科学教室
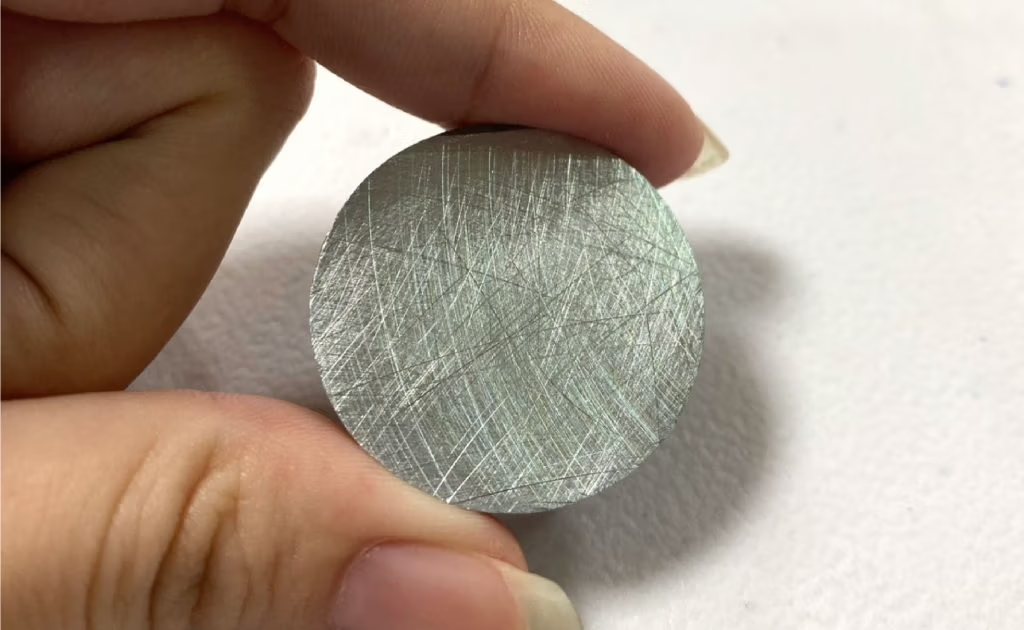
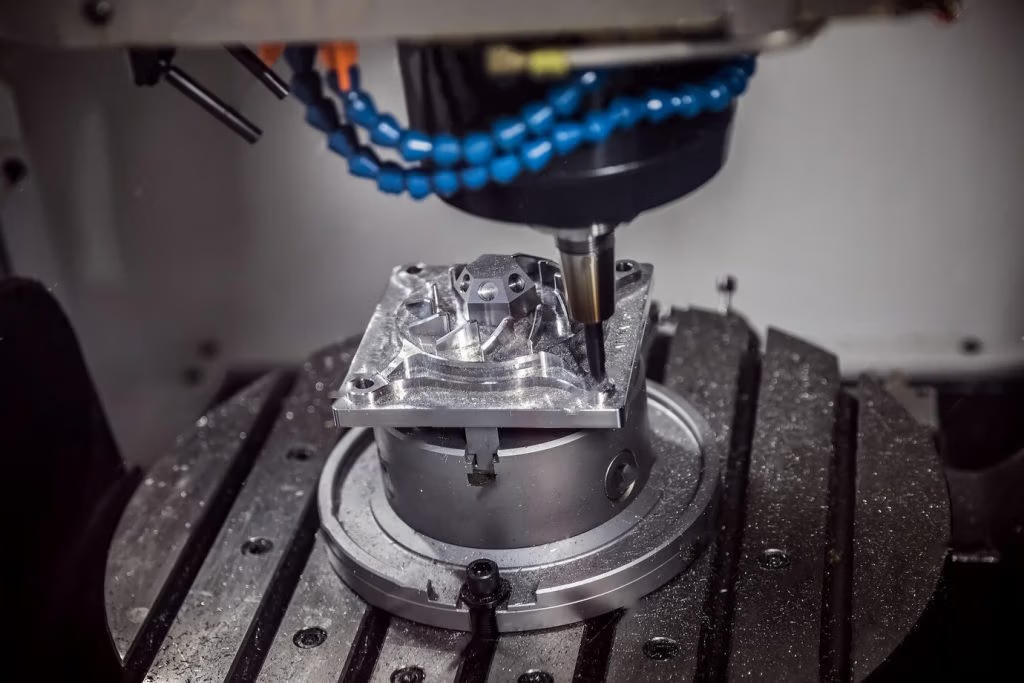
科学技術教室 : 機械加工でお困りではありませんか?あなたのワークピースにはいつもピッティングやオレンジピールがありますか?ナノテクノロジーの応用についてもっと知りたいと思いませんか?ここフォックスリンクでは、産業科学に関する一連のヒントをご紹介しています!ご質問がある場合は、私たちに直接ご連絡ください、私たちはあなたの問題を解決するのに役立ちます。
科学技術教室 : 機械加工でお困りではありませんか?あなたのワークピースにはいつもピッティングやオレンジピールがありますか?ナノテクノロジーの応用についてもっと知りたいと思いませんか?ここフォックスリンクでは、産業科学に関する一連のヒントをご紹介しています!ご質問がある場合は、私たちに直接ご連絡ください、私たちはあなたの問題を解決するのに役立ちます。

-1024x689.avif)