
目錄
前書き
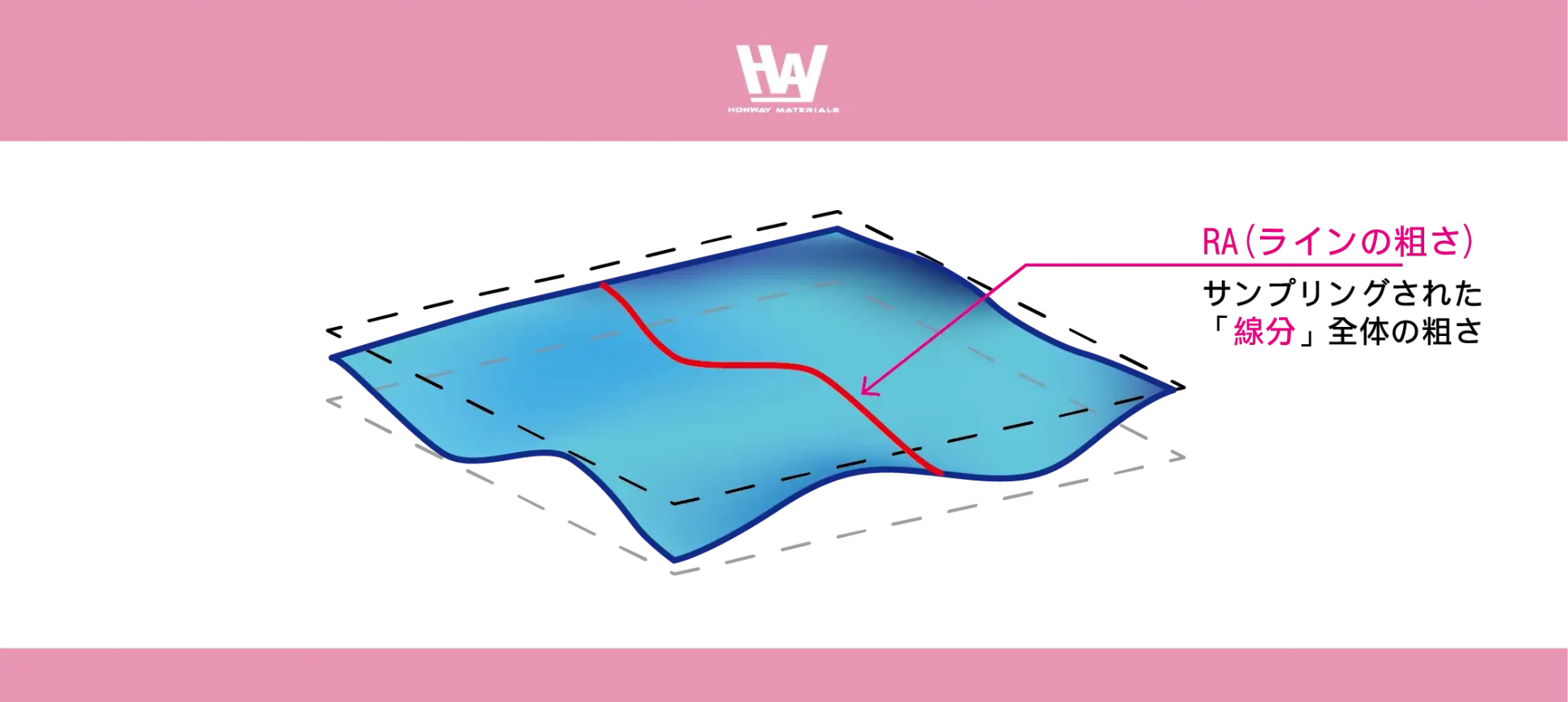
RAがそのようなものなら
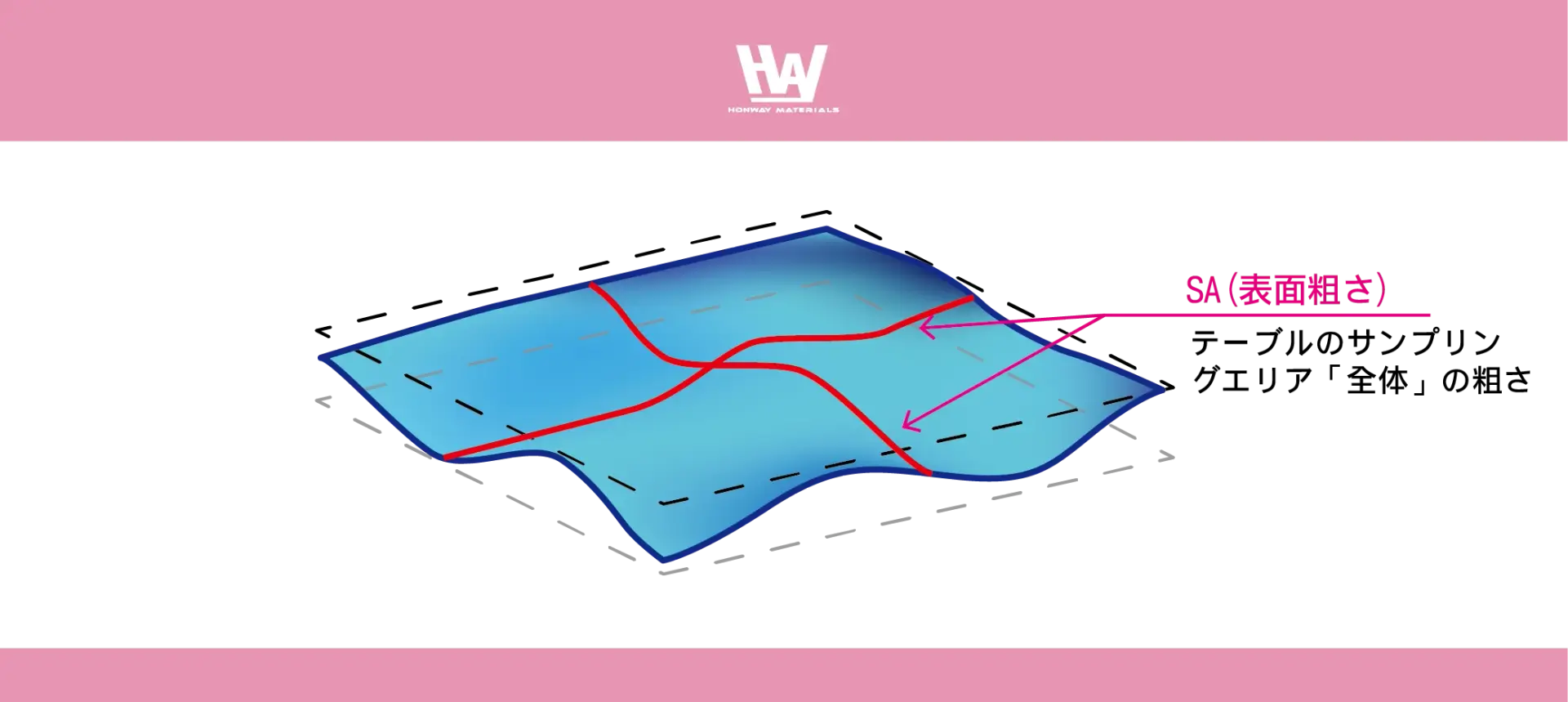
それがSAの姿です
RAは1次元空間(線)で測定された表面の値であり、SAは3次元空間(表面)の表面の平均粗さです。
RA値を正確に保つには、より多くのポイントを測定する必要があります。
SAおよびRAは、一般的にラベリングに使用されます。
定義
表面粗さを議論するとき、RA(算術平均粗さ)とSA(表面プロファイルの総合粗さ)は異なる粗さ測定基準を表します。 それらの主な違いは、定義と計算方法です。
- RA(算術平均粗さ):これは最も一般的な表面粗さパラメータの1つであり、表面プロファイルの平均偏差を表します。 具体的には、RAは、特定の測定された長さにわたるすべてのポイントから表面等高線の平均線までの距離の絶対値の算術平均です。 これはシンプルで広く使用されている指標です。
- SA(表面プロファイルの包括的な粗さ):SAは通常、表面粗さの包括的な指標を指し、表面粗さだけでなく、うねり、均一性などの他の表面特性も含まれる場合があります。 実際には、SAは3次元の表面粗さを表すために使用されることがあり(たとえば、ISO 25178規格のSA)、RAとは異なり、計算では表面の3次元プロファイルデータを考慮に入れます。
計算方法:
RA:測定範囲内のすべての等高線点から基準線までの絶対偏差を平均化して取得します。 式は次のとおりです。
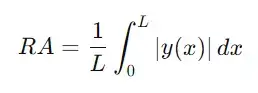
ここで、y(x)はプロファイルの高さ、Lは測定された長さです。
SA: 通常、次のような 3D サーフェス データに基づいて計算されます。
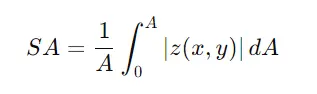
ここで、z(x,y) はサーフェスの高さ、A は測定領域の面積です。 SAは、表面の高さやその他の複雑な特性の変動数を考慮に入れています。
計測用語
RAの用語と定義 詳細な紹介については、表面粗さの用語と定義については>>>こちらをご覧ください
SA名詞
SA パラメータの概要 (最も一般的に使用されるパラメータは Sa、Sz、および Sq です)
| 表現 | 定義 | 説明 | 特記事項 | ||
| 高さ | サ | 各ポイントの高さ差の絶対値を、サーフェスの平均サーフェスに対する相対値の平均を表します。 | Ra は、サーフェスが大きすぎた後の引数です | 最も広く使用されているパラメータの1つである は、平均平面の高さ差の平均です。 このパラメータは、傷、汚染、測定ノイズの影響を受けず、安定した結果を提供します。 | |
| Szさん | サーフェスの最大高さと最も低いトラフの組み合わせ。 | Rzは、表面が大きすぎた後、パラメータSz = Sp + Svによって測定されます | 最も広く使用されているパラメータの1つである 最高峰と谷であるため、傷や公害、測定ノイズの影響を受けます | ||
| SP | エリア範囲の最大山高 | サーフェスが大きすぎる場合は、Rpをパラメータとして取ります | |||
| SVの | エリア範囲:最小トラフ高さ | サーフェスが大きすぎる場合は、Rv をパラメータとして置き換えます | |||
| 平方 | ルート rms の高さ | このパラメータは、プロファイル(線の粗さ)パラメータRqを3次元に拡張します。 定義された領域における Z(x,y) の二乗平均平方根の値を表します | 最も広く使用されているパラメータの1つである このパラメータは、傷、汚染、測定ノイズの影響を受けず、安定した結果を提供します。 | ||
| SSKの | スキュー | このパラメータは、プロファイル (線の粗さ) パラメータ Rsk を 3D に拡張します。 パラメータRskは、高さ分布の偏差を評価するために使用されます。 SSK=0: 正中線に対して対称 SSK>0: 正中線より下に偏る SSK<0: 正中線より上に偏る | このパラメータは高さ分布に関連し、摩耗油溜めや潤滑油溜めの摺動面の評価に適しています。 | ||
| SKUの | 急峻 | このパラメータは、プロファイル(線の粗さ)パラメータRkuを3Dに拡張します。 パラメータRkuは、高さ分布のシャープネスを評価するために使用されます。 SKU=3: 正規分布 SKU>3: シャープな高さ分布 SKU<3: フラットな高さ分布 | このパラメータは、山と谷の先端の形状に関連し、2 つのオブジェクト間の接触度を解析するのに適しています。 | ||
| 間 | 娑羅双樹 | 最小自己相関の長さ | 自己相関関数が指定した値 s(0≤s<1) まで減衰する最短距離。 特に明記されていない限り、パラメーターは = 0.2 として指定されます。 | これらのパラメータは、高さパラメータを置き換え、平行なトレンチと粒子の水平サイズと複雑さを評価するために使用されます。 | |
| Str | 表面プロパティのアスペクト比 | 自己相関関数によって減衰された最短距離と最長距離の指定値 s(0≤s<1) の比率。 サーフェスの等方性/異方性強度を表します。 Str の値の範囲は 0~1 です。 通常、Str> 0.5 は強い等方性を示します。 Str<0.3は強い異方性を示します。 | |||
| 混ぜる | SDQの | 二乗平均平方根勾配 | このパラメータは、プロファイル(ラインの粗さ)パラメータRdqを3Dに拡張します。 これは、サーフェスのローカル勾配(傾き)の平均振幅を表します。 パラメーター値 Sdr が大きいほど、サーフェスの傾斜が急になります。 | ||
| SDRの | インターフェース展開面積比 | 定義された範囲の拡張された面積 (表面積) のうち、定義された範囲の面積に対して増加する割合。
完全に平らなサーフェスの SDR が 0 であるとします。
表面に傾きがあると、SDRは大きくなります。 平面が45°の傾斜成分を持つ平面になると、SDRは0.414になります。 (表面積は40%以上増加しています。 ) | |||
| 機能 | SKさん | コアの高さ | コア表面の上位レベルと下位レベルの間の距離 | このパラメータは、摩擦と摩耗の評価に適しています。 また、エンジンシリンダー表面の潤滑性を評価するためにも使用できます。 | |
| スプック | ピーク高さの削除 | コア表面上のピークの平均高さ | |||
| SVKの | 谷の深さを削除します | コアの表面から下の谷の平均深さ | |||
| Smr1 | サポート率 | コアとアウトバーストを分離する地域サポート率(パーセンテージで表される) | |||
| SMR2の | サポート率 | アウトバーストバレーからコアを分割する地域支援率(パーセンテージで表される) | |||
| Sxpの | ピーク最大高さ | 支持率は、p と q の高低差に対応します。 特に明記されていない限り、値は P = 2.5%、q = 50% である必要があります。 | このパラメータは、摩耗と潤滑剤の保持を評価するためによく使用されます。 | ||
| VVVの | 谷の空のボリューム | ||||
| VVC | 核の空虚なボリューム | ||||
| VMの | ピークエリアのサポート量 | ||||
| VMCの | 原子力支援量 | ||||
| 顔立ち | SPDの | ピーク頂点密度 | 表面積の山頂の頂点の数。 値が大きいほど、他のオブジェクトとの接触点の数が多いことを示します。 指定されたサイズを超えるピークのみがカウントされます。 特に指定がない限り、指定されたサイズは最大高さSzの5%と決定されます。 このパラメータは、ピークの数を投影面積で割ることによって計算されます。 | ||
| SPCの | 波の頂点の算術平均曲率 | ピークの主曲率 (平均シャープネス) の算術平均を表します。 指定した曲率を超えるピークのみが考慮されます。 値が小さいほど、他のオブジェクトと接触している点にラジアンがあることを示します。 値が大きいほど、他のオブジェクトとの接触点が鋭くなります。 特に指定がない限り、指定されたサイズは最大高さSzの5%と決定されます。 このパラメーターは、定義された領域の曲率の算術平均から導出されます。 | このパラメータは、2つのオブジェクト間の接触を分析するのに適しています。 | ||
| S10zの | 10時の範囲の高さ | 5 つの最大ピーク高さの平均と 5 つの最も低い谷の深さの平均の合計。 | |||
| S5pの | 5点クレスト範囲の高さ | 5 つの最大ピーク高さの平均。 | |||
| S5v | 5ポイントトラフ範囲深さ | 5つの最も低い谷の平均。 | |||
| スダ | 平均トラフ範囲面積 | ||||
| シャ | 平均クレストレンジエリア | ||||
| SDVの | 平均トラフ範囲容積 | ||||
| SHVの | 平均クレストレンジボリューム |
SAとRAを使用する場合
- RA:機械部品の機械加工面など、平面の粗さ測定に広く使用されています。 表面粗さを簡単かつ効果的に評価します。
- SA:高精度製造、光学表面処理、材料科学など、3D表面の特徴を考慮する必要があるアプリケーションでより一般的です。 表面粗さのより包括的な画像を提供します。
全体として、RAはほとんどの単純な粗さ測定に一般的に使用される1D粗さパラメータですが、SAはより複雑な3D表面特性評価に使用され、詳細な表面トポグラフィーデータを必要とするアプリケーションに適しています。
結論
- オブジェクトの面全体を管理する必要がある場合は、SAが使用されます。
- SA は、RA 値を (サーフェス単位で) 拡大するパラメーターです
行きましょう
- 現在測定されている表面粗さが、期待される目標値の表を満たしているかどうか
- ワーク間の相互協力が必要かどうか
- 解決策を解く方法>>>6種類の金型研磨、いくつ知っていますか?
- >>>研磨研磨剤、研磨装置、研磨工具の研磨を行います
- 水中に
この記事を読んでも、まだ最適なものの選び方がわからないという人は、ぜひ参考にしてほしい。
私達に連絡する歓迎私達はあなたの質問に答える誰かを持っています。
オーダーメイドのお見積もりについては、お気軽にお問い合わせください。
カスタマーサービス営業時間:月~金 09:00~18:00(台湾時間)
電話番号: +8867 223 1058
知りたいテーマや、はっきりしない電話があれば、Facebookにプライベートメッセージを送ってもいいですよ~~
ホンウェイ Facebook: https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
