
ในการเจียรความแม่นยำ การเคลือบล้อเจียรถือเป็นขั้นตอนสำคัญที่ส่งผลโดยตรงต่อประสิทธิภาพการตัด ความแม่นยำในการตัด และคุณภาพพื้นผิวของชิ้นงาน โดยวิธีการแต่งตัวและการตั้งค่าพารามิเตอร์ที่เหมาะสม ทำให้มั่นใจได้ว่าล้อเจียรจะรักษารูปร่างที่ดีและความสามารถในการตัด จึงปรับปรุงประสิทธิภาพการประมวลผลและยืดอายุการใช้งานของล้อเจียร
วิธีการแต่งตัวแบ่งออกเป็นการกัดลงและการกัดขึ้นเป็นหลัก มีข้อแตกต่างอย่างมีนัยสำคัญในผลการแต่งกายระหว่างทั้งสอง พารามิเตอร์สำคัญที่ส่งผลต่อผลการแต่งกาย เช่น อัตราส่วนความเร็ว ความเร็วการป้อนตามแนวแกน ความเร็วการทำงาน และอัตราป้อน จะต้องได้รับการปรับให้เหมาะสมกับข้อกำหนดการประมวลผลที่แตกต่างกันด้วย
เนื่องจากความหลากหลายของสถานการณ์การใช้งานและข้อกำหนดของชิ้นงาน การทำความเข้าใจและเชี่ยวชาญเทคโนโลยีการแต่งผิวเหล่านี้สามารถปรับกระบวนการเจียรให้เหมาะสมได้อย่างมีประสิทธิภาพ และรับรองคุณภาพการประมวลผลที่เสถียรและประสิทธิภาพการผลิตที่มีประสิทธิภาพ
สารบัญ
การกัดตามทิศทาง คืออะไร?
โดยทั่วไปหมายถึงทิศทางการตัดของลูกกลิ้งจะเหมือนกับทิศทางการป้อนชิ้นงาน
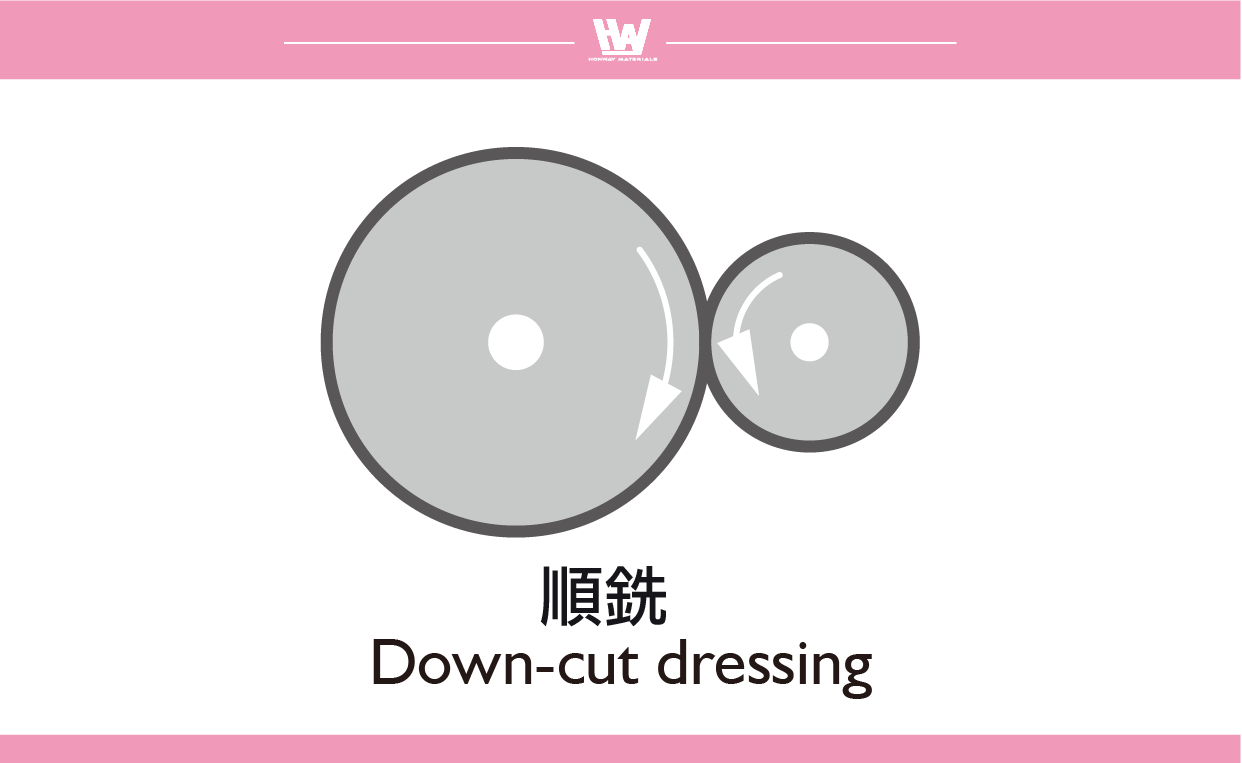
คุณสมบัติ
- ความหยาบที่มีประสิทธิภาพสูงกว่า: เหมาะสำหรับการผลิตพื้นผิวล้อเจียรที่หยาบกว่าและปรับปรุงอัตราการกำจัดวัสดุ
- อัตราส่วนความเร็วมีผลกระทบใหญ่หลวง: การเปลี่ยนอัตราส่วนความเร็วของลูกกลิ้งแต่งและล้อเจียร สามารถปรับความหยาบที่มีประสิทธิภาพได้อย่างมีนัยสำคัญเพื่อให้เหมาะกับความต้องการในการประมวลผลที่แตกต่างกัน
แอปพลิเคชัน
- สำหรับการสร้างโปรไฟล์ประสิทธิภาพสูง ล้อเจียรแบบหยาบ และการเจียรละเอียดของรูปทรงสำคัญที่อาจเกิดการไหม้ได้ในระหว่างการเจียร
การกัดย้อนทิศทาง คืออะไร?
โดยทั่วไปหมายถึงทิศทางการตัดของลูกกลิ้งตรงข้ามกับทิศทางการป้อนของชิ้นงาน
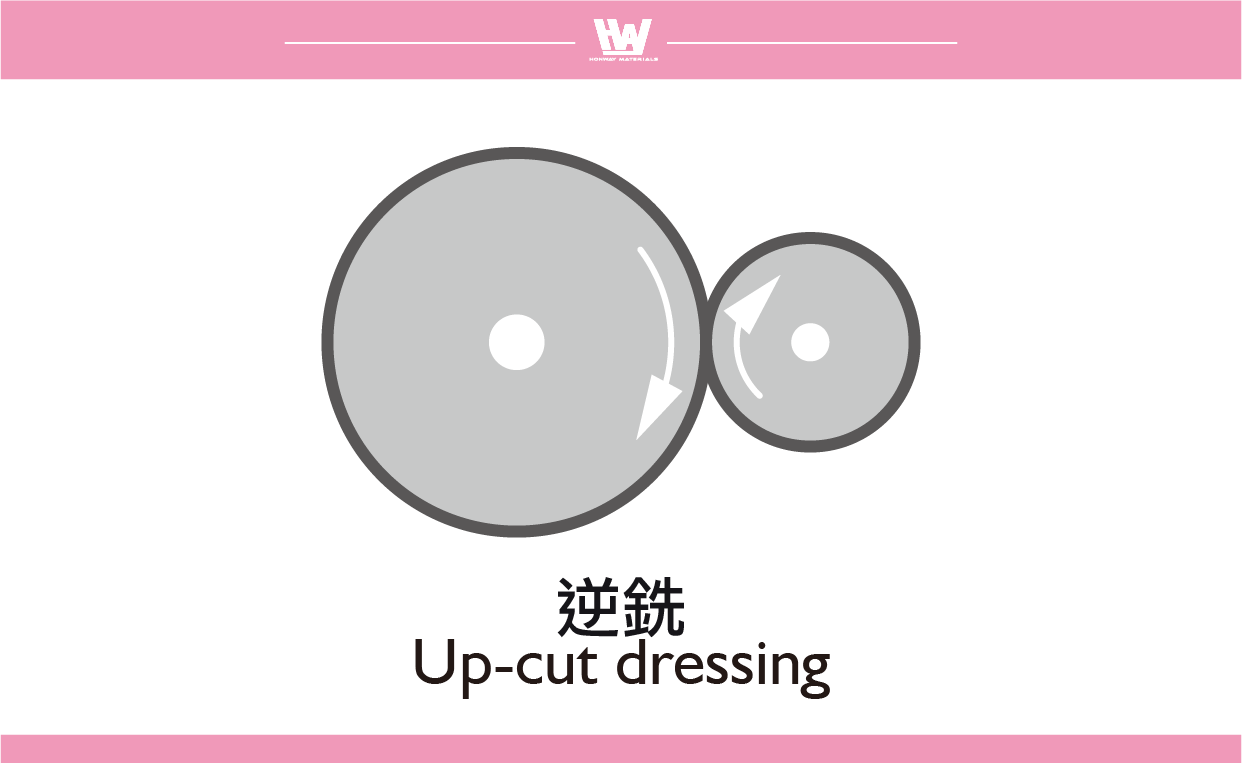
คุณสมบัติ
- ความหยาบที่มีประสิทธิภาพต่ำ: สามารถผลิตพื้นผิวล้อเจียรที่ละเอียดกว่าและปรับปรุงความแม่นยำและการตกแต่งในการประมวลผล
- อัตราทดความเร็วมีอิทธิพลค่อนข้างน้อย: แม้ว่าอัตราทดจะถูกปรับแล้ว ผลกระทบต่อความหยาบที่มีประสิทธิภาพจะไม่ชัดเจนเท่ากับการตกแต่งโดยการกัดลง
แอปพลิเคชัน
เหมาะสำหรับการเจียรล้อเจียรแบบละเอียด โดยเฉพาะการแต่งส่วนที่ไม่สำคัญซึ่งไม่เสี่ยงต่อการไหม้ในระหว่างขั้นตอนการเจียร
เราสามารถวิเคราะห์ได้ดังนี้:
- การแต่งผิวด้วยการกัดลงเหมาะสำหรับการเจียรแบบหยาบและการตัดเฉือนที่มีประสิทธิภาพสูง เนื่องจากความหยาบที่มีประสิทธิภาพสูงกว่า ช่วยให้ล้อเจียรขจัดวัสดุได้เร็วขึ้น และเหมาะสำหรับการเจียรละเอียดของส่วนโค้งสำคัญที่เสี่ยงต่อการไหม้
- การตกแต่งโดยการกัดขึ้นเหมาะสำหรับการตัดเฉือนที่มีความแม่นยำ สามารถให้ความหยาบพื้นผิวต่ำ เหมาะสำหรับกระบวนการเจียรละเอียดที่มีความต้องการความเรียบสูง และเหมาะสำหรับรูปร่างที่ไม่สำคัญซึ่งไม่ไหม้ได้ง่ายในระหว่างกระบวนการเจียร
ด้วยเหตุนี้ เราจึงสามารถเลือกการกัดแบบเดินหน้าหรือการกัดแบบถอยหลังได้ตามความต้องการ
ปัจจัย 4 ประการที่ส่งผลต่อความหยาบผิวของล้อเจียร
หลังจากเลือกทิศทางการแต่งตัวแล้ว เราต้องเข้าใจว่าค่าต่างๆ ที่เรากำหนดไว้จะส่งผลต่อความหยาบของพื้นผิวอย่างไร มีค่าหลักสี่ประการที่จะส่งผลต่อความหยาบพื้นผิวของล้อเจียร ได้แก่ อัตราส่วนความเร็ว ความเร็วการป้อนตามแนวแกน ความเร็วการหยุดนิ่ง และอัตราป้อน
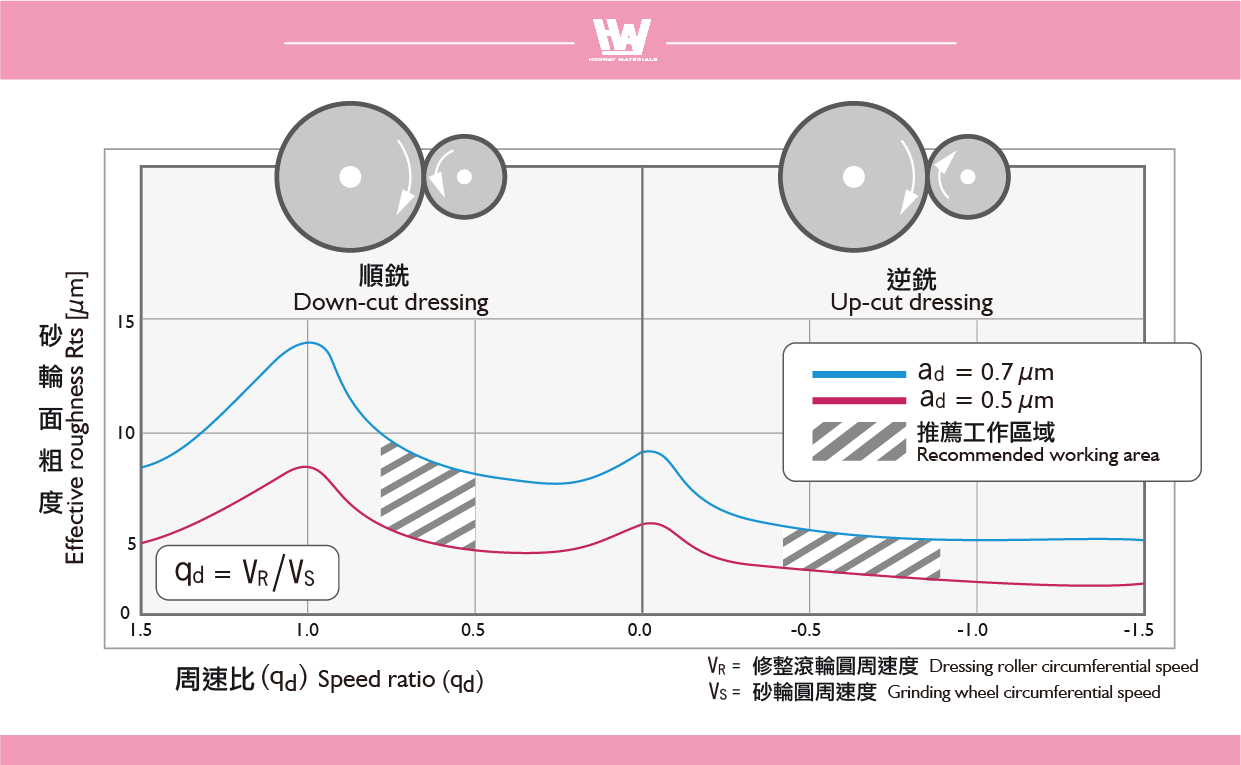
อัตราทดความเร็ว (qd)
อิทธิพลที่ยิ่งใหญ่ที่สุดต่อความหยาบของพื้นผิวได้มาจากการหารความเร็วรอบของลูกกลิ้งแต่งด้วยจำนวนรอบของล้อเจียร นั่นคือ: qd=VS/VR
- อัตราส่วนความเร็วที่สูงขึ้น (qd↑): สร้างความหยาบที่มีประสิทธิภาพสูงขึ้น ทำให้ผิวล้อเจียรหยาบขึ้น เหมาะกับการกำจัดวัสดุที่มีประสิทธิภาพ
- อัตราส่วนความเร็วที่ต่ำกว่า (qd↓): สร้างความหยาบที่มีประสิทธิภาพน้อยลง ทำให้ผิวล้อเจียรเรียบขึ้นและเหมาะสำหรับการเจียรที่แม่นยำ
※หมายเหตุ: ห้ามใช้ความเร็วในอัตรา 1 หรือใกล้เคียง 1 เพราะอาจทำให้ล้อเจียรสึกหรอเร็วเกินไปหรือทำให้ลูกกลิ้งเสียหายได้
ความเร็วการป้อนตามแนวแกน (V)
พารามิเตอร์การทำงานอีกประการหนึ่งที่จำเป็นเมื่อใช้ลูกกลิ้งแต่งเพชรคือความเร็วแนวแกนหรือเชิงสัมผัสของการเคลื่อนที่ป้อน
เพิ่มอัตราการป้อน
- อัตราป้อนสำหรับการตกแต่งแบบกัดลงมักจะสูงกว่าอัตราป้อนสำหรับการตกแต่งแบบกัดขึ้น
- ยิ่งอัตราการป้อนเร็วเท่าไร ความหยาบที่มีประสิทธิภาพของล้อเจียรก็จะยิ่งสูงขึ้น ทำให้เหมาะกับการเจียรหยาบที่มีอัตราการขจัดวัสดุสูง
อัตราการป้อนลดลง
- ที่อัตราการป้อนที่ต่ำกว่า การแต่งตัวจะละเอียดอ่อนมากขึ้น ส่งผลให้พื้นผิวล้อเรียบเนียนขึ้น
- เหมาะสำหรับการเจียรละเอียดที่ต้องการความละเอียดขั้นสูง ซึ่งสามารถลดความหยาบผิวของชิ้นงานและปรับปรุงความแม่นยำในการประมวลผลได้
ช่วงความเร็วการป้อนตามแนวแกนที่แนะนำโดยทั่วไป
- การเจียรหยาบและการแต่ง: 100 – 300 มม./นาที
- การบดละเอียด: 30 – 100 มม./นาที
ควรปรับอัตราป้อนตามข้อกำหนดการใช้งานและสภาพการทำงานเพื่อให้แน่ใจว่ามีสมดุลที่ดีที่สุดระหว่างเอฟเฟกต์การแต่งตัวและอายุการใช้งานของล้อเจียร
ความเร็วในการอยู่อาศัย (na)
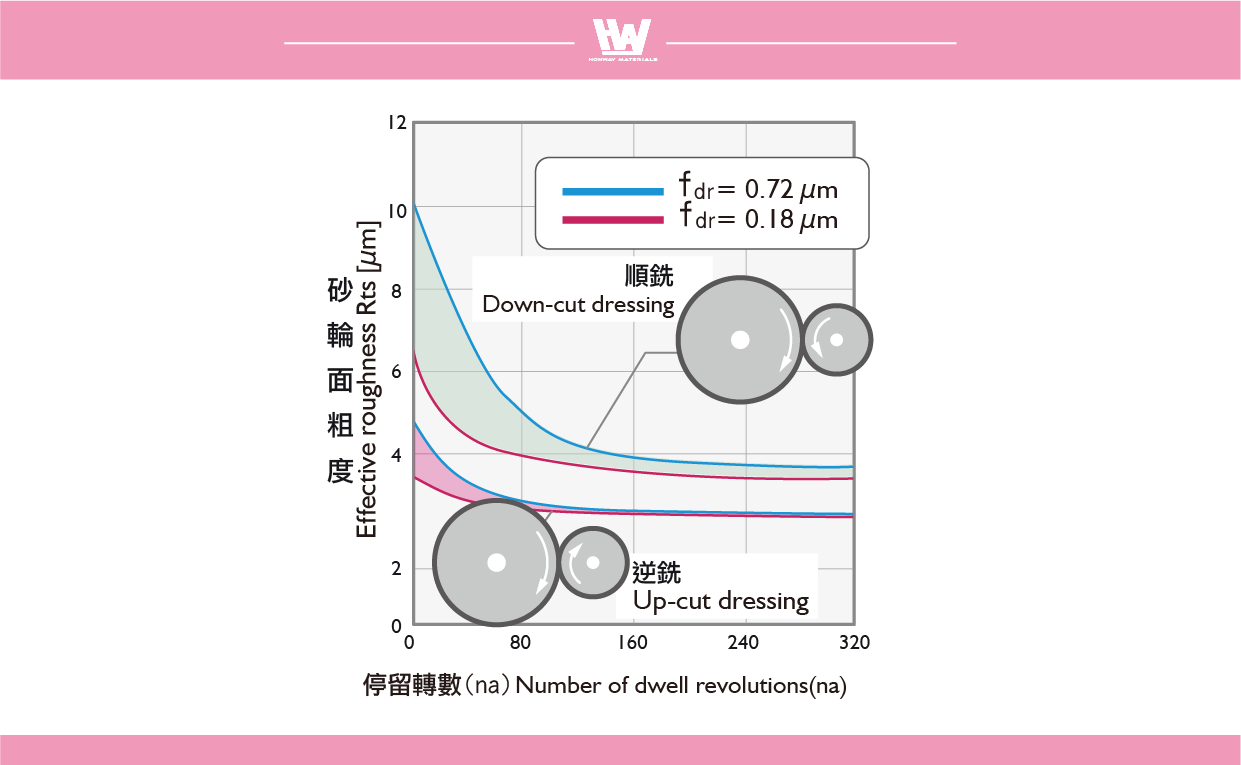
ยิ่งความเร็วรอบการเจียร (na↑) สูงขึ้น ความหยาบของพื้นผิวก็จะยิ่งลดลง อย่างไรก็ตาม ความเร็วรอบการเจียรที่สูงเกินไปอาจทำให้พื้นผิวของล้อเจียรเกิดการเสียหายมากเกินไป และส่งผลต่อประสิทธิภาพในการตัด
จำนวนรอบการหมุนจะลดลง (na↓) – พื้นผิวยิ่งหยาบมากขึ้น: หากจำนวนรอบการหมุนต่ำเกินไป อาจทำให้เกิดการตกแต่งที่ไม่สม่ำเสมอ ซึ่งส่งผลต่อความแม่นยำของการตัดเฉือน
เวลาที่ใช้ในการกลึงที่แนะนำสำหรับการกลึงลงและกลึงขึ้น
- การกลึงลงพื้นผิว: ประมาณ 150 รอบ
- การกัดขึ้น: ประมาณ 50 รอบ
※ เมื่อความหยาบของพื้นผิวสูง ความเร็วในการเคลื่อนที่สามารถเพิ่มขึ้นได้อย่างเหมาะสม เพื่อปรับปรุงคุณภาพพื้นผิว
หากเกิดอาการไหม้จากการเจียร์ต้องทำอย่างไร?
แม้ว่าความเร็วการทำงานที่ต่ำลงจะช่วยรักษาความหยาบของล้อเจียรให้สูงขึ้นได้ แต่ก็อาจทำให้เกิดการไหม้จากการเจียรได้ หากเกิดเหตุการณ์นี้ขึ้น ควรเพิ่มความเร็วการเคลื่อนที่อย่างเหมาะสมเพื่อให้ได้เอฟเฟกต์การแต่งกายที่เสถียรยิ่งขึ้นและลดความเสียหายจากความร้อน
อัตราการป้อน (โฆษณา)Ad)
ในการแต่งล้อเจียร อัตราป้อนแบบเรเดียลจะอ้างอิงถึงปริมาณป้อนของลูกกลิ้งแต่งเพชรสำหรับการหมุนแต่ละรอบของล้อเจียร เมื่ออัตราป้อนเพิ่มขึ้น (การกัดลงจะมากกว่าการกัดขึ้น) ความหยาบที่มีประสิทธิภาพจะเพิ่มขึ้นตามลำดับเช่นกัน
อัตราการป้อนที่แนะนำ:
- อัตราป้อนมาตรฐาน: 0.25–0.5 μm ต่อรอบล้อ
- ปริมาณการป้อนรวม: ควรมีขนาดเล็กที่สุดเท่าที่จะเป็นไปได้เพื่อคืนค่าโปรไฟล์ล้อเจียร (โดยทั่วไป <0.03 มม.)
- การแต่งกายอย่างต่อเนื่อง: เครื่องมือถูกป้อนด้วยอัตรา 0.2 μm ต่อรอบล้อเจียร
ช่วงการป้อนมาตรฐาน:
- การเจียรหยาบ: 0.1–0.5 มม.
- การเจียร์ละเอียด : 0.005–0.05 มม.
※ ในระหว่างการแต่งตัว อัตราการป้อนจะขึ้นอยู่กับประเภทของลูกกลิ้งแต่งตัว โปรไฟล์ล้อเจียรที่ต้องการ สภาวะการตัด และการว่าเป็นการเจียรหยาบหรือการเจียรละเอียด เนื่องจากมีเงื่อนไขการใช้งานมากมาย เราจึงสามารถแก้ไขได้เพียงค่ามาตรฐานเท่านั้น
การเลือกใช้รูปทรงลูกกลิ้ง
วิธีการใช้งาน ต้องใช้ลูกกลิ้งปรับความเรียบประเภทต่างๆ ขึ้นอยู่กับโปรไฟล์ของล้อเจียรที่ต้องการ
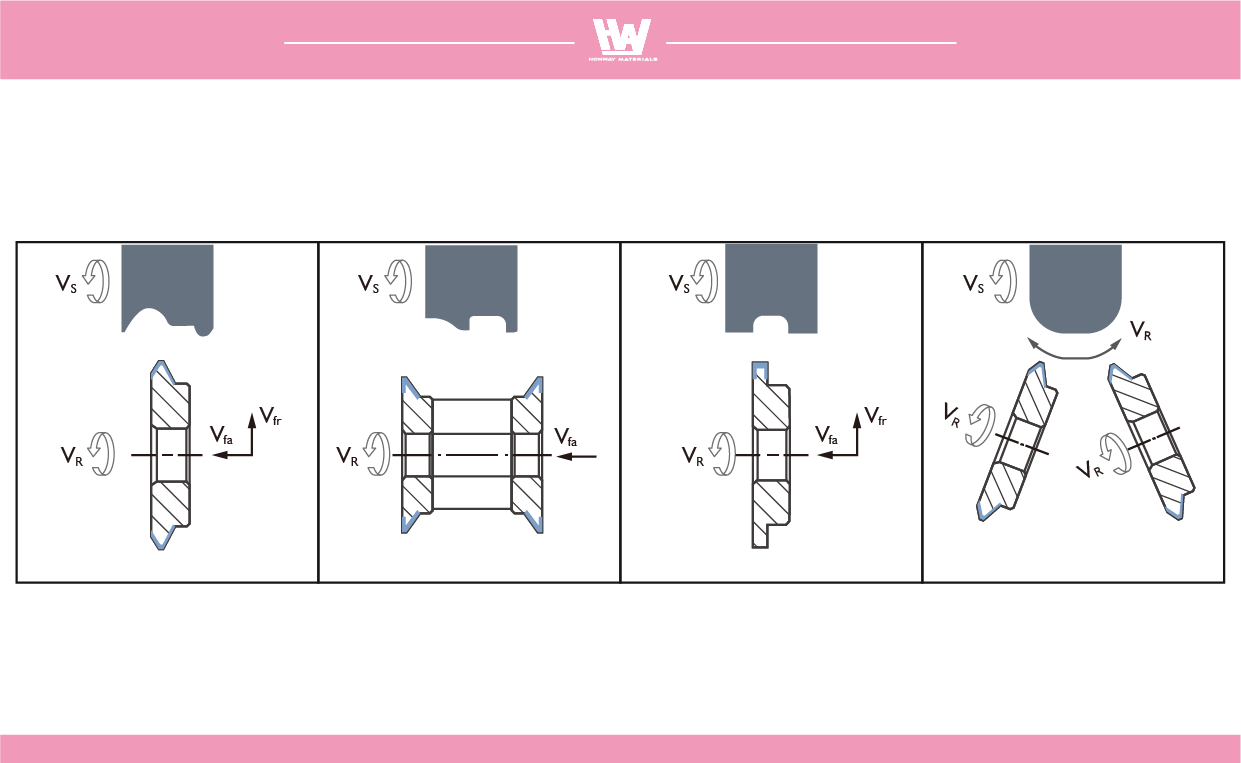
เครื่องมือตกแต่งทั่วไป
ลูกกลิ้งเพชร >> ลูกกลิ้งเพชร
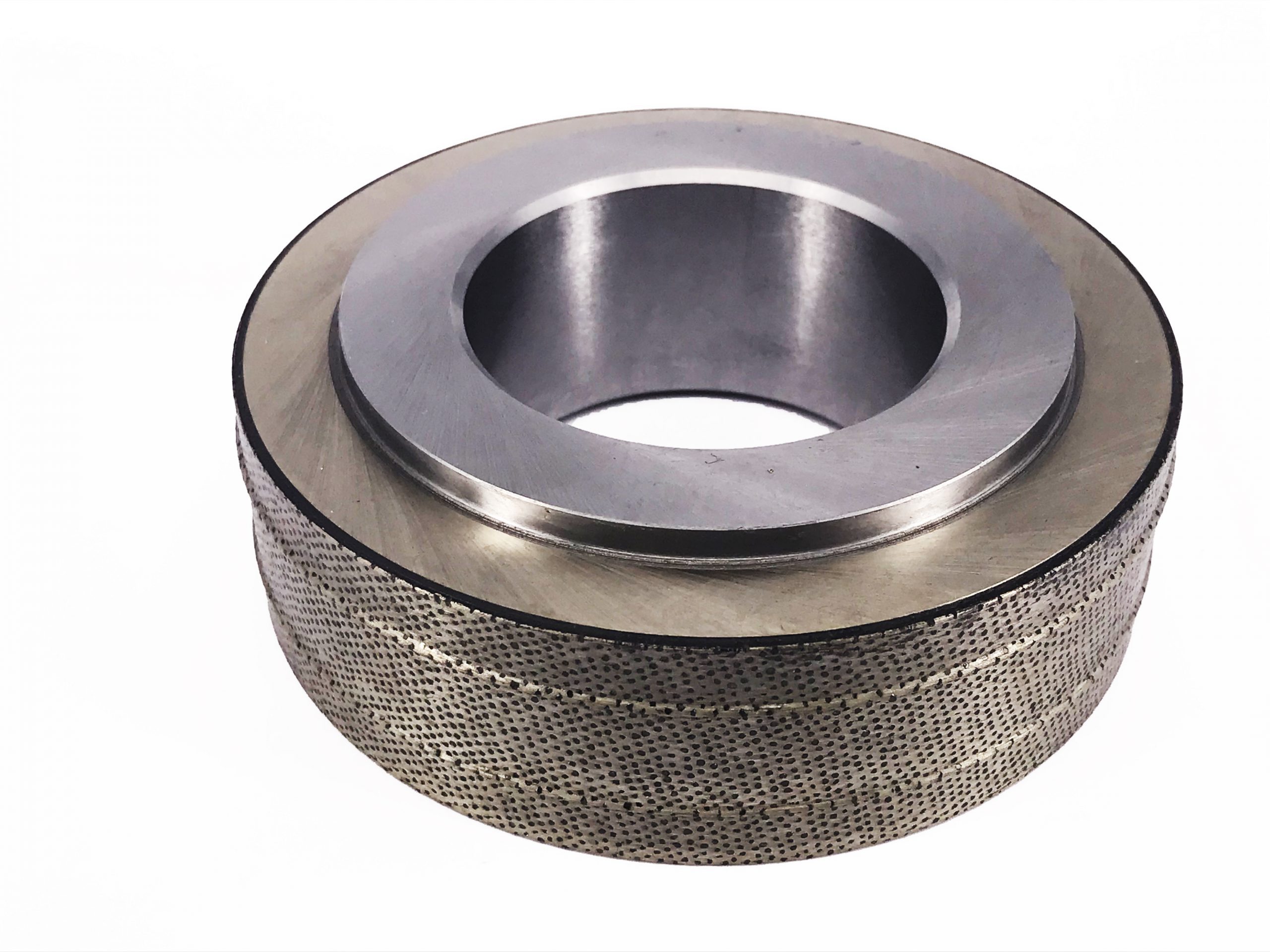
- กระบวนการ: การขึ้นรูปด้วยไฟฟ้าย้อนกลับ การเผาผนึก
- บทนำ: ลูกกลิ้งแต่งเพชรสามารถให้โซลูชันที่ดีที่สุดสำหรับการเพิ่มประสิทธิภาพกระบวนการเมื่อดำเนินการขึ้นรูปล้อเจียร ส่วนใหญ่ใช้สำหรับการแต่งล้อเจียรขึ้นรูปความแม่นยำสูง (วัสดุ: อะลูมินา ซิลิกอนคาร์ไบด์ ล้อเจียร CBN ฯลฯ)
- ใช้ได้กับ: ตลับลูกปืน สกรูบอล รางเลื่อน ระบบส่งกำลัง เครื่องมือ ชิ้นส่วนยานยนต์และอวกาศ และส่วนประกอบความแม่นยำอื่นๆ การแต่งกายอัตโนมัติเพื่อรักษาความแม่นยำของรูปร่างล้อเจียรในระหว่างการเจียรโปรไฟล์หรือแบบแบตช์
สรุปแล้ว
การตั้งค่าวิธีการและพารามิเตอร์ของการแต่งล้อเจียรมีอิทธิพลอย่างมากต่อคุณภาพการเจียรและประสิทธิภาพในการประมวลผล การกัดลงและการกัดขึ้นแต่ละอย่างมีลักษณะที่แตกต่างกัน แบบแรกเหมาะสำหรับการขจัดวัสดุและการเจียรแบบหยาบอย่างมีประสิทธิภาพ ในขณะที่แบบหลังเหมาะสำหรับการตัดเฉือนที่มีความแม่นยำและการใช้งานที่ต้องใช้การตกแต่งขั้นสูง พารามิเตอร์สำคัญที่มีผลต่อผลการแต่งตัว ได้แก่ อัตราส่วนความเร็ว ความเร็วการป้อนตามแนวแกน ความเร็วการหยุดนิ่ง และอัตราป้อน การเปลี่ยนแปลงของแต่ละพารามิเตอร์จะส่งผลโดยตรงต่อความหยาบของพื้นผิวและความเสถียรในการแต่งของล้อเจียร การปรับพารามิเตอร์เหล่านี้อย่างเหมาะสมสามารถรับประกันได้ว่ากระบวนการแต่งตัวไม่เพียงแต่จะรักษาประสิทธิภาพการตัดของล้อเจียรเท่านั้น แต่ยังยืดอายุการใช้งานได้อีกด้วย จึงทำให้คุณภาพการประมวลผลโดยรวมดีขึ้น นอกจากนี้ การเลือกแบบลูกกลิ้งแต่งให้เหมาะสมตามความต้องการในการประมวลผลยังถือเป็นกุญแจสำคัญในการรับรองโปรไฟล์ล้อเจียรที่แม่นยำและเอฟเฟกต์การแต่งที่เสถียร ในการใช้งานจริง ควรปรับวิธีการแต่งตัวและการตั้งค่าพารามิเตอร์อย่างยืดหยุ่นตามสภาวะการทำงานที่เฉพาะเจาะจงและข้อกำหนดของชิ้นงาน เพื่อให้ได้ผลการเจียรและความเสถียรในการประมวลผลที่ดีที่สุด
การกระทำ
- ทำไมการเจียร์จึงก่อให้เกิดความร้อน?>>การเจียร์
- ความรู้พื้นฐานเกี่ยวกับสารกัดกร่อนที่คุณควรรู้ >>>บทนำเกี่ยวกับสารกัดกร่อนสำหรับการเจียร
- บทบาทสำคัญของประสิทธิภาพของล้อเจียร>>ความรู้เบื้องต้นเกี่ยวกับสารยึดเกาะ
- ค่าความหยาบผิวที่วัดได้ในปัจจุบันตรงตามเป้าหมายที่คุณคาดหวังไว้หรือไม่>>> ตารางเปรียบเทียบการเจียร/ขัดเงากับค่าความหยาบผิว
- ลักษณะต่างๆ ของสารกัดกร่อนสำหรับล้อเจียร >> ผลการเจียรของสารกัดกร่อนสำหรับล้อเจียร
- หากพื้นผิวเสื่อมสภาพต้องทำอย่างไร?>>การวิเคราะห์เชิงลึกของการประมวลผลการบดเพื่อหลีกเลี่ยงการเสื่อมสภาพของพื้นผิว?
- พื้นผิวขรุขระหรือเปล่า? พื้นผิวเรียบหรือเปล่า?>>ความหยาบผิวคืออะไร
- สภาวะการเจียรขอบตัดที่แตกต่างกัน>>ความเข้าใจเชิงลึกเกี่ยวกับรูปร่าง การเปลี่ยนแปลง และกลไกการลับคมของคมตัดของล้อเจียร
- .วิธีการเลือกกระบวนการของลูกกลิ้งเพชร>>กระบวนการของลูกกลิ้งเพชร
- ดำเนินการ >>> ด้วยหินเจียรเพชรและโบรอนไนไตรด์, วัสดุขัดเงา, อุปกรณ์ขัดเงา, และเครื่องมือขัดเงา
- การทบทวน
สำหรับการบด เรามีการปรับแต่งตามความต้องการในการประมวลผล เพื่อให้มีประสิทธิภาพสูงสุด
หากคุณยังไม่รู้ว่าจะเลือกอันที่เหมาะสมที่สุดอย่างไรหลังจากอ่านข้อความนี้แล้ว
ยินดีต้อนรับที่จะติดต่อเรา เราจะมีคนที่จะตอบคำถามของคุณ
หากคุณต้องการใบเสนอราคาแบบกำหนดเองโปรดติดต่อเรา
เวลาทำการฝ่ายบริการลูกค้า : จันทร์ – ศุกร์ 09:00~18:00 น.
โทร : 07 223 1058
หากมีข้อสงสัยหรือคำถามที่ไม่ชัดเจนทางโทรศัพท์ โปรดอย่าลังเลที่จะส่งข้อความส่วนตัวถึงฉันทาง Facebook ~~
เฟซบุ๊ก HonWay: https://www.facebook.com/honwaygroup
คุณอาจสนใจ…
[wpb-random-posts]
