
これは手触りがとてもざらざらしています! どのくらい荒れていますか?
これはとても滑りやすい感じがします! そして、彼の荒々しさはどうでしょうか?
これらの表現は、究極の工業分野を追求する「海は青い」みたいなものなのでしょうが、心の中の青さは必ずしも同じ真理ではないので、この状況を解決し、歩留まりを向上させるために、1940年代に表面粗さの定義が生まれ、その後の改訂を経て、あなたと私の手によって工業標準となりました。
※Ra、Rz、Rmaxは主に工業分野で使用されますが、この記事では「表面粗さ-線粗さ入門」を取り上げますので、SAとRAの違いを知りたい方はこちらをご覧ください。>>>RA與SA的差異
目錄
測定用語:
記譜法に入る前に、ほとんどの記譜法で使用されるいくつかの用語を見てみましょう
- 不規則性:これらは曲線の山と谷です
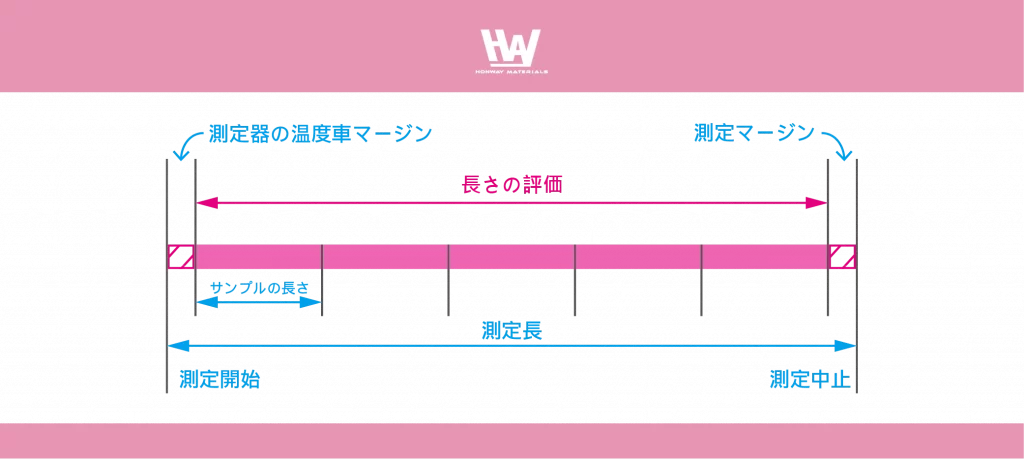
- サンプリング長: 全体の粗さタイプを示すのに十分な表面の長さ。
- 評価の長さ:いくつかのサンプルの長さが含まれ、測定値はいくつかのパラメータ評価の平均です。
- トラバース長:プローブ測定中に測定された表面の全長。
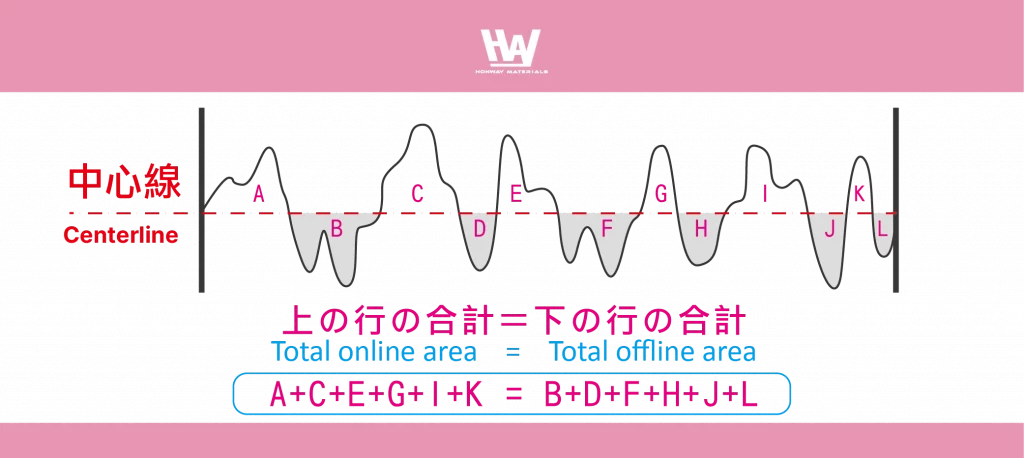
- 基準線:表面の粗さの外観を定量的に評価するために使用される基準線。
- 中心線: 図形を等しい面積の 2 つの等しい部分に分割し、図形の一般的な方向に平行にする参照線。
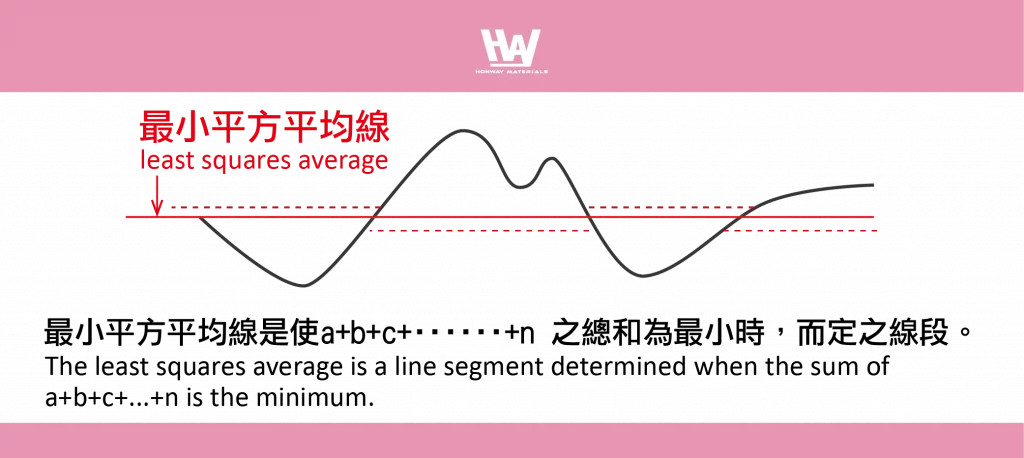
- 最小二乗平均線:断面曲線の粗さから間隔を取り、曲線間隔に直線を設定することであり、直線から上下の曲線への偏差距離の二乗の合計が最も小さい場合、これを「平均最小基準線」と呼びます。
一般的に使用される表面の厚さ表記
| 表現 | 定義 | 説明 | |
| 1 | Ra | プロファイルの算術平均偏差 | 実際のプロファイルの最後の点からサンプリング長 L 内のプロファイルの正中線までの距離の絶対値の平均値 |
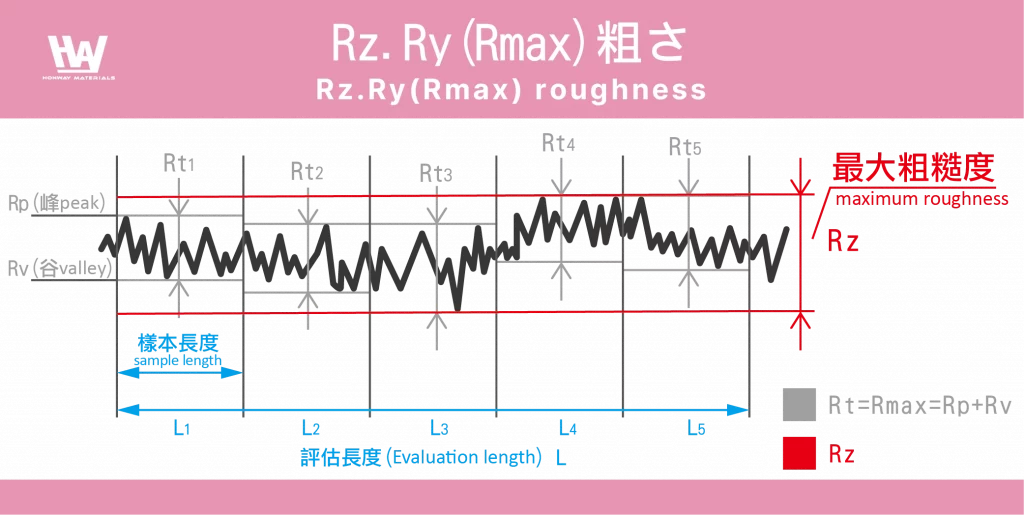
| 2 | Rt [Rymax] | 粗さが最大になる高さ | プロファイルサンプリング長L内の最大のピークと最大の谷の合計、つまりRt=Rp+Rv |
| 3 | Rz(JIS) [Rtm] | 微細な凹凸、平均高さ10点 | このパラメータは、サンプリング長L内の5つの最大プロファイルピークと5つの最大プロファイル谷の間の平均高さであるISOパイロット高さパラメータにもなります |
上記3つの粗さの関係は、4Ra≒Rymax≒Rtmです
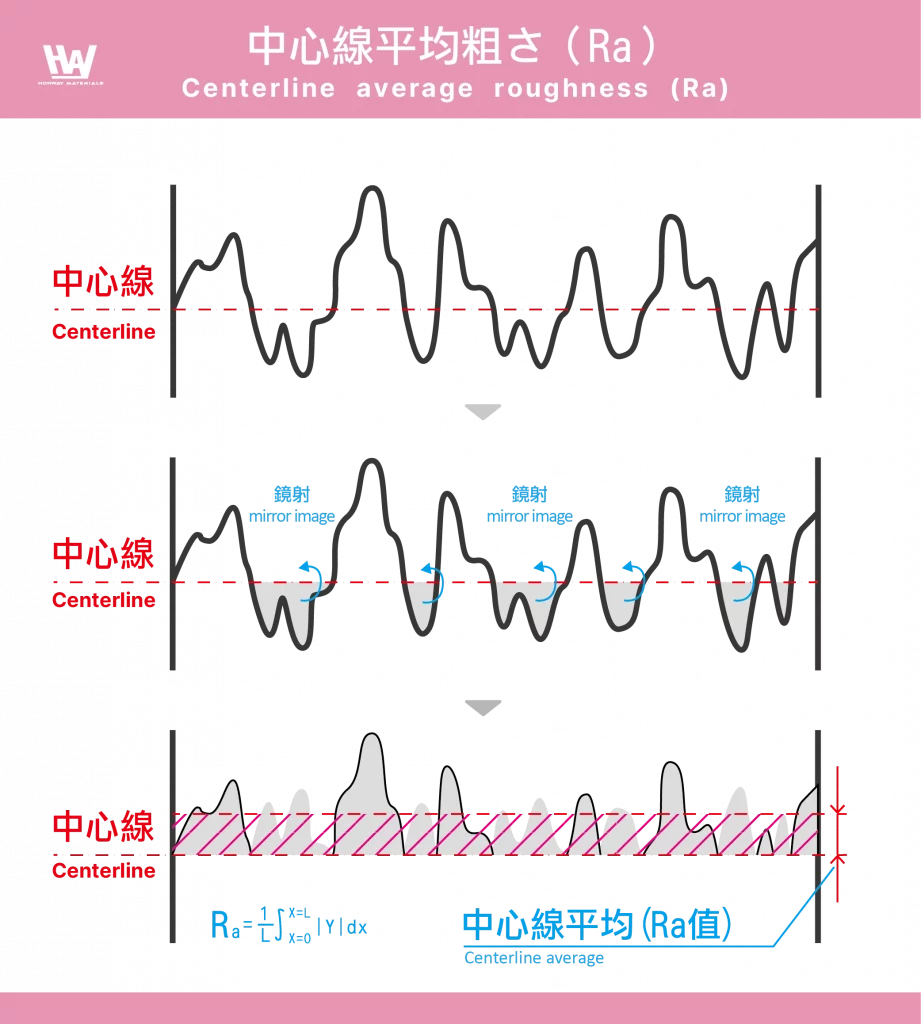
中心線の平均粗さ (Ra)
中心線からサンプルの全長にわたる形状偏差の算術平均
Ra=(|Y1|+|Y2|+…..+|Yn|) /n
最大高さ粗さ(Rmax [DIN]); (ライ [ISO; JIS])
サンプル長の各参照長内の最高トラフと最小トラフの合計
[Rmax=(Rmax1+Rmax2+……) /n; ry=Ymax-Ymin]
10ポイントの平均粗さ(Rz)
5 つの最大プロファイル ピークと 5 つの最大プロファイル バレーの間の平均高さは、サンプル長 L 内で取得されました
上記のパラメータのうち、RzとRmaxはDINとISOでわずかに異なります。
- Rz(DIN):5つのサンプルの長さの平均合計粗い高さを取ります。
- Rz(ISO):評価長さの5つの最も高い山と谷の間の平均距離。
※そのため、Rz(DIN)の値は比較的小さくなります。 同様に、Rmax(DIN)は小さくなります
その他の表面粗さ表記
その他の表面粗さ表記
| 表現 | 定義 | 説明 | |
|---|---|---|---|
| 4 | R3y | 粗さの山から谷までの高さ | R3y は、各サンプル長の 3 つの最も高いピークと 3 つの最も深い谷の間の最小距離を計算し、これらの値から最大値を求めます。 評価には、少なくとも5つのサンプル長を使用することをお勧めします |
| 5 | R3zの | 山から谷までの平均高さ | R3z は、評価長さ L 全体にわたる各サンプル長における 3 つの最も高い山と 3 つの深い谷の間の垂直距離の平均です |
| 6 | RVの | 最大トラフ | サンプリング長L内で、プロファイルの正中線から最も低いトラフまで |
| 7 | RPの | 最大ピーク数 | サンプル長L内の平均線より上のプロファイルの最大高さ |
| 8 | Rc | プロファイルの粗さは高さを平均化します | サンプル長さL内のプロファイルの平均高さ |
| 9 | Rda | 粗さは平均勾配をカウントします | サンプリング長Lに対するプロファイルの変化率の絶対値の算術平均 |
| 10 | RΔq | 粗さrms傾斜 | |
| 11 | Rku | 粗さ尖度の確率密度関数 | 輪郭の尖度を指します |
| 12 | Rlo | 粗さが測定されるプロファイルの長さ | 評価の長さでは、等高線表面の測定された長さLは、測定中に表面の山と谷を滑り抜けるスタイラスの全長です |
| 13 | RMRの | 粗さ材料比率曲線 | |
| 14 | RPCの | 粗さピークカウント | |
| 15 | RSMの | 粗さプロファイル機能の平均幅 | サンプル長さL内の平均線上のプロファイル特徴間の平均間隔 |
| RSMの平均幅は、山頂から谷までの平均幅が大きいほど、粗さが平坦であるほど、より良い(平坦な)ことを指します | |||
| 16 | RVOの | 粗さはボリュームのオイル保持を決定します | |
| 17 | RS | 粗さのローカルピークの平均間隔 | |
| 18 | Rq | 二乗平均平方根の粗さ | |
| 19 | RHSCの | 粗さの高ポイント数 | |
表面粗さトラップ
結論
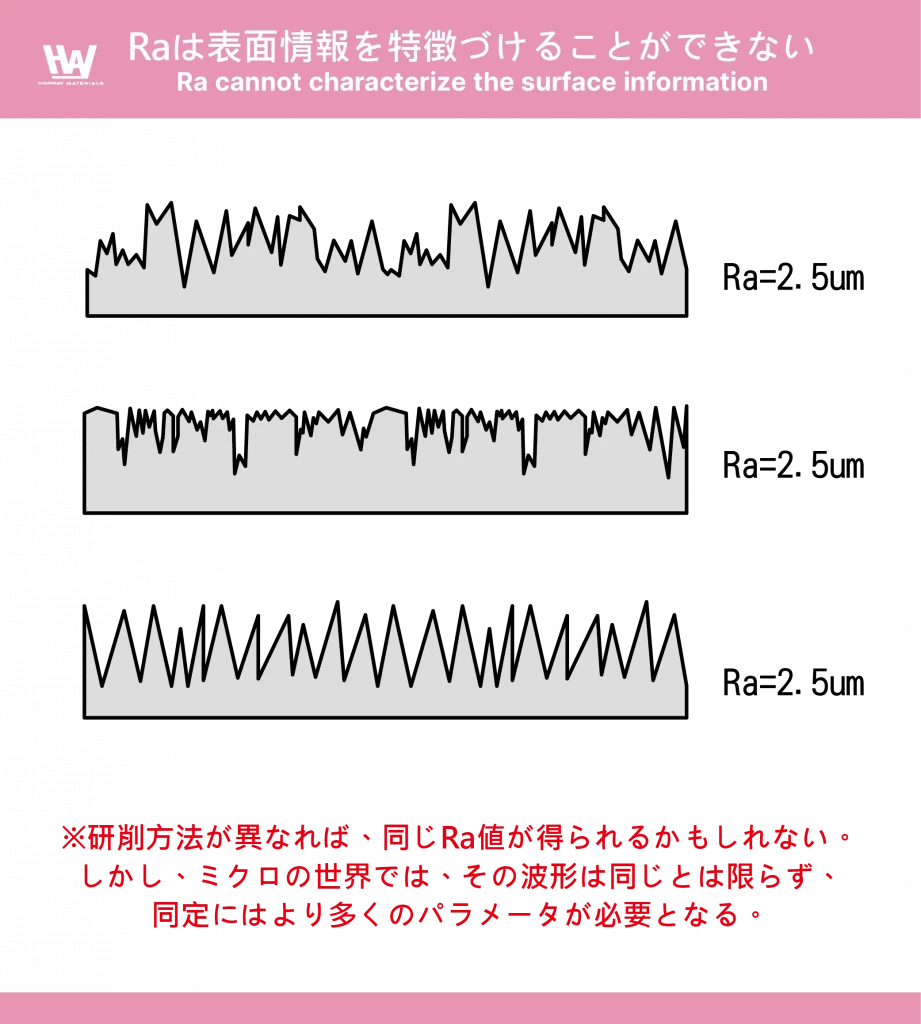
- 表面粗さは表面粗さを定量化するための値であり、微視的な観点からは、物体によって微視的な形態に違いがあります。
- 同様に、異なる企業や国は異なる標準仕様(ISO.JIS.DIN)の表記も異なり、ブランドを変更したり、異なるブランドの部品を購入して加工で互いに一致させたい場合は、ワークピースの欠陥を回避したり、寸法や粗さの違いによるスペアパーツの摩耗を加速させたりするために、より注意を払う必要があります。
- 表面粗さは、表面サンプリング測定のある領域に対してのみであるため、誤差値を小さくするために、ある領域のある長さの物体の表面粗さを表すことができるように選択するか、またはもう少し多くの領域を測定する必要があります。
- 市場には、測定と計算の手順を節約できる多くの技術的ソリューションがありますが、主要な原因を理解することで、問題を明確に定義し、現在のボトルネックの突破口を見つけることができます。
行動
- 現在測定されている表面粗さがお客様の期待に合っているかどうか。>>>研削・研磨と表面粗さの比較
- ワークピース間の調整が必要ですか>>>粗い影響
- 6種類の金型研磨>>>解決する方法、あなたはいくつ知っていますか?
- >>>研磨材、研磨装置、研磨工具
- 査読者
用語の説明
- DIN:ベルリンのドイツ規格協会(DIN)によって発行され、主にドイツで使用されている国家規格です
- ISO:これは、企業が製品やサービスを維持し、一貫した品質を確保するために国際標準化機構(ISO)によって開発された一般的な規格であり、今日最もよく知られているISO認証でもあり、さまざまな業界の製造業者、商社、政府機関、学術ユニットに適用されます。
- JIS:日本工業標準調査委員会で開発・審査されました。 JISは、日本で最も重要で権威ある規格です。
この記事を読んでも、まだ最適なものの選び方がわからないという人は、ぜひ参考にしてほしい。
どんな質問に答えるために、ぜひ私達に連絡する。
オーダーメイドのお見積もりについては、お気軽にお問い合わせください。
カスタマーサービス営業時間:月~金 09:00~18:00(台湾時間)
電話番号: +8867 223 1058
知りたいテーマや、はっきりしない電話があれば、Facebookにプライベートメッセージを送ってもいいですよ
ホンウェイ Facebook: https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
