
精密加工において、砥石は研磨工具の中核として、その性能は加工品質と効率に直接影響します。砥石の修正とドレッシングは、研磨効果に影響を与える重要な要素です。
一般的に多くの人は砥石の研磨材、結合剤などに注目しがちですが、研磨システムにはこれらの要素だけでなく、見落とされがちな要素もあります。本稿で紹介する修正とドレッシングがその一つです。
本稿では、砥石のドレッシングの基本的な概念、ドレッシング不足と過剰の影響を検討し、さまざまな生産モードでの応用戦略を分析することで、読者が具体的なニーズに応じて適切なドレッシング方法を選択し、加工効果と経済効果を高める方法を理解するのに役立ちます。
カタログ
ツルーイングの概要
ツルーイングとは、砥石の研磨面を修正し、必要な形状と平坦度を実現し、砥石軸心との同心円を維持する作業を指します。ツルーイング後の砥石表面は非常に滑らかで、研磨材の突出部分が比較的少なくなります。
簡単に言えば、真円でない砥石を真円に修正し、回転時に安定し、片側だけ大きくなることがないようにすることです。
Q. ツルーイング後すぐに研磨できますか?
A. ツルーイング完了後の状態で砥石を直接研磨に使用すると、次の問題が発生する可能性があります。
1. 工作物の焼け焦げ: 砥石表面が滑らかすぎるため、切削能力が弱まり、研磨過程で過度の摩擦熱が発生し、工作物の局部温度が上昇し、焼け焦げにつながる可能性があります。
2. 滑り現象: 砥石表面の突起が不十分で、工作物を有効に捉えることができず、砥石が工作物表面を滑り、加工精度と効率に影響を与えます。
したがって、ツルーイング後には通常、ドレッシングを行い、砥石の切削能力を回復させ、研磨材を再び露出させ、通常の研磨ニーズに対応できるようにする必要があります。
ドレッシングの概要
ドレッシングとは、砥石表面上で研磨材の近くを覆っている結合剤を除去し、研磨材の鋭角を砥石表面に適切に露出させ、砥石の研磨能力を回復または向上させることを指します。
ドレッシングにより、砥石はより高い切削性能を発揮し、実際の加工ニーズに対応できます。
ドレッシング完了後、異なる種類の砥石は異なる効果を示します。
超砥粒砥石: 適切なドレッシングを行うと、約90%以上の研磨材が研磨過程で常に新しい鋭角を生成し、研磨能力を維持できます。
酸化アルミナ砥石: 研磨作用を生成できる研磨材は30%未満であり、残りの研磨材はドレッシング過程で脱落する可能性があります。
ドレッシングと修正は、砥石が形状と切削性能の両面で最適な状態を維持できるように、組み合わせて行われることがよくあります。
ドレッシングの異なる状態
ドレッシングの状態は、適切、不足、過剰の3つに分類でき、砥石の性能と研磨効果に異なる影響を与えます。
適切なドレッシング状態
適切なドレッシングとは、ドレッシング作業後、砥石の研磨材の鋭角の露出度が理想的なバランスに達し、砥石が安定して最高の研磨性能を発揮できる状態を指します。理想的には、研磨抵抗(抵抗力)、研磨馬力(駆動に必要な動力)、工作物表面品質(滑らかさ、精度)、砥石摩耗度(研磨材の消費速度)において、ドレッシング後の砥石は、いわゆる「安定状態」に達します。
安定状態は通常、研磨作業がしばらく行われた後に現れます。このとき、砥石の性能が最も安定し、継続的な高効率加工や自動化生産に適しています。
ドレッシング不足の状態
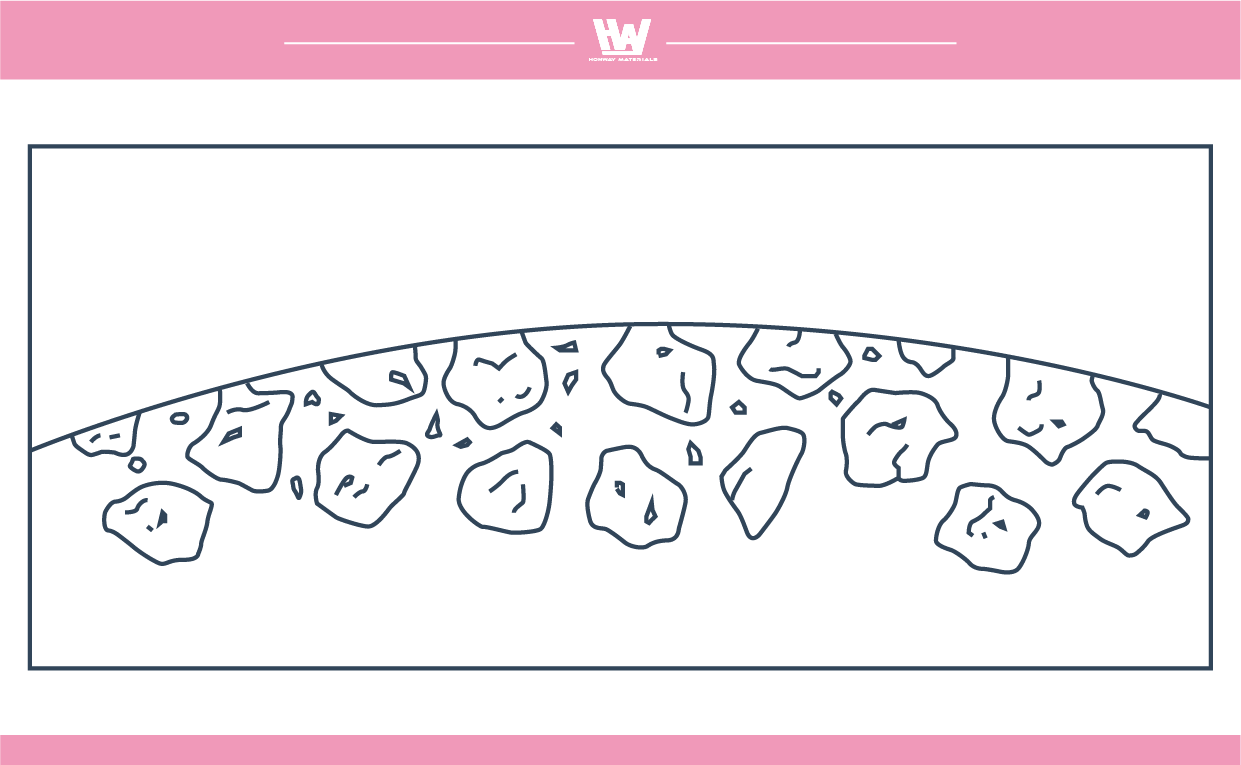
ドレッシング不足とは、ドレッシングの過程で、研磨材粒子を覆っている結合剤を十分に除去できず、研磨材の鋭角が砥石表面に十分に露出していない状態を指します。
砥石の状態:
- 砥石の状態硬く見える,結合剤が過剰に覆っており、研磨材の露出が不十分。
- 切削能力が制限され、切削効率が低い。
研磨時の状況:
- 研磨馬力:研磨を行うために、より大きな馬力が必要。
- 研磨効率:研磨速度が遅く、加工効率が低下する。
- 工作物表面品質:研磨された表面は予想よりも滑らかになるが、加工プロセスに時間がかかり、送り量が過大になると表面焼けを起こす可能性がある。
ドレッシング不足は初期の研磨性能に影響を与えますが、継続して使用するにつれて、砥石表面の結合剤が徐々に脱落し、研磨材の鋭角がゆっくりと露出するため、最終的には安定状態になります。通常、数分から数時間かかります。安定状態になると、この状態が維持されます。
ドレッシング過剰の状態
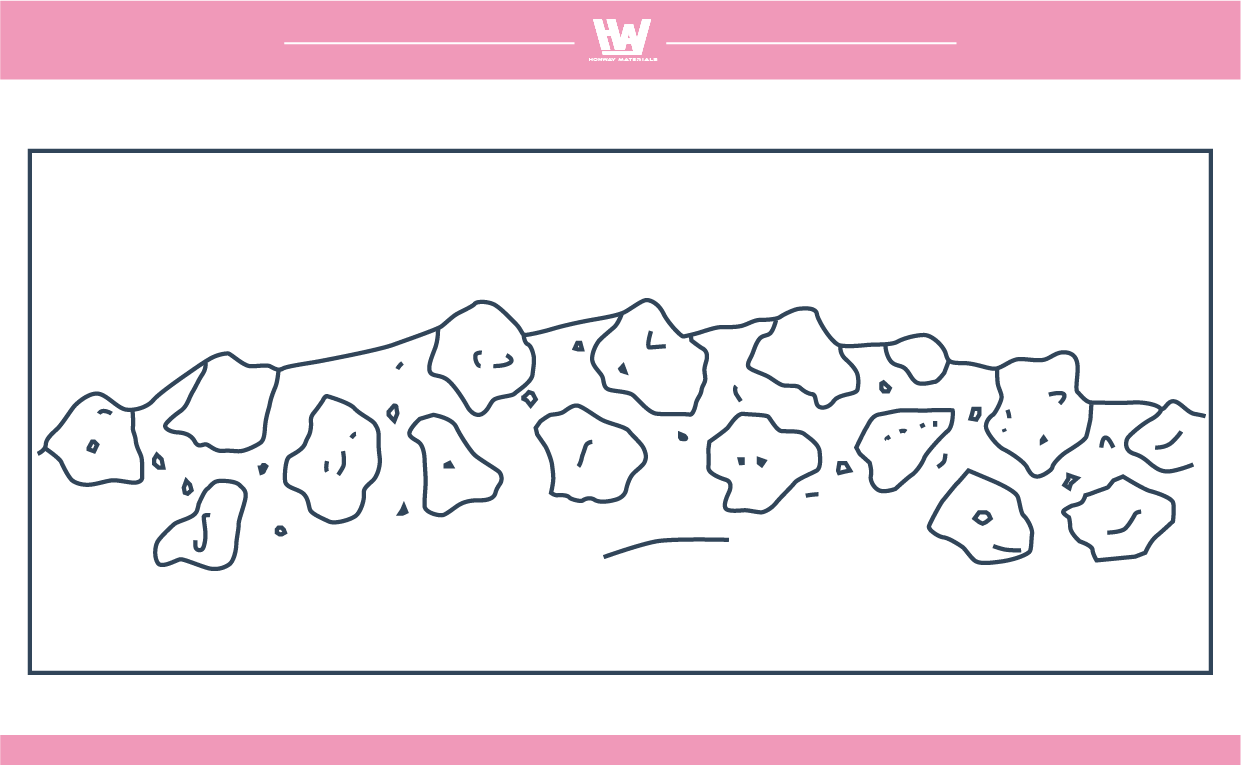
ドレッシング過剰とは、ドレッシングの過程で、研磨材粒子を覆っている結合剤を過剰に除去し、研磨材の露出面積が過大になり、砥石表面が粗くなりすぎるため、研磨性能に影響を与える状態を指します。
砥石の状態:
- 軟らかく見える,結合剤による研磨材の支持が不十分。
- 研磨材粒子が過剰に露出し、表面が粗い。
研磨時の状況:
- 工作物表面品質:研磨された工作物表面の粗さが大きく、品質が悪い。
- 研磨馬力:必要な馬力が低く、研磨抵抗が小さい。
- 砥石摩耗:研磨材粒子が быстро脱落し、砥石の摩耗速度が通常よりも速い。
ドレッシング過剰は初期性能に影響を与えますが、研磨が進むにつれて、砥石は徐々に安定状態に達することができます。一般的に、ドレッシング過剰が安定状態に達するまでの時間は、ドレッシング不足よりも短いです。
Q. ドレッシング過剰の砥石を使用した場合、どうすればよいですか?
A. ドレッシング過剰の砥石を使用すると、次の問題が発生する可能性があります。
1. 初期工作物表面品質が悪いため、修正や精密仕上げにさらに時間がかかります。
2. 砥石寿命が短くなります。研磨材がすぐに脱落するため、頻繁な交換や再ドレッシングが必要になる可能性があります。
解決策: やむを得ずドレッシング過剰の砥石を使用する場合は、加工周期を短縮したり、予備研磨工程を追加したりすることで影響を軽減できます。
Q. 実際の使用時に、意図的にドレッシング不足にするのはなぜですか?
A1. 加工表面品質の向上
砥石のドレッシング過程で、加工表面品質を向上させる戦略として、意図的にドレッシング不足にすることがあります。ドレッシング不足の砥石表面は比較的滑らかで、研磨材粒子の鋭角の露出が少ないため、通常の状態よりも優れた表面粗さ(より微細な)を実現できます。
この戦略は、砥石を微細粒度砥石に近い効果を生み出しますが、粗粒度砥石の利点、特に砥石寿命の延長という利点を維持できます。
例:600#の砥石を意図的にドレッシング不足にすることで、800#または1200#の効果を出すことができます。
A2. 研磨材の消費速度の低減
結合剤が完全には除去されていないため、研磨材粒子がより良く支持され、砥石の摩耗が減少し、使用寿命が延びます。
ドレッシング不足の戦略は、少量生産または柔軟性の高い手動研磨作業に適しています。このような状況では、作業者は送り速度、圧力、クーラント供給を適宜調整して、ドレッシング不足による初期研磨効率の低さを補うことができます。
※注意:自動化生産では、安定した材料除去率、馬力需要、加工表面粗さが生産効率と製品品質にとって重要であるため、ドレッシング不足の砥石を使用することはお勧めできません。したがって、ドレッシング状態は、過剰または不足にならないように、最適なバランスを維持する必要があり、砥石の性能が安定して持続するようにする必要があります。
つまり、ドレッシング戦略は、具体的なアプリケーションシナリオに応じて調整する必要があります。どのような状態の砥石を使用するかは、実際の状況に応じて判断できます。適切なドレッシング状態の砥石が唯一の選択肢ではありません。
結論は
ツルーイングとドレッシングは相互に連携する関係にあり、砥石の正常な動作を保証します。
さまざまなアプリケーションニーズに応じて、ドレッシングを調整戦略として使用できます。意図的なドレッシング不足は砥石寿命を延ばし、手作業加工でより良い加工面を提供できます。適切なドレッシングは、自動化生産において、一貫した材料除去率、安定した馬力需要、優れた加工面を実現できます。したがって、正しいドレッシング戦略は、加工ニーズ、設備特性、生産モードに応じて調整する必要があり、最適な作業効率と経済効果を達成できます。
アクション
- 砥石の選び方>>>ダイヤモンド砥石とCBN砥石の選び方は?
- 研磨剤の基礎知識>>>研削 – 研磨材紹介
- 研削砥石の性能の重要な役割>>バインダーの紹介
- 研削砥石の研磨材の様々な外観>>研削砥石の研削効果
- 現在の砥石が正常に摩耗しているかどうか。>>>研削砥石の現状は?-電着ホイール
- 研削砥石のドレス方法>>砥石トリミング トリミング方法
- 2段階の研削砥石ドレッシング >> 研削砥石ドレッシングと研磨とは
- 刃先の研削条件の違い>>砥石の切刃形状、変化と自生機構の詳細解説
- 実行します>>>ダイヤモンド砥石と窒化ホウ素砥石、研磨砥粒、研磨装置、研磨工具
- 査読者
研磨の方に、加工ニーズにより カスタマイズが最大効率に調整されるのは可能です。
この記事を読んでも、まだ最適なものの選び方がわからないという人は、ぜひ参考にしてほしい。
どんな質問に答えるために、ぜひ私達に連絡する。
オーダーメイドのお見積もりについては、お気軽にお問い合わせください。
カスタマーサービス営業時間:月~金 09:00~18:00(台湾時間)
電話番号: +8867 223 1058
知りたいテーマや、はっきりしない電話があれば、Facebookにプライベートメッセージを送ってもいいですよ
ホンウェイ Facebook: https://www.facebook.com/honwaygroup
以下もご興味があるかもしれません…
[wpb-random-posts]
