
精密加工の分野では、砥石の形状を維持することが非常に重要であり、適切なダイヤモンドローラーを選択することは、加工精度、工具寿命、生産効率を確保する上で非常に重要です。正電鋳、逆電鋳、焼結など、さまざまなプロセス技術にはそれぞれ独自の利点と適用範囲があります。
各プロセスは、その特性とダイヤモンド粒子の分布に応じて、高精度で高効率な微細プロファイル加工から粗い表面や高い耐久性の要件まで、さまざまなプロファイルの加工ニーズを満たすことができます。これらのプロセスの特性を理解することで、最適な製造ソリューションを選択し、ツールのパフォーマンスを向上させ、プロファイルの処理品質を確保して、最高の生産結果を達成することができます。
この記事では、正電鋳、逆電鋳、焼結の 3 つのプロセスの特徴と、それぞれの適用シナリオを詳しく紹介し、読者が深く理解して適切なダイヤモンド研削ホイール法を選択できるようにします。
カタログ
せいでんちゅう (Positive Electroplating)
せいでんちゅう(Electroforming)せいでんちゅう技術を利用して金属部品や構造物を製造する方法です。その原理は、電気分解によってローラーに電気を注入し、金属の表面にダイヤモンドを付着させることです。
ダイヤモンドアレンジメント
- ランダムに分布したダイヤモンド:せいでんちゅうプロセスによって製造され、ダイヤモンド粒子が輪郭表面にランダムに分布し、ニッケルメッキによって固定され、ダイヤモンド粒子が輪郭表面の単一の平面上に固定されます。
特徴と利点
- ダイヤモンド粒子は大きさが様々であるため、表面は粗く、非常に腐食性があります。
- 侵食や粗さの要件が高い状況には適していますが、高精度のアプリケーションには適していません。
- 低コストで製造効率が高く、複数回の再鋳造が可能です。
いんきょくでんちゅう (Reverse Electroplating)
いんきょくでんちゅうを用いた工具製造時にこれらのタイプの工具を電鋳するには、まずトリミングローラーの反転像を有する負の金型を作成し、その負の金型に電気を注入します。逆電鋳法を用いてダイヤモンド粒子をTaijinの表面に付着させる
ダイヤモンドアレンジメント
- ランダムに分布したダイヤモンド: ダイヤモンド粒子が金属の表面にランダムに配置されます。
- 手作業でセットされたダイヤモンド: ダイヤモンド粒子を手作業で高精度にセットして配置します。
- ハンドセット/ランダムに配分されたダイヤモンド: ハンドセットとランダム配分方法を組み合わせることで、精度と柔軟性を兼ね備えています。
特徴と利点
- いんきょくでんちゅうにより、ダイヤモンド粒子が輪郭表面に正確に分散され、各研磨粒子がドレッシングプロセスに参加できるようになり、ドレッシング効率と工具寿命が向上します。
- これらのローラーは高精度加工に適しており、極めて厳しい公差を実現でき、特に微細なプロファイルに適しています。
焼結 (Sintering)
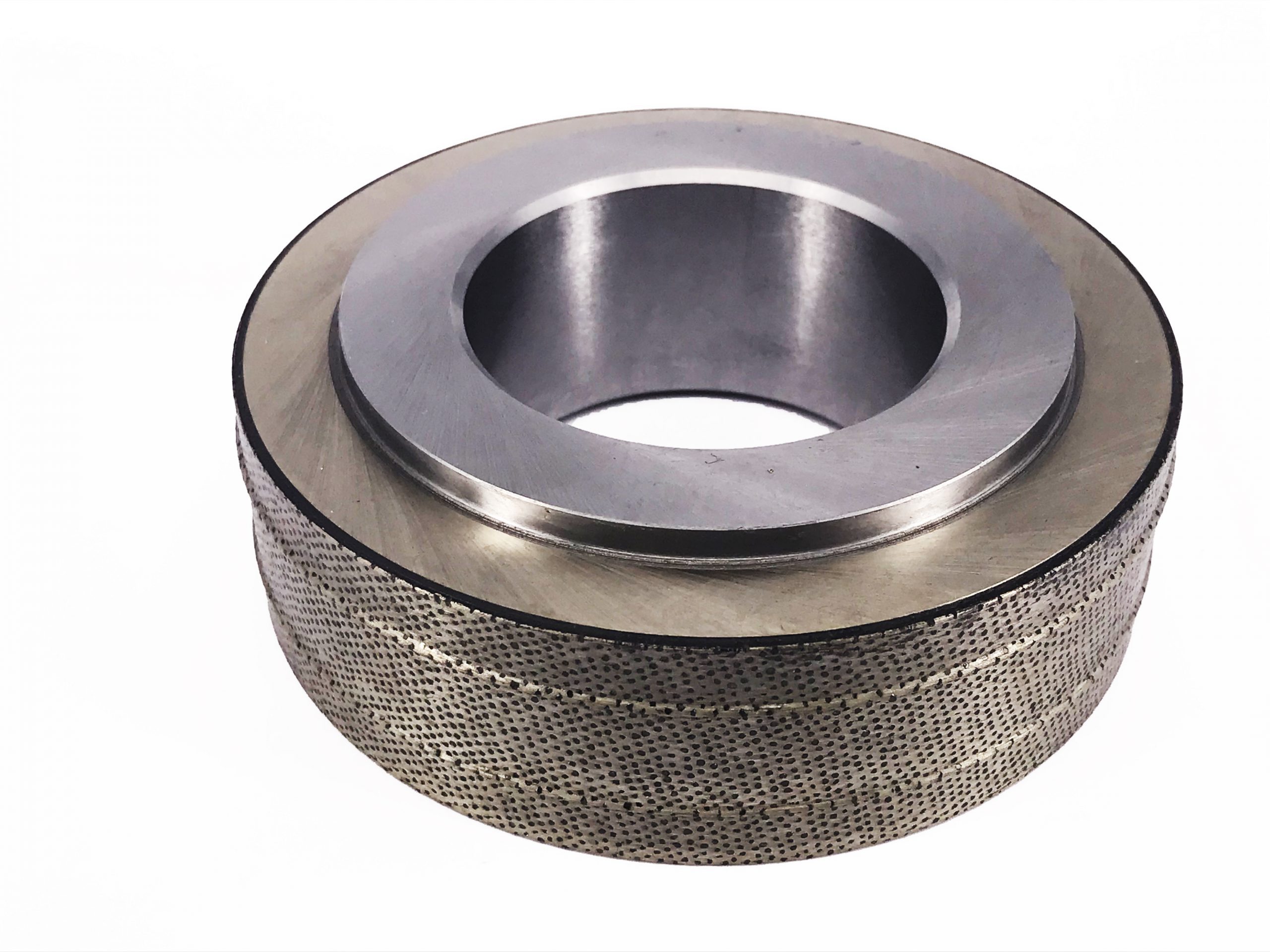
焼結プロセスによって製造され、ダイヤモンド粒子がバインダーと混合され、高圧高温下でローラーマトリックスに焼結されます。
ダイヤモンドアレンジメント
- ランダムに分布したダイヤモンド: ダイヤモンド粒子がプロファイルの表面にランダムに分布しています。
特徴と利点
- コーティングの厚さは比較的厚く、ダイヤモンド粒子のサイズの数倍に達することもあります。一般的な厚さは 2 mm、3 mm、または 5 mm です。
- 精度要件が低い単純なプロファイルトリミングに適しており、元の形状を長期間維持できます。
- ビトリファイドボンドCBN研削ホイールのドレスに使用できます。
- 工具の寿命を延ばすには、時々研磨が必要になる場合があります。
- ローラー型やボウル型に作られることが多いです。
焼結工程の手順
ドレッシングローラーは焼結プロセスによって製造され、そのプロセスは次のとおりです。
- 金型の準備: プレハブのドレッシング ローラー本体を熱間工具鋼製の金型に取り付けます。
- ダイヤモンドコーティング充填:ダイヤモンド粒子をバインダーと混ぜて型に流し込みます。
- 高圧焼結:高圧下で圧縮し、高温環境で焼結する。
- 冷却と仕上げ: 冷却後、工具は最終形状に仕上げられ、ダイヤモンド粒子が露出します。
選べる3種類のダイヤモンド研磨材
| テクノロジー | 研磨剤の種類 |
| せいでんちゅう (Electroforming) | 天然ダイヤモンドと合成ダイヤモンド |
| いんきょくでんちゅう (Reverse Electroplating) | 天然ダイヤモンドと合成ダイヤモンド |
| 焼結 (Sintering) | 天然ダイヤモンド 人工ダイヤモンド CVD(かがくきそうせいちょう) |
プロセスの選択方法
これら 3 つのプロセスにはそれぞれ異なる長所と短所があり、適切な場合も異なります。適切なプロセスを選択すると、ダイヤモンド ローラーの寿命が延び、プロファイルの品質が保証されます。
| テクノロジー | 適用可能な場合 |
| せいでんちゅう (Electroforming) | ●高い侵食性と高い粗さが要求される ●高精度の用途には適さない |
| いんきょくでんちゅう (Reverse Electroplating) | ●高精度加工、微細形状 ●研削時の過熱によるワークの焼けを防ぐのに適しています |
| 焼結 (Sintering) | ●精度要件が低いシンプルなプロファイル ●長期間、元の形状を維持できます ●ビトリファイドボンドCBN研削ホイールのドレッシングに適しています ●ドレッシングローラーまたはボウル型の形状で作られることが多い |
上記の状況に基づいて、次のような結論を導き出すことができる。
- 高精度、高性能仕上げ(いんきょくでんちゅうなど)は、微細なプロファイルや高い標準公差要件に適しています。
- 粗い表面要件 (せいでんちゅうなど) は、腐食性の高い環境や迅速な製造に適しています。
- 高い耐久性と長期使用(焼結など)は、精度要件は低いが長期メンテナンスが必要な状況に適しています。
一般的な仕上げツール
ダイヤモンドローラー>>ダイヤモンドローラー
- プロセス: いんきょくでんちゅう、焼結
- 概要: ダイヤモンドドレッシングローラーは、研削ホイール成形時にプロセス最適化のための最適なソリューションを提供できます。主に高精度成形研削ホイール (材質: アルミナ、シリコンカーバイド、CBN 研削ホイールなど) のドレッシングに使用されます。
- 適用対象: ベアリング、ボールねじ、スライドレール、ギアトランスミッション、工具、自動車および航空宇宙部品、その他の精密部品。プロファイルまたはバッチ研削操作中に研削ホイールの形状精度を維持するための自動ドレッシング。
結論は
さまざまな処理要件に応じて適切なプロセスを選択することが、ダイヤモンドローラーの性能と寿命にとって重要です。高精度で高効率な仕上いんきょくでんちゅうげが必要な場合、特に微細なプロファイルと高い標準許容誤差要件にはが最適です。腐食性の高い環境や高粗度の表面を扱う必要がある場合は、せいでんちゅうプロセスが費用対効果の高いソリューションを提供できます。精度要件が低く、長期間使用する状況では、焼結プロセスがより適しており、安定した性能を維持できます。特殊なプロファイルを扱う場合は、特に電気メッキできない高くて狭いリブ構造に対して、逆浸透プロセスが正確なインレイ効果を提供できます。これらの要件に応じて対応するプロセスを選択すると、ツールのパフォーマンスを効果的に向上させ、プロファイル処理の品質を確保できます。
アクション
- 研削するとなぜ熱が発生するのでしょうか?>>研削熱
- 研磨剤の基礎知識>>>研削 – 研磨材紹介
- 研削砥石の性能の重要な役割>>バインダーの紹介
- 現在測定された表面粗さは顧客の期待と一致しています。>>>研削と研磨の比較と表面粗さ
- 研削砥石の研磨材の様々な外観>>研削砥石の研削効果
- 表面が劣化した場合の対処法>>表面劣化を回避するために研削を詳細に分析しますか?
- 表面がざらざらしているかどうか、光が滑らかではないかどうか>>表面粗さとは何ですか?
- 刃先の研削条件の違い>>砥石の切刃形状、変化と自生機構の詳細解説
- 実行します>>>ダイヤモンド砥石と窒化ホウ素砥石、研磨砥粒、研磨装置、研磨工具
- 査読者
研磨の方に、加工ニーズにより カスタマイズが最大効率に調整されるのは可能です。
この記事を読んでも、まだ最適なものの選び方がわからないという人は、ぜひ参考にしてほしい。
どんな質問に答えるために、ぜひ私達に連絡する。
オーダーメイドのお見積もりについては、お気軽にお問い合わせください。
カスタマーサービス営業時間:月~金 09:00~18:00(台湾時間)
電話番号: +8867 223 1058
知りたいテーマや、はっきりしない電話があれば、Facebookにプライベートメッセージを送ってもいいですよ
ホンウェイ Facebook: https://www.facebook.com/honwaygroup
以下もご興味があるかもしれません…
[wpb-random-posts]
