
ล้อเจียรเป็นเครื่องมือที่ขาดไม่ได้ในการประมวลผลเชิงกล และประสิทธิภาพและสถานะของล้อเจียรส่งผลกระทบอย่างมากต่อประสิทธิภาพและคุณภาพของการประมวลผล
ในระหว่างกระบวนการเจียร โครงสร้างของล้อเจียร ลักษณะของอนุภาคขัด รูปแบบการเจียร และรูปร่างของเศษโลหะที่สร้างขึ้น ล้วนเปลี่ยนแปลงไปตามสภาวะการประมวลผล ส่งผลต่อผลการตัดและการตกแต่งพื้นผิวของชิ้นงาน
บทความนี้เจาะลึกถึงคุณลักษณะต่างๆ ของล้อเจียรและการเปลี่ยนแปลงแบบไดนามิกในระหว่างกระบวนการเจียร ซึ่งไม่เพียงช่วยให้เข้าใจลักษณะของปรากฏการณ์การเจียรเท่านั้น แต่ยังให้พื้นฐานทางทฤษฎีสำหรับพารามิเตอร์การประมวลผลและการปรับปรุงคุณภาพการประมวลผลอีกด้วย บทความนี้จะวิเคราะห์โครงสร้างของล้อเจียร กลไกการขัดถู สภาวะการเจียร และสัณฐานวิทยาของเศษโลหะเจียร
สารบัญ
โครงสร้างล้อเจียร
ล้อเจียร: รูปร่างของล้อเจียรส่วนใหญ่เป็นทรงกลม และมักออกแบบให้มีรูด้านในเพื่อให้ติดตั้งบนเครื่องเจียรได้สะดวก นอกเหนือจากรูปทรงกลมมาตรฐานแล้ว ล้อเจียรยังมีหลากหลายรูปทรง เช่น แบน ถ้วย และจาน
- ล้อเจียรแบบแบนเหมาะสำหรับการเจียรพื้นผิวขนาดใหญ่
- ล้อถ้วยมักใช้สำหรับงานกลึงภายในหรือรูปทรงพิเศษ
- ล้อเจียรปลายแหลมได้รับการออกแบบมาสำหรับชิ้นงานละเอียดและสามารถเข้าไปในพื้นที่แคบเพื่อการเจียรได้
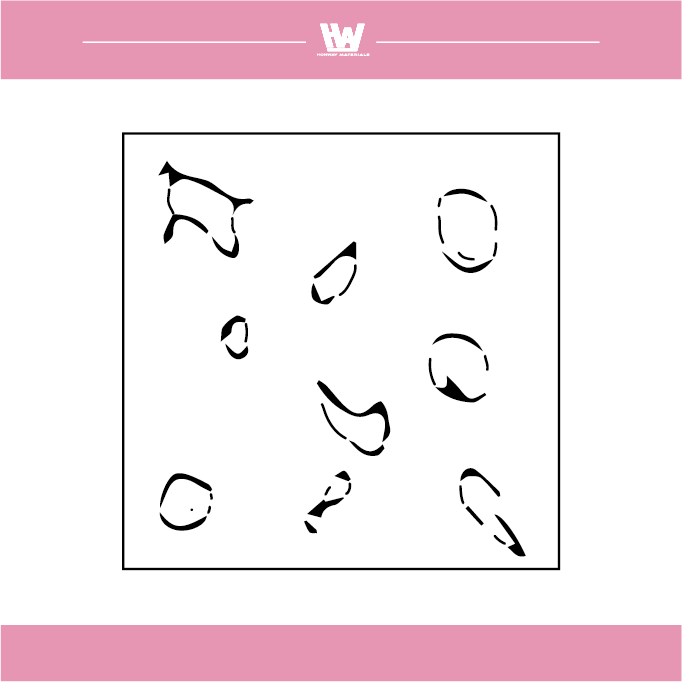
เม็ดขัด: ในระหว่างการดำเนินการบด เม็ดขัดแต่ละเม็ดบนพื้นผิวของล้อเจียรจะใช้ขอบตัดที่คมเพื่อตัดเศษโลหะเล็กๆ จากชิ้นงาน อนุภาคที่มีฤทธิ์กัดกร่อนมีรูปร่างหลากหลาย และอาจมีลักษณะแหลม แบน หรือรูปร่างอื่น ๆ
คุณสมบัติการขัดถู
ความสามารถในการตัด: ความคมของสารกัดกร่อนส่งผลโดยตรงต่อความสามารถในการตัด สารกัดกร่อนที่คมสามารถขจัดวัสดุชิ้นงานได้อย่างมีประสิทธิภาพยิ่งขึ้น
มุมเอียงและมุมเอียงลบ: มุมเอียงของสารกัดกร่อนส่งผลต่อแรงตัดและการไหลของเศษโลหะในระหว่างกระบวนการตัด อนุภาคที่มีฤทธิ์กัดกร่อนที่มีมุมเอียงเป็นลบอาจลดความต้านทานในการตัดได้
ขนาดเกรน: ขนาดของเกรนขัดจะส่งผลต่อพื้นผิวที่เสร็จสิ้นของชิ้นงาน โดยทั่วไปแล้ว เม็ดขัดที่ละเอียดกว่าจะทำให้งานเสร็จสมบูรณ์ดีกว่า
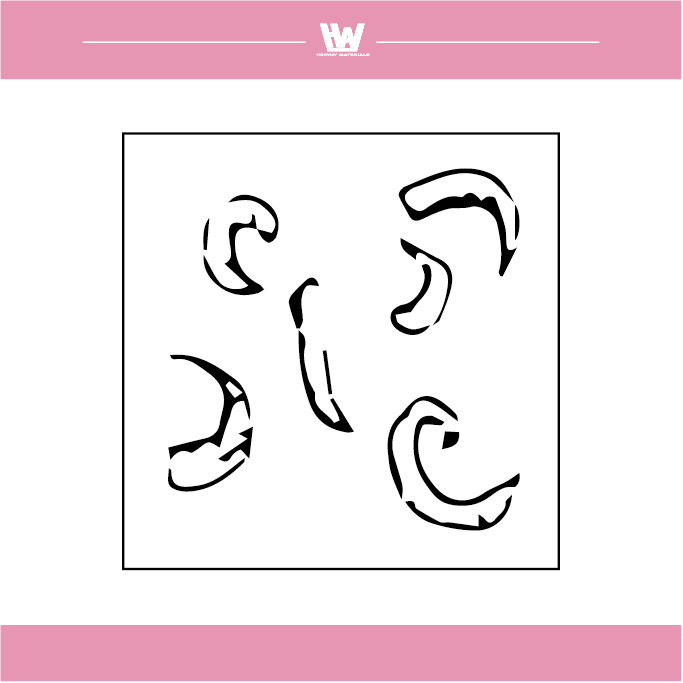
การกระทำขัดถูบนชิ้นงานมี 4 ประเภท
โดยทั่วไป ความลึกของการตัดขอบขัดจะอยู่ที่ 1 ไมโครเมตรหรือน้อยกว่า แม้ว่าคมตัดจะสัมผัสกับวัสดุตัด แต่ก็อาจไม่ปล่อยเศษบดออกมา ขึ้นอยู่กับรูปร่างของคมตัด ขนาดความลึกของการตัด ลักษณะของชิ้นงาน และความเร็วในการตัด มีประเภทการตัดหลักสี่ประเภท: (1) แรงเสียดทาน (2) การเสียรูปพลาสติก (3) การขุด (4) การตัด
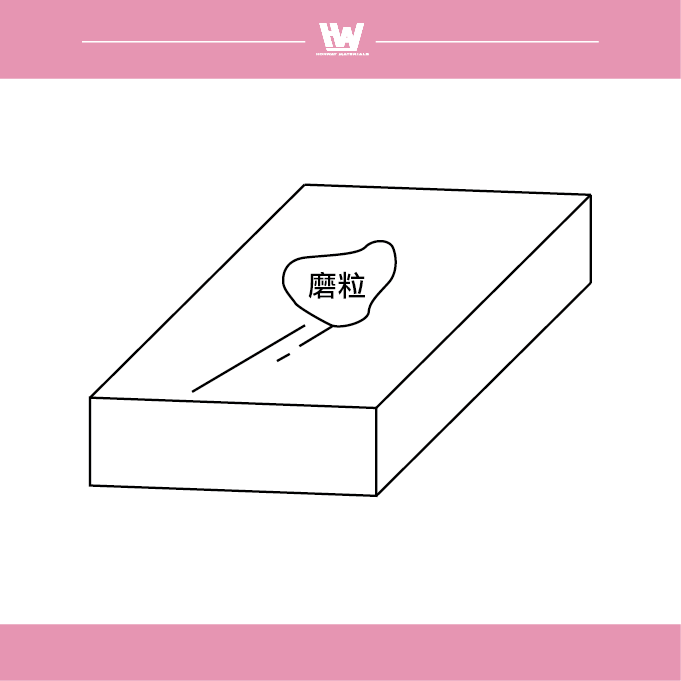
1. แรงเสียดทาน
ลักษณะเฉพาะ: การสัมผัสระหว่างสารกัดกร่อนและพื้นผิวชิ้นงานเป็นแรงเสียดทานเป็นหลัก และการปล่อยเศษสึกกร่อนนั้นมีจำกัดมาก
ปัจจัยที่มีอิทธิพล: เมื่อความลึกของการตัดมีขนาดเล็กและความเร็วในการตัดต่ำ รูปแบบแรงเสียดทานจะชัดเจนมากขึ้น
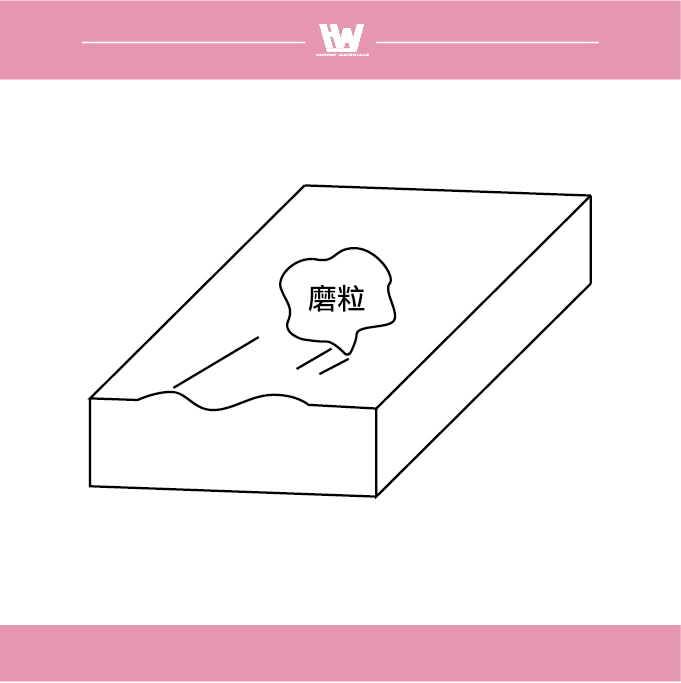
2. การเสียรูปพลาสติก
คุณลักษณะ: วัสดุชิ้นงานจะเกิดการเสียรูปเชิงพลาสติกภายใต้การกระทำของอนุภาคที่มีฤทธิ์กัดกร่อน แต่จะไม่มีเศษวัสดุสึกหรอที่เห็นได้ชัดเกิดขึ้น
ปัจจัยที่มีอิทธิพล: ความแข็งและความเหนียวของวัสดุจะส่งผลต่อระดับการเสียรูปพลาสติก
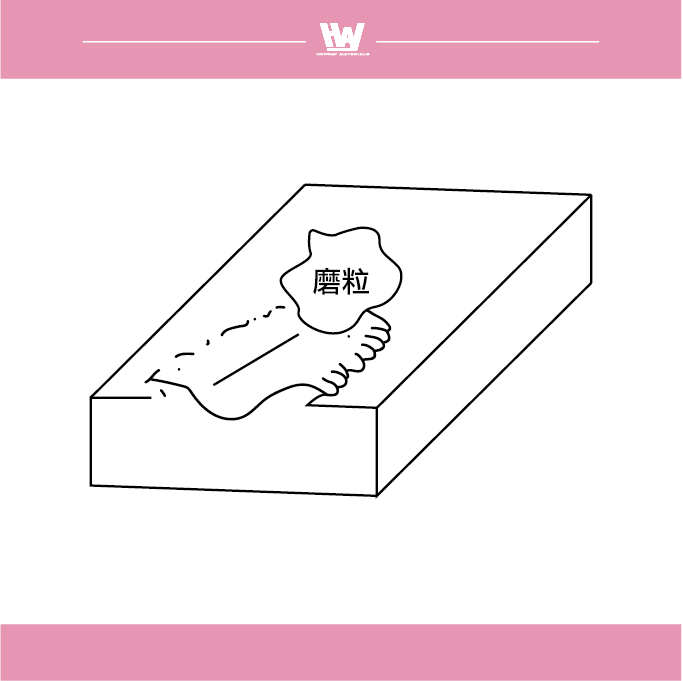
3.ขุดขึ้นมา
คุณสมบัติ: ในระหว่างกระบวนการตัด วัสดุชิ้นงานจะถูกขุดขึ้นมาเพื่อสร้างชิ้นเล็ก ๆ ของเศษบด
ปัจจัยที่มีอิทธิพล: เมื่อปริมาณการตัดปานกลาง รูปร่างการขึ้นจะชัดเจนมากขึ้น และสัมพันธ์กับรูปร่างของอนุภาคที่กัดกร่อน
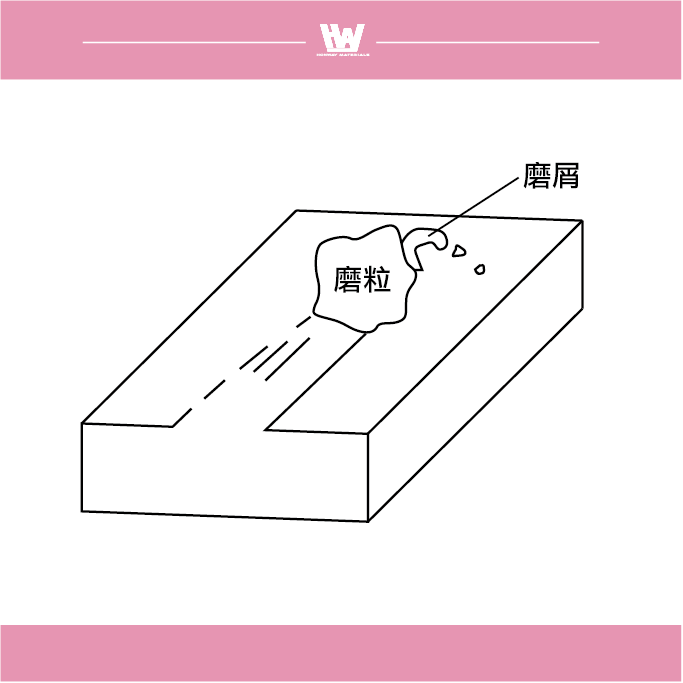
4. การตัด
คุณสมบัติ: เม็ดขัดจะตัดวัสดุชิ้นงานโดยตรงด้วยขอบตัดที่คม ทำให้เกิดเศษเจียรที่มองเห็นได้ชัดเจน
ปัจจัยที่มีอิทธิพล: เมื่อปริมาณการตัดมีขนาดใหญ่และความเร็วในการตัดสูง รูปแบบการตัดจะโดดเด่นและสามารถกำจัดวัสดุได้อย่างมีประสิทธิภาพ
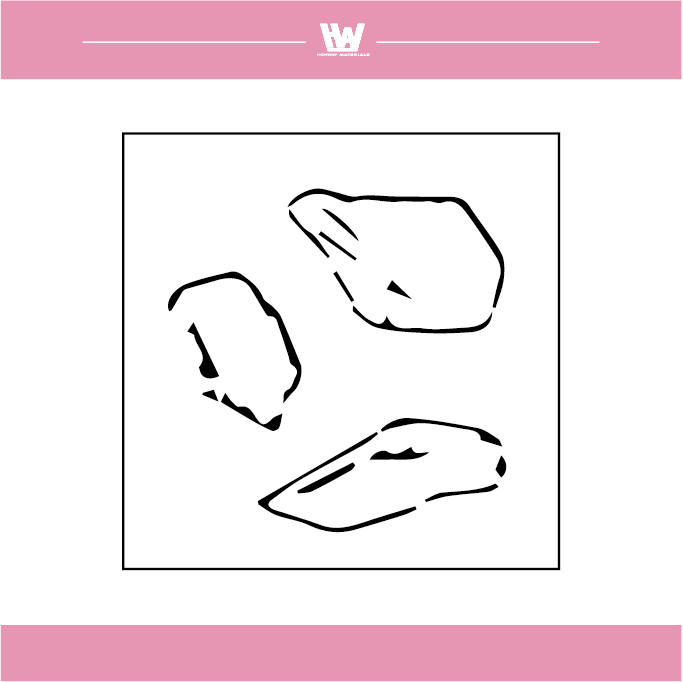
สี่สถานะทั่วไปของล้อเจียร
ปรากฏการณ์การบด: แม้ว่าเงื่อนไขการบดจะคงที่ แต่ปรากฏการณ์การบดจะไม่รักษารูปแบบคงที่ตลอดเวลา คมตัดของล้อเจียรเปลี่ยนแปลงไปตามภาระทางความร้อนและทางกลที่กระทำกับล้อเจียร และสถานะการปล่อยของเศษล้อเจียรก็เปลี่ยนแปลงไปด้วย การเปลี่ยนแปลงนี้สามารถแบ่งออกได้เป็น 4 ประเภท คือ 1. ประเภทการหลุดลอก 2. ประเภทปกติ 3. ประเภทการอุดฟัน 4. ประเภทเรียบ
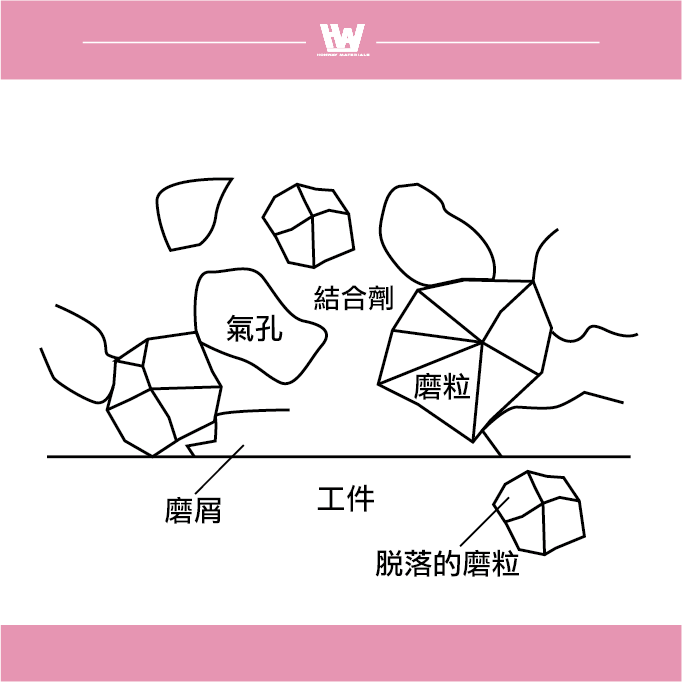
1. ประเภทของการหลุดร่วง
ในการปฏิบัติการเจียรแบบหลุดล่อน เมื่อคมตัดของสารกัดกร่อนสึกกร่อน ความต้านทานในการเจียรจะเพิ่มขึ้น ทำให้สารกัดกร่อนหลุดออกในปริมาณมาก ในกรณีนี้ ระยะห่างระหว่างอนุภาคขัดจะเพิ่มขึ้น และพื้นผิวของล้อเจียรจะหยาบขึ้น
- รูปร่างของชิป: ในกรณีประเภทการหลุดล่อน รูปร่างของชิปอาจเป็นแบบไหลหรือแบบเฉือน ซึ่งจะส่งผลกระทบต่อผลการประมวลผล
- เพิ่มความต้านทานการเจียร: เมื่อสารกัดกร่อนสึกหรอ ประสิทธิภาพการตัดจะลดลง ส่งผลให้ความต้านทานการเจียรเพิ่มขึ้น
- สารกัดกร่อนหลุดออกจำนวนมาก: สารกัดกร่อนหลุดออกเนื่องจากการสึกหรอในระหว่างกระบวนการตัด ส่งผลกระทบต่อประสิทธิภาพการประมวลผลโดยรวม
- เพิ่มระยะห่างระหว่างอนุภาคขัด: ช่องว่างระหว่างอนุภาคขัดจะใหญ่ขึ้น ทำให้ผิวของล้อเจียรหยาบ
- พื้นผิวล้อเจียรหยาบ: การสึกหรอของสารกัดกร่อนทำให้พื้นผิวล้อเจียรไม่เรียบ ส่งผลให้การประมวลผลยากขึ้น
- ความแม่นยำของการตัดเฉือนต่ำ: ความแม่นยำของการตัดเฉือนที่เหมาะสมไม่สามารถทำได้โดยการพึ่งพาปริมาณการตัดที่เฉพาะเจาะจงเพียงอย่างเดียว
- ความหยาบของพื้นผิวที่ผ่านการกลึงนั้นสูง: เนื่องจากการสึกหรอของสารกัดกร่อนและความหยาบของพื้นผิวล้อเจียร พื้นผิวที่ผ่านการกลึงขั้นสุดท้ายจึงจะหยาบ

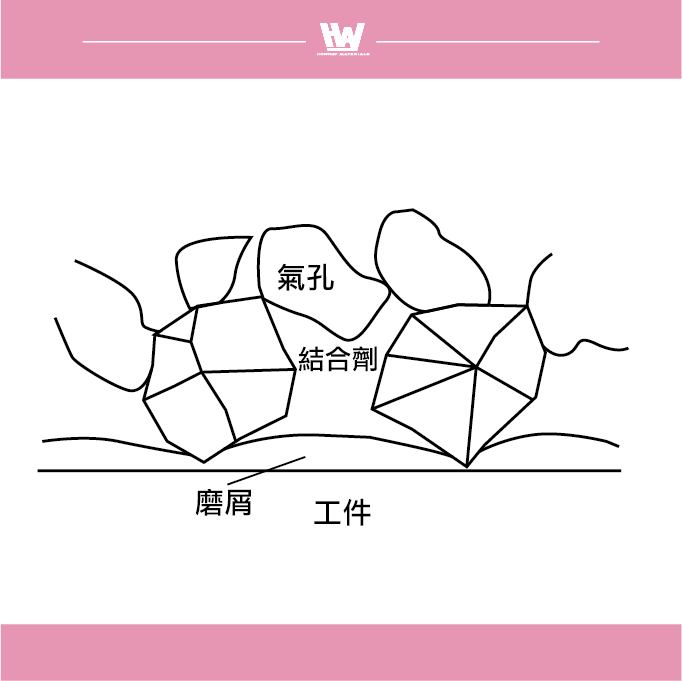
2. ประเภทปกติ
ในระหว่างการเจียร เมื่อคมตัดของสารกัดกร่อนมีความทื่อ ความต้านทานในการเจียรจะเพิ่มขึ้น เมื่อถึงจุดนี้ สารกัดกร่อนจะแตกออก เผยให้เห็นคมตัดใหม่ ซึ่งสามารถฟื้นคืนแรงตัดเดิมและรักษาเอฟเฟกต์การเจียรในอุดมคติไว้ได้
- ความต้านทานการบด: แม้ว่าความต้านทานการบดจะมากกว่าประเภทการหลุดล่อน แต่ก็ยังต่ำกว่าวิธีการบดแบบอื่น
- ระยะห่างของอนุภาคเล็ก: อนุภาคขัดถูกจัดเรียงอย่างชิดกันซึ่งช่วยปรับปรุงประสิทธิภาพการตัด
- รูปร่างของชิป: ชิปไม่เหนียวติดและมักจะไหลหรือเฉือน
- การสึกหรอของล้อเจียร: การสึกหรอของล้อเจียรจะน้อยกว่าแบบหลุดล่อน ซึ่งจะช่วยยืดอายุการใช้งาน
- พื้นผิวการประมวลผลเรียบเนียน: ให้คุณภาพพื้นผิวที่ดี
- ความแม่นยำในการประมวลผลสูง: สามารถบรรลุความแม่นยำในการประมวลผลที่สูงขึ้น
3. ประเภทการเติม
ในการบดบรรจุภัณฑ์ เศษบดจะเกาะติดกับพื้นผิวของล้อบด ซึ่งอาจรบกวนการทำงานบดอื่น ๆ ได้ โดยทั่วไปแล้วรูปร่างของเศษหินที่เจียรจะฉีกขาดหรือหลอมละลาย ซึ่งอาจทำให้เกิดขอบคมและส่งผลกระทบต่อผลการตัดต่อไป
- การยึดเกาะของเศษหินเจียร: เศษหินเจียรเกาะติดกับพื้นผิวของล้อเจียร ส่งผลต่อประสิทธิภาพในการเจียร
- รูปร่างของชิป: รูปร่างการฉีกขาดทั่วไปและรูปร่างการหลอมละลาย ซึ่งลดประสิทธิภาพการตัด
- ความต้านทานการบดสูง: เพิ่มความต้านทานในระหว่างกระบวนการบดและทำให้เกิดการสั่นสะเทือนได้ง่าย
- คุณภาพพื้นผิวการประมวลผล: พื้นผิวการประมวลผลอาจมีรอยฉีกขาดหรือรอยแตกซึ่งส่งผลกระทบต่อความเรียบของพื้นผิว
- การสึกหรอของล้อเจียร: ล้อเจียรจะสึกหรอมากกว่าปกติ ส่งผลให้มีอายุการใช้งานลดลง
เคล็ดลับ – รอยสั่น: หมายถึงรอยคลื่นเล็กๆ หรือความไม่สม่ำเสมอที่ปรากฏบนพื้นผิวชิ้นงานในระหว่างกระบวนการกลึงหรือการเจียร ปรากฏการณ์นี้มักส่งผลต่อคุณภาพพื้นผิวของผลิตภัณฑ์ขั้นสุดท้าย และอาจส่งผลให้ผลิตภัณฑ์ไม่ได้มาตรฐาน
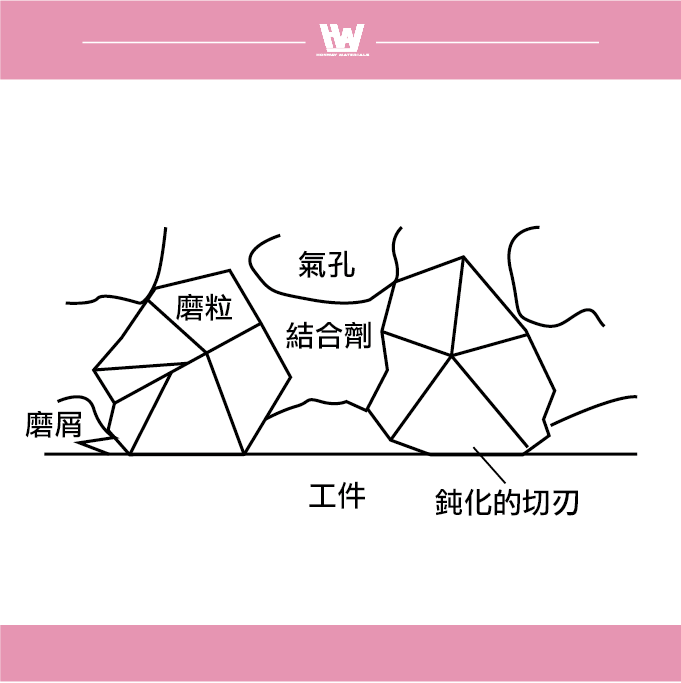
4. ประเภทที่ไหล
ในการเจียรแบบเรียบ สารกัดกร่อนจะถูกทำให้เฉื่อยจนถึงจุดที่สูญเสียความสามารถในการเจียร ทำให้ผิวของสารกัดกร่อนเรียบและล้อเจียรทั้งหมดถูกเคลือบ ซึ่งส่งผลกระทบเชิงลบต่อผลการเจียร
- รูปร่างของชิป: ชิปส่วนใหญ่มีรูปร่างฉีกขาดหรือหลอมละลาย ซึ่งส่งผลต่อคุณภาพการประมวลผลอีกด้วย
- การทื่อเนื่องจากสารกัดกร่อน: สารกัดกร่อนสูญเสียความสามารถในการตัดและปรากฏเป็นมุมโค้งมน
- ครอบคลุมเต็มรูปแบบ: พื้นผิวล้อเจียรทั้งหมดถูกปกคลุมด้วยสารขัดที่เรียบ
- แรงตัดต่ำ: เนื่องจากสารกัดกร่อนทำให้แรงตัดลดลงอย่างมาก
- ความต้านทานการบดสูง: ความต้านทานระหว่างกระบวนการบดเพิ่มขึ้น ส่งผลต่อประสิทธิภาพ
- การเกิดความร้อนที่มากเกินไป: เมื่อความต้านทานในการบดเพิ่มขึ้น ความร้อนที่เกิดขึ้นก็เพิ่มขึ้นเช่นกัน
- การสั่นและการไหม้ผิว: การสั่นหรือการไหม้ผิวเป็นปรากฏการณ์ทั่วไปในระหว่างการประมวลผล
สาเหตุของรูปร่างของล้อเจียร
ในส่วนของล้อเจียร โครงสร้างการเจียรจะแตกต่างกันไปตามขนาดของอนุภาค โครงสร้าง ระดับการยึดเกาะ ประเภทของสารกัดกร่อน และอื่นๆ
1. เงื่อนไขในการเกิดขึ้นของประเภทการเติม:
- ยิ่งมีขนาดอนุภาคละเอียดมากเท่าใด
- ยิ่งความผูกพันแน่นแฟ้นมากขึ้น
- ยิ่งเนื้อเยื่อมีความหนาแน่นมากขึ้น
- สารกัดกร่อนซิลิกอนคาร์ไบด์ (ความสามารถในการแยกส่วนที่แข็งแกร่ง)
- ปริมาณการตัด อัตราป้อน และความเร็วชิ้นงานเพิ่มขึ้น
- ความเร็วของล้อเจียรลดลง
2. เงื่อนไขในการเกิดประเภทแบบเรียบ:
- ยิ่งมีขนาดอนุภาคละเอียดมากเท่าใด
- ยิ่งความผูกพันแน่นแฟ้นมากขึ้น
- ยิ่งเนื้อเยื่อมีความหนาแน่นมากขึ้น
- สารกัดกร่อนซิลิกอนคาร์ไบด์ (ความสามารถในการแยกส่วนที่แข็งแกร่ง)
3. ประเภทของการหลุดร่วง เงื่อนไขของการเกิดขึ้น: เงื่อนไขของการเกิดขึ้น:
- ปริมาณการตัด อัตราป้อน และความเร็วชิ้นงานเพิ่มขึ้น
- ความเร็วของล้อเจียรลดลง
รูปร่างของขยะที่เกิดจากการบด
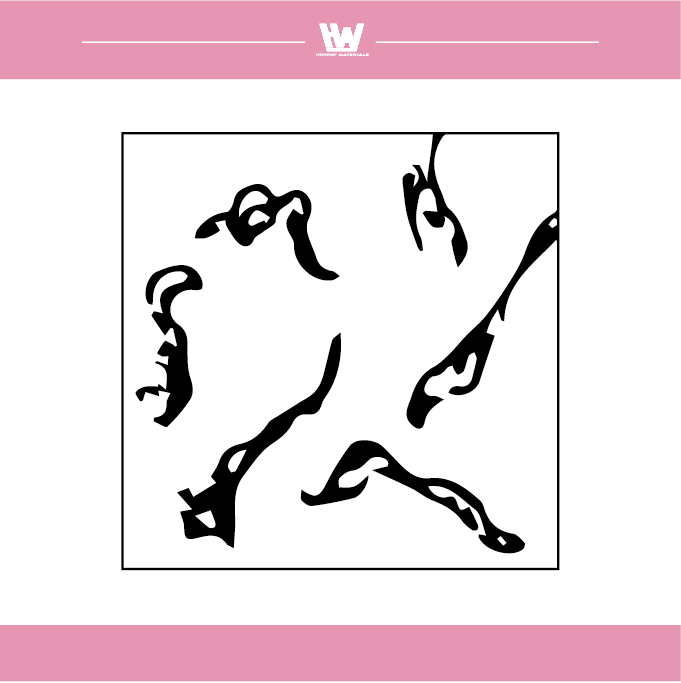
1. ประเภทที่ไหล: ชิปบดมีรูปร่างเป็นริบบิ้น ซึ่งส่วนใหญ่เกิดขึ้นเมื่อแรงตัดของล้อบดดี
2.ประเภทการเฉือน:เศษโลหะที่เจียรเกิดขึ้นจากแรงตัดที่ดีและมักเกิดขึ้นเมื่อเจียรวัสดุที่เปราะบาง
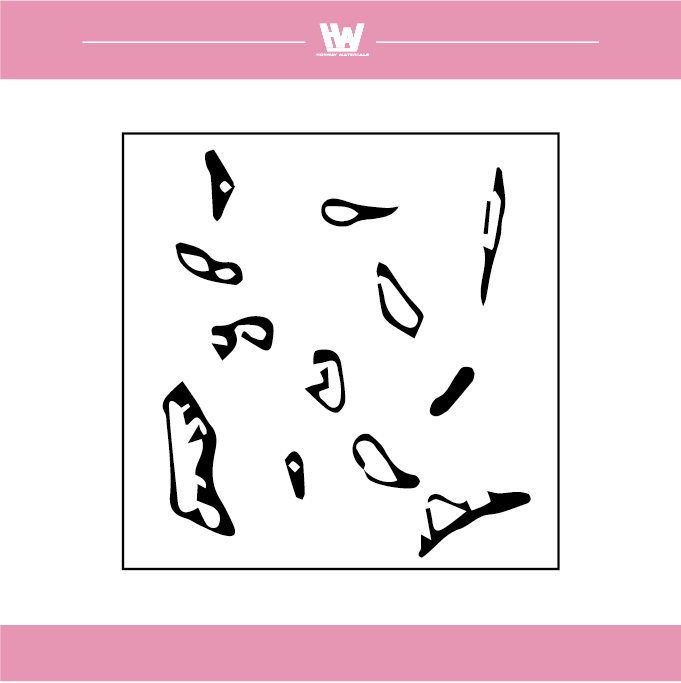
3.ประเภทการฉีกขาด:เศษหินบดจะอยู่ในรูปแบบผง และปรากฏขึ้นเมื่อแรงตัดของล้อเจียรไม่เพียงพอ
4.ประเภทร่างปลายใบมีด:เศษหินเจียรจะสะสมอยู่บนพื้นผิวของล้อเจียรเนื่องจากการยึดเกาะเพื่อสร้างโครงสร้างที่คล้ายกับปลายใบ ซึ่งเป็นเรื่องปกติในกรณีของล้อเจียรแบบอัดแน่น
5.ประเภทการละลาย:เศษผงที่บดแล้วจะถูกความร้อนสูงเกินไปและกระเด็นและละลายจนเป็นทรงกลมหรือครึ่งทรงกลม สิ่งนี้มักเกิดขึ้นเมื่อมีการเจียรและตัด หรือใช้ล้อเจียรแบบเติมหรือแบบเรียบ
สรุปแล้ว
โครงสร้างของล้อเจียร ลักษณะของอนุภาคขัด รูปแบบการเจียรและรูปร่างของเศษโลหะที่สร้างขึ้น รวมไปถึงเงื่อนไขต่างๆ ในกระบวนการเจียร เช่น ขนาดของอนุภาค ระดับการยึดเกาะ ความหนาแน่นของเนื้อเยื่อ ประเภทของสารขัด และพารามิเตอร์การเจียร ล้วนมีอิทธิพลสำคัญต่อผลลัพธ์ของการประมวลผล
การตั้งค่าพารามิเตอร์ที่เหมาะสมสามารถทำให้มั่นใจได้ว่าล้อเจียรยังคงอยู่ในสถานะที่เหมาะสมเพื่อให้ได้การตัดที่มีประสิทธิภาพและคุณภาพพื้นผิวที่ดี ในทางกลับกัน พารามิเตอร์ที่ไม่เหมาะสมอาจนำไปสู่เงื่อนไขที่ไม่พึงประสงค์ เช่น การเติมหรือการทำให้เรียบ ซึ่งส่งผลกระทบต่อประสิทธิภาพการประมวลผลและคุณภาพของผลิตภัณฑ์
เพื่อให้ได้ผลลัพธ์การประมวลผลที่ดีที่สุด จำเป็นต้องปรับพารามิเตอร์ที่เกี่ยวข้องอย่างยืดหยุ่นตามคุณสมบัติของวัสดุและข้อกำหนดในการประมวลผลที่แตกต่างกัน ในเวลาเดียวกัน ให้สังเกตการเปลี่ยนแปลงทางสัณฐานวิทยาของล้อเจียรและเศษโลหะอย่างใกล้ชิด และทำการแต่งหรือเปลี่ยนใหม่ตามความจำเป็นเพื่อรักษากระบวนการเจียรที่เสถียรและมีประสิทธิภาพ
การกระทำ
- วิธีการเลือกล้อเจียร>>>จะเลือกล้อเจียรเพชรกับล้อเจียร CBN อย่างไร?
- ความรู้พื้นฐานเกี่ยวกับสารกัดกร่อนที่คุณควรรู้ >>>บทนำเกี่ยวกับสารกัดกร่อนสำหรับการเจียร
- บทบาทสำคัญของประสิทธิภาพของล้อเจียร>>ความรู้เบื้องต้นเกี่ยวกับสารยึดเกาะ
- ค่าความหยาบผิวที่วัดได้ในปัจจุบันตรงตามเป้าหมายที่คุณคาดหวังไว้หรือไม่>>> ตารางเปรียบเทียบการเจียร/ขัดเงากับค่าความหยาบผิว
- ล้อเจียรปัจจุบันสึกหรอปกติไหม?>>>สภาพล้อเจียรปัจจุบันเป็นอย่างไรบ้าง? -ล้อเจียรไฟฟ้า
- ดำเนินการ >>> ด้วยหินเจียรเพชรและโบรอนไนไตรด์, วัสดุขัดเงา, อุปกรณ์ขัดเงา, และเครื่องมือขัดเงา
- การทบทวน
สำหรับการบด เรามีการปรับแต่งตามความต้องการในการประมวลผล เพื่อให้มีประสิทธิภาพสูงสุด
หากคุณยังไม่รู้ว่าจะเลือกอันที่เหมาะสมที่สุดอย่างไรหลังจากอ่านข้อความนี้แล้ว
ยินดีต้อนรับที่จะติดต่อเรา เราจะมีคนที่จะตอบคำถามของคุณ
หากคุณต้องการใบเสนอราคาแบบกำหนดเองโปรดติดต่อเรา
เวลาทำการฝ่ายบริการลูกค้า : จันทร์ – ศุกร์ 09:00~18:00 น.
โทร : 07 223 1058
หากมีข้อสงสัยหรือคำถามที่ไม่ชัดเจนทางโทรศัพท์ โปรดอย่าลังเลที่จะส่งข้อความส่วนตัวถึงฉันทาง Facebook ~~
เฟซบุ๊ก HonWay: https://www.facebook.com/honwaygroup
