Skip to content
HonWay Materials-台湾のダイヤモンド研削・研磨工具のトップブランド
ダイヤモンドペースト、ダイヤモンド液、ダイヤモンド粉末、精密研磨
ホンウェイ工業株式会社
企業理念
Honway重要なレコード
ホンウェイの専門知識
製品展示会 。
ダイヤモンド工具
PCD切削工具
ダイヤモンド・窒化ホウ素旋削工具
ダイヤモンドドレッサー
ダイヤモンドヤスリ
ダイヤモンドメカニカルヤスリ
ダイヤモンド・ブラシ
ダイヤモンドオイルストーン
ダイヤモンドクロス
ダイヤモンド研磨棒
ダイヤモンドおよび窒化ホウ素砥石
ダイヤモンドローラードレッサーの研削
ダイヤモンドドリルパイプ
電鋳ダイヤモンドソーブレード
金属組織用消耗品
研磨液/ペースト/パウダー
メタログラフィー研磨ディスク
金属組織研磨パッド
金属組織吸着パッド
メタログラフィー磁化システム
カッティングシート
研削・研磨消耗品
セラミックファイバー製オイルストーン
EDMとDFオイルストーン
ハンドル付き砥石
ハンドル付きフレキシブル砥石
酸化セリウム弾性研削ホイール
木棒とブラウンブラシ
オイルストーングリップ
ウール製品
半導体
半導体
粉末、ペースト、液体研磨剤
研磨液
研磨パウダー
単結晶
多結晶
研磨ペースト
単結晶
多結晶
金属原材料
レアアース原料
ガドリニウム
イットリウム
サマリウム
ネオジム
ホルミウム
スカンジウム
セリウム
エルビウム
ツリウム
ユウロピウム
テルビウム
ジスプロシウム
プラセオジム
イッテルビウム
ルテチウム
ランタン
工作機械
研磨装置
回転ブラシ機
空気圧グラインダー
左右トラバース空気圧ヤスリ
往復空気ヤスリ
空気式平面研磨機
空気圧ロータリーグラインダー
超音波・電動研磨機
電動回転式ハンドピース
電動超音波研磨機
パワーコントローラー
他の
その他の製品
ゼロコードクリアエリア
ラボグロウンダイヤモンド
ダイヤモンド工具カタログ ダウンロードはこちら
知識コラム
製品の用途です
テクノロジーニュース
宝石教室
科学教室
砥石技術の完全ガイド
半導体研削・研磨技術
ダイヤモンド・ナレッジ
お客様の声
マイアカウント
Honwayに連絡する
カート
展示ページ
日本語
繁體中文
English
Русский
简体中文
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
HonWay Materials-台湾のダイヤモンド研削・研磨工具のトップブランド
ダイヤモンドペースト、ダイヤモンド液、ダイヤモンド粉末、精密研磨
HonWay Materials-台湾のダイヤモンド研削・研磨工具のトップブランド
ダイヤモンドペースト、ダイヤモンド液、ダイヤモンド粉末、精密研磨
ホンウェイ工業株式会社
企業理念
Honway重要なレコード
ホンウェイの専門知識
製品展示会 。
ダイヤモンド工具
PCD切削工具
ダイヤモンド・窒化ホウ素旋削工具
ダイヤモンドドレッサー
ダイヤモンドヤスリ
ダイヤモンドメカニカルヤスリ
ダイヤモンド・ブラシ
ダイヤモンドオイルストーン
ダイヤモンドクロス
ダイヤモンド研磨棒
ダイヤモンドおよび窒化ホウ素砥石
ダイヤモンドローラードレッサーの研削
ダイヤモンドドリルパイプ
電鋳ダイヤモンドソーブレード
金属組織用消耗品
研磨液/ペースト/パウダー
メタログラフィー研磨ディスク
金属組織研磨パッド
金属組織吸着パッド
メタログラフィー磁化システム
カッティングシート
研削・研磨消耗品
セラミックファイバー製オイルストーン
EDMとDFオイルストーン
ハンドル付き砥石
ハンドル付きフレキシブル砥石
酸化セリウム弾性研削ホイール
木棒とブラウンブラシ
オイルストーングリップ
ウール製品
半導体
半導体
粉末、ペースト、液体研磨剤
研磨液
研磨パウダー
単結晶
多結晶
研磨ペースト
単結晶
多結晶
金属原材料
レアアース原料
ガドリニウム
イットリウム
サマリウム
ネオジム
ホルミウム
スカンジウム
セリウム
エルビウム
ツリウム
ユウロピウム
テルビウム
ジスプロシウム
プラセオジム
イッテルビウム
ルテチウム
ランタン
工作機械
研磨装置
回転ブラシ機
空気圧グラインダー
左右トラバース空気圧ヤスリ
往復空気ヤスリ
空気式平面研磨機
空気圧ロータリーグラインダー
超音波・電動研磨機
電動回転式ハンドピース
電動超音波研磨機
パワーコントローラー
他の
その他の製品
ゼロコードクリアエリア
ラボグロウンダイヤモンド
ダイヤモンド工具カタログ ダウンロードはこちら
知識コラム
製品の用途です
テクノロジーニュース
宝石教室
科学教室
砥石技術の完全ガイド
半導体研削・研磨技術
ダイヤモンド・ナレッジ
お客様の声
マイアカウント
Honwayに連絡する
カート
展示ページ
日本語
繁體中文
English
Русский
简体中文
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
HonWay Materials-台湾のダイヤモンド研削・研磨工具のトップブランド
ダイヤモンドペースト、ダイヤモンド液、ダイヤモンド粉末、精密研磨
知識コラム
,
科学教室
湿式粉砕とは何ですか?
By
honway
/
2024-12-05
知識コラム
,
科学教室
乾式粉砕とは何ですか?
By
honway
/
2024-12-03
知識コラム
,
科学教室
なぜ機械研磨の方が化学研磨よりも環境に優しいのですか?
By
honway
/
2024-11-28
お客様の声
お客様のおすすめ – モールド残りの接着剤を簡単に除去できるジェット研磨装置 AS-JP23L
By
honway
/
2024-11-26
科学教室
誰がカーボンインベントリーを必要としているのか? 今後の展開は?
By
honway
/
2024-11-21
科学教室
ネット・ゼロ・エミッションとカーボンニュートラルに関する世界的な話題を一挙に把握する。
By
honway
/
2024-11-19
科学教室
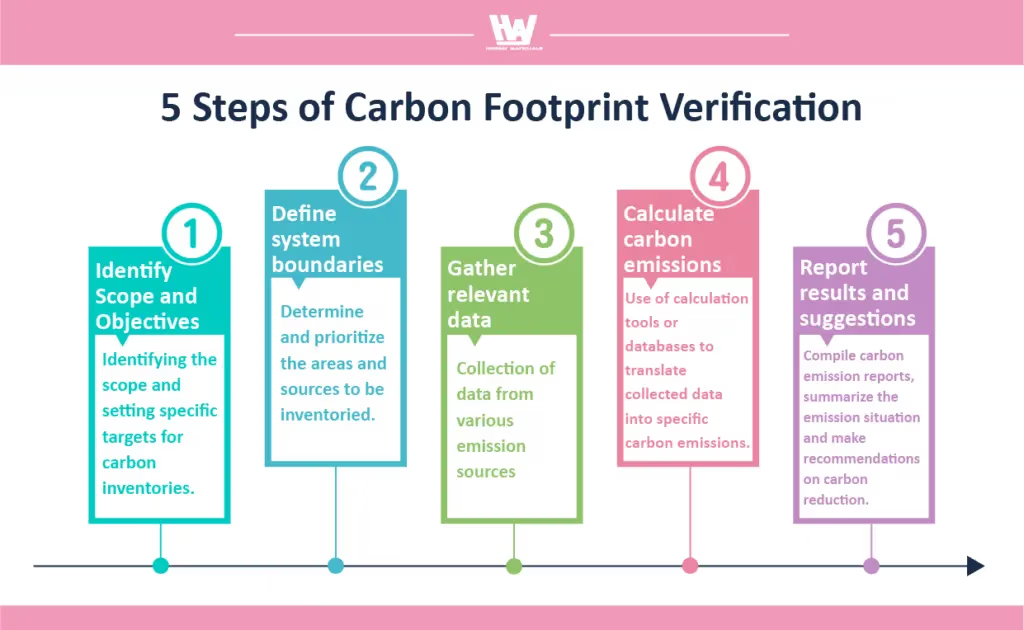
温室効果ガスインベントリは何ですか。将来的に二酸化炭素排出量を削減するための5つのステップについて学ぶ。
By
honway
/
2024-11-14
科学教室
ESGとは何ですか、そして企業にとってのESGの利点は何ですか? どうやってESGを導入しますか?
By
honway
/
2024-11-07
砥石技術の完全ガイド
,
科学教室
ホイールの性能を左右する重要な役割を果たす結合剤。
By
honway
/
2024-10-31
科学教室
金属はこう見える 金属組織学的サンプルの作り方 – 金属組織学的サンプリング
By
honway
/
2024-10-24
お客様の声
お客様の声-ジェット式研磨装置 AS-JP23
By
honway
/
2024-10-21
お客様の声
お客様の声-ジェット式研磨装置 AS-JP23L
By
honway
/
2024-10-21
科学教室
金属研磨材 – ステンレス紹介
By
honway
/
2024-10-17
科学教室
メタルポリッシュ素材-亜鉛 Znの紹介
By
honway
/
2024-10-10
科学教室
メタルポリッシュ素材-NIニッケルの紹介
By
honway
/
2024-10-03
←
Previous
1
…
6
7
8
…
17
Next
→
ホンウェイ工業株式会社
企業理念
Honway重要なレコード
ホンウェイの専門知識
製品展示会 。
ダイヤモンド工具
PCD切削工具
ダイヤモンド・窒化ホウ素旋削工具
ダイヤモンドドレッサー
ダイヤモンドヤスリ
ダイヤモンドメカニカルヤスリ
ダイヤモンド・ブラシ
ダイヤモンドオイルストーン
ダイヤモンドクロス
ダイヤモンド研磨棒
ダイヤモンドおよび窒化ホウ素砥石
ダイヤモンドローラードレッサーの研削
ダイヤモンドドリルパイプ
電鋳ダイヤモンドソーブレード
金属組織用消耗品
研磨液/ペースト/パウダー
メタログラフィー研磨ディスク
金属組織研磨パッド
金属組織吸着パッド
メタログラフィー磁化システム
カッティングシート
研削・研磨消耗品
セラミックファイバー製オイルストーン
EDMとDFオイルストーン
ハンドル付き砥石
ハンドル付きフレキシブル砥石
酸化セリウム弾性研削ホイール
木棒とブラウンブラシ
オイルストーングリップ
ウール製品
半導体
半導体
粉末、ペースト、液体研磨剤
研磨液
研磨パウダー
単結晶
多結晶
研磨ペースト
単結晶
多結晶
金属原材料
レアアース原料
ガドリニウム
イットリウム
サマリウム
ネオジム
ホルミウム
スカンジウム
セリウム
エルビウム
ツリウム
ユウロピウム
テルビウム
ジスプロシウム
プラセオジム
イッテルビウム
ルテチウム
ランタン
工作機械
研磨装置
回転ブラシ機
空気圧グラインダー
左右トラバース空気圧ヤスリ
往復空気ヤスリ
空気式平面研磨機
空気圧ロータリーグラインダー
超音波・電動研磨機
電動回転式ハンドピース
電動超音波研磨機
パワーコントローラー
他の
その他の製品
ゼロコードクリアエリア
ラボグロウンダイヤモンド
ダイヤモンド工具カタログ ダウンロードはこちら
知識コラム
製品の用途です
テクノロジーニュース
宝石教室
科学教室
砥石技術の完全ガイド
半導体研削・研磨技術
ダイヤモンド・ナレッジ
お客様の声
マイアカウント
Honwayに連絡する
カート
展示ページ
日本語
繁體中文
English
Русский
简体中文
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
ホンウェイ工業株式会社
企業理念
Honway重要なレコード
ホンウェイの専門知識
製品展示会 。
ダイヤモンド工具
PCD切削工具
ダイヤモンド・窒化ホウ素旋削工具
ダイヤモンドドレッサー
ダイヤモンドヤスリ
ダイヤモンドメカニカルヤスリ
ダイヤモンド・ブラシ
ダイヤモンドオイルストーン
ダイヤモンドクロス
ダイヤモンド研磨棒
ダイヤモンドおよび窒化ホウ素砥石
ダイヤモンドローラードレッサーの研削
ダイヤモンドドリルパイプ
電鋳ダイヤモンドソーブレード
金属組織用消耗品
研磨液/ペースト/パウダー
メタログラフィー研磨ディスク
金属組織研磨パッド
金属組織吸着パッド
メタログラフィー磁化システム
カッティングシート
研削・研磨消耗品
セラミックファイバー製オイルストーン
EDMとDFオイルストーン
ハンドル付き砥石
ハンドル付きフレキシブル砥石
酸化セリウム弾性研削ホイール
木棒とブラウンブラシ
オイルストーングリップ
ウール製品
半導体
半導体
粉末、ペースト、液体研磨剤
研磨液
研磨パウダー
単結晶
多結晶
研磨ペースト
単結晶
多結晶
金属原材料
レアアース原料
ガドリニウム
イットリウム
サマリウム
ネオジム
ホルミウム
スカンジウム
セリウム
エルビウム
ツリウム
ユウロピウム
テルビウム
ジスプロシウム
プラセオジム
イッテルビウム
ルテチウム
ランタン
工作機械
研磨装置
回転ブラシ機
空気圧グラインダー
左右トラバース空気圧ヤスリ
往復空気ヤスリ
空気式平面研磨機
空気圧ロータリーグラインダー
超音波・電動研磨機
電動回転式ハンドピース
電動超音波研磨機
パワーコントローラー
他の
その他の製品
ゼロコードクリアエリア
ラボグロウンダイヤモンド
ダイヤモンド工具カタログ ダウンロードはこちら
知識コラム
製品の用途です
テクノロジーニュース
宝石教室
科学教室
砥石技術の完全ガイド
半導体研削・研磨技術
ダイヤモンド・ナレッジ
お客様の声
マイアカウント
Honwayに連絡する
カート
展示ページ
日本語
繁體中文
English
Русский
简体中文
Español
Polski
Tiếng Việt
한국어
ไทย
العربية
Scroll to Top