 Sa(표면 형상의 종합 조도)는 서로 다른 조도 측정 기준을 나타냅니다. 이 두 지표의 차이는 주로 정의와 계산 방식에서 드러납니다.
- RA(산술 평균 조도):이는 가장 일반적으로 사용되는 표면 조도 파라미터 중 하나로, 표면 윤곽의 평균 편차를 나타냅니다. 구체적으로는, Ra는 특정 측정 길이 내에서 표면 윤곽선의 모든 점이 평균선으로부터 떨어진 거리의 절대값을 산술 평균한 값입니다. 간단하면서도 널리 사용되는 지표입니다.
- SA(표면 형상의 종합 조도):Sa는 일반적으로 표면 조도의 종합 지표를 의미하며, 단순한 조도뿐만 아니라 표면의 물결무늬, 균일성 등 기타 표면 특성까지 함께 고려합니다. 실제 응용에서는 Sa가 3차원 표면 조도를 나타내는 데 사용되기도 하며(예: ISO 25178 표준의 Sa), Ra와는 달리 계산 시 표면의 3차원 윤곽 데이터를 기반으로 합니다.
계산 방법:
RA:측정 범위 내 모든 윤곽 점이 기준선으로부터 떨어진 거리의 절대 편차를 평균하여 구합니다. 공식은 다음과 같습니다:
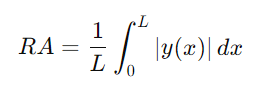
여기서 y(x)는 윤곽 높이를 의미하고, L은 측정 길이입니다.
SA:일반적으로 3차원 표면 데이터를 기반으로 계산되며, 예를 들어 다음과 같습니다:
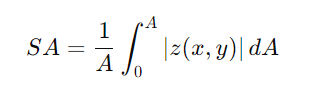
여기서 z(x, y)는 표면 높이를 의미하고, A는 측정 영역의 면적입니다. Sa는 표면 높이의 분산 및 기타 복잡한 특성들을 함께 고려합니다.
측정 용어
Ra 용어 및 정의에 대한 자세한 설명은 여기를 참고하세요.>>> 표면 조도에 대한 용어 및 정의
SA 용어
Sa 파라미터 소개 (가장 일반적으로 사용되는 파라미터: Sa, Sz, Sq)
| 표기 방법 | 정의 | 설명 | 비고 | ||
| 높이 | Sa | 표면의 평균면을 기준으로 각 지점의 높이 차의 절대값을 평균한 값을 나타냅니다. | Ra를 면적으로 확장하여 계산한 파라미터 | 가장 널리 사용되는 파라미터 중 하나로, 평균면으로부터의 높이 차의 평균값을 나타냅니다. 이 파라미터는 흠집, 오염, 측정 잡음의 영향을 받지 않아 안정적인 결과를 제공합니다. | |
| Sz | 표면에서 가장 높은 봉우리와 가장 낮은 골짜기의 합입니다. | Rz를 면적으로 확장한 파라미터로, Sz = Sp + Sv 입니다. | 가장 널리 사용되는 파라미터 중 하나이지만, 최고점과 최저점을 기준으로 하기 때문에 흠집, 오염, 측정 잡음 등에 의해 값이 영향을 받을 수 있습니다. | ||
| Sp | 면적 범위 내 최대 봉우리 높이 | Rp를 면적으로 확장한 파라미터 | |||
| Sv | 면적 범위 내 최저 골짜기 깊이 | Rv를 면적으로 확장한 파라미터 | |||
| Sq | 평균 제곱근 높이 | 이 파라미터는 윤곽선(선형 거칠기) 파라미터인 Rq를 3차원으로 확장한 것으로, 정의된 영역 내 Z(x, y)의 평균 제곱근 값을 나타냅니다. | 가장 널리 사용되는 파라미터 중 하나이며, 흠집, 오염, 측정 잡음의 영향을 받지 않아 안정적인 결과를 제공합니다. | ||
| Ssk | 왜도 | 이 파라미터는 윤곽선(선형 거칠기) 파라미터 Rsk를 3차원으로 확장한 것입니다. Rsk는 높이 분포의 비대칭성을 평가하는 데 사용됩니다. Ssk=0: 기준선에 대해 대칭 / Ssk>0: 기준선 아래로 치우침 / Ssk<0: 기준선 위로 치우침 | 이 파라미터는 높이 분포와 관련이 있으며, 마모 상태나 윤활유 저장 홈이 있는 미끄럼면 평가에 적합합니다. | ||
| Sku | 경사도 | 이 파라미터는 윤곽선(선형 거칠기) 파라미터인 Rku를 3차원으로 확장한 것입니다. Rku는 높이 분포의 첨예도를 평가하는 데 사용됩니다. Sku = 3: 정규 분포 Sku > 3: 첨예한 높이 분포 Sku < 3: 평탄한 높이 분포 | 이 파라미터는 봉우리와 골짜기 끝단의 기하학적 형상과 관련이 있으며, 두 물체 간의 접촉 정도를 분석하는 데 적합합니다. | ||
| 공간 | Sal | 最小自相關長度 | 자기상관 함수가 정해진 값 s(0≤s<1)로 감소하는 가장 짧은 거리입니다. 별도의 설명이 없는 한, 이 파라미터는 s = 0.2로 지정됩니다. | 이러한 파라미터들은 높이 파라미터를 대체하여, 평행한 홈이나 입자의 수평 크기와 복잡성을 평가하는 데 사용됩니다. | |
| Str | 표면 형상 종횡비 | 자기상관 함수가 정해진 값 s(0≤s<1)로 감소하는 가장 짧은 거리와 가장 긴 거리의 비율을 나타냅니다. 이는 표면의 등방성/이방성 강도를 나타내며, Str 값의 범위는 0~1입니다. 일반적으로 Str > 0.5는 강한 등방성을, Str < 0.3은 강한 이방성을 의미합니다. | |||
| 혼합 | Sdq | 평균 제곱근 기울기 | 이 파라미터는 윤곽선(선형 거칠기) 파라미터 Rdq를 3차원으로 확장한 것입니다. 이는 표면의 국부 기울기(경사)의 평균 크기를 나타냅니다. Sdr 값이 클수록 표면 경사는 더 가파릅니다. | ||
| Sdr | 표면 전개 면적 비율 | 정의된 영역의 전개 면적(표면적)이 기준 면적에 비해 얼마나 증가했는지를 나타내는 비율입니다. 완전히 평평한 표면의 Sdr 값은 0이며, 표면에 경사가 존재할 경우 Sdr 값은 증가합니다. 예를 들어, 평탄한 면이 45° 경사를 가진 톱니 모양의 표면으로 바뀔 경우 Sdr은 0.414가 됩니다. (표면 면적이 약 40% 이상 증가한 셈입니다.) | |||
| 기능 | Sk | 핵심 높이 | 핵심 표면의 상하 수평 간 거리 | 이 파라미터는 마찰 및 마모 평가에 적합하며, 엔진 실린더 표면의 윤활성 평가에도 사용됩니다. | |
| Spk | 정점 제거 높이 | 핵심 표면보다 높은 정점들의 평균 높이 | |||
| Svk | 골 제거 깊이 | 핵심 표면보다 낮은 골짜기의 평균 깊이 | |||
| Smr1 | 지지율 | 핵심과 돌출된 정점 영역을 구분하는 지지율 (백분율로 표시) | |||
| Smr2 | 지지율 | 핵심과 돌출된 골짜기 영역을 구분하는 지지율 (백분율로 표시) | |||
| Sxp | 최대 정점 높이 | 지지율이 p와 q일 때의 높이 차를 나타내는 값입니다. 별도의 설명이 없는 한, P = 2.5%, q = 50% 값을 사용합니다. | 이 파라미터는 일반적으로 마모 및 윤활유 유지 능력을 평가하는 데 사용됩니다. | ||
| Vvv | 골 영역 공극 부피 | ||||
| Vvc | 핵 공극 부피 | ||||
| Vmp | 정점 영역 지지 체적 | ||||
| Vmc | 핵심 지지 체적 | ||||
| 특징 | Spd | 정점 밀도 | 표면 면적 내 정점의 개수를 나타냅니다. 값이 클수록 다른 물체와의 접촉 지점이 많다는 것을 의미합니다. 지정된 크기 이상인 정점만 계산에 포함되며, 별도의 설명이 없는 한 해당 기준은 최대 높이 Sz의 5%로 설정됩니다. 이 파라미터는 정점 개수를 투영 면적으로 나누어 계산됩니다. | ||
| Spc | 정점의 산술 평균 곡률 | 정점의 주곡률(평균 첨예도)의 산술 평균값을 나타냅니다. 지정된 곡률을 초과하는 정점만 고려됩니다. 값이 작을수록 다른 물체와 접촉하는 지점이 둥글게 되어 곡면을 이루며, 값이 클수록 접촉 지점이 더 날카롭습니다. 별도의 설명이 없는 한, 기준 곡률은 최대 높이 Sz의 5%로 설정됩니다. 이 파라미터는 정의된 영역 내 곡률의 산술 평균값으로 산출됩니다. | 이 파라미터는 두 물체 간의 접촉을 분석하는 데 적합합니다. | ||
| S10z | 10점 범위 높이 | 가장 높은 5개 정점의 평균값과 가장 낮은 5개 골짜기의 평균값의 합입니다. | |||
| S5p | 5점 정점 범위 높이 | 가장 높은 5개 정점의 평균값입니다. | |||
| S5v | 5점 골짜기 범위 깊이 | 가장 낮은 5개 골짜기의 평균값입니다. | |||
| Sda | 평균 골짜기 범위 면적 | ||||
| Sha | 평균 정점 범위 면적 | ||||
| Sdv | 평균 골짜기 범위 체적 | ||||
| Shv | 평균 정점 범위 체적 |
SA와 RA의 사용 시점
- RA:기계 부품의 가공면과 같은 평면 표면의 거칠기 측정에 널리 사용됩니다. 간단하면서도 효과적인 표면 거칠기 평가를 제공합니다
- SA:고정밀 제조, 광학 표면 처리, 재료 과학 등 3차원 표면 특성을 고려해야 하는 응용 분야에서 더 흔히 사용됩니다. 보다 포괄적인 표면 거칠기 정보를 제공할 수 있습니다.
종합적으로 볼 때, Ra는 대부분의 단순한 거칠기 측정에 적합한 일반적인 1차원 거칠기 파라미터이며, Sa는 보다 복잡한 3차원 표면 특성 분석에 사용되며 정밀한 표면 형상 데이터를 필요로 하는 응용 분야에 적합합니다.
결론
- 대상 물체의 전체 표면을 관리해야 할 경우에는 Sa를 사용하는 것이 적합합니다.
- SA는 RA값(면으로 확대한 후의 파라미터)입니다.
행동
- 현재 측정된 표면 거칠기가 예상한 목표에 도달했습니까? >>> 연마 폴리싱 및 표면 거칠기 비교표
- 작업물 간에 상호 맞물림 또는 조합이 필요한 요구가 있습니까?
- 어떻게 해결할 것인가 – 해결 방안>>> 6가지 금형 폴리싱 솔루션, 몇 가지를 알고 계신가요?
- 실행 >>> 폴리싱 연마재、폴리싱 장비、폴리싱 도구
- 복기
본문을 모두 읽었는데도 여전히 가장 적합한 제품을 어떻게 선택해야 할지 모르시겠다면,
언제든지 저희에게 문의해 주십시오. 전문 상담원이 친절하게 안내해 드리겠습니다.
맞춤 견적이 필요하신 경우에도 언제든지 연락 주시기 바랍니다.
고객센터 운영시간: 월요일 ~ 금요일 09:00 ~ 18:00
전화번호:07 223 1058
궁금한 주제가 있거나 전화로 설명하기 어려운 내용이 있다면, 언제든지 페이스북 메시지로 편하게 문의해 주세요~
HONWAY 페이스북:https://www.facebook.com/honwaygroup
관심 있을 만한 글…
[wpb-random-posts]
