
สารบัญ
การเกิดความเฉื่อยของขอบเครื่องมือเป็นปัญหาที่มักไม่ได้รับการให้ความสำคัญแต่ก็มีความสำคัญมาก เหตุผลที่มีความสำคัญก็คือเครื่องมือที่ผ่านการทำให้เป็นพาสซีฟสามารถปรับปรุงความแข็งแรงของคมตัด เพิ่มอายุการใช้งานของเครื่องมือ และความเสถียรของกระบวนการตัดได้อย่างมีประสิทธิภาพ อย่างที่เราทราบกันดีว่าเครื่องมือตัดถือเป็น “ฟัน” ของเครื่องมือเครื่องจักร นอกเหนือจากวัสดุของเครื่องมือ รูปทรงของเครื่องมือ โครงสร้างของเครื่องมือ และการเพิ่มประสิทธิภาพปริมาณการตัดแล้ว ปัจจัยหลักที่มีผลต่อประสิทธิภาพการตัดเครื่องมือและอายุการใช้งานของเครื่องมือก็คือ การทดลองการทำให้คมของขอบเครื่องมือจำนวนมาก ซึ่งแสดงให้เห็นว่ารูปร่างของขอบเครื่องมือที่ดีและคุณภาพการทำให้คมของขอบเป็นข้อกำหนดเบื้องต้นเช่นกันว่าเครื่องมือจะสามารถดำเนินการตัดได้อย่างรวดเร็ว มีประสิทธิภาพ และประหยัดหรือไม่
การทำให้คมของเครื่องมือไม่เกิดความเฉื่อยคืออะไร
การทำให้เครื่องมือเป็นพาสซีฟหมายถึงกระบวนการปรับรูปร่างขอบของเครื่องมือหรือใบมีดหลังจากการเจียรละเอียดและก่อนการเคลือบ เครื่องมือได้รับการลบคม ปรับให้แบน และขัดเงาเพื่อปรับปรุงคุณภาพเครื่องมือและยืดอายุการใช้งาน ไม่มีชื่อเรียกอย่างเป็นทางการทั้งในประเทศและต่างประเทศ ชื่อบางชื่อได้แก่ “การทำให้ขอบไม่คม”, “การเสริมความแข็งแรงของขอบ”, “การลับขอบ”, “การเตรียมขอบ” หรือ “การบำบัด ER (การแผ่รังสีขอบ)”
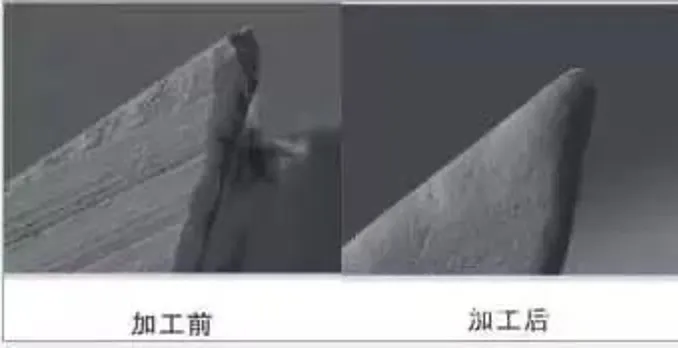
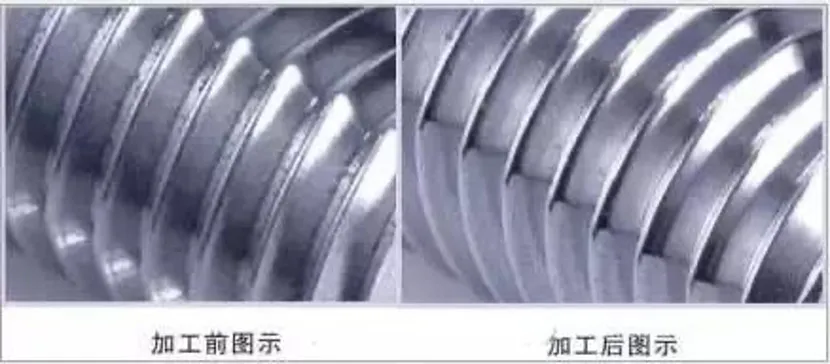
เหตุใดจึงจำเป็นต้องขึ้นรูปขอบ? คมตัดของเครื่องมือหลังจากผ่านการลับคมด้วยล้อเจียรธรรมดาหรือล้อเจียรเพชรแล้ว จะมีช่องว่างเล็กๆ น้อยๆ (เช่น การกระเทาะและการเลื่อยเล็กๆ) ในระดับที่แตกต่างกัน อย่างแรกสามารถสังเกตได้ด้วยตาเปล่าและแว่นขยายธรรมดา ส่วนอย่างที่สองสามารถสังเกตได้ด้วยกล้องจุลทรรศน์ 100 เท่า (ที่มีเครื่องหมาย 0.010 มม.) ช่องว่างระดับจุลภาคโดยทั่วไปจะมีขนาด 0.01-0.05 มม. และในกรณีที่รุนแรงอาจสูงถึง 0.1 มม. หรือมากกว่านั้น ในระหว่างกระบวนการตัด รอยหยักขนาดเล็กบนขอบเครื่องมืออาจขยายออกได้ง่าย ส่งผลให้เครื่องมือสึกหรอและเสียหายเร็วขึ้น เครื่องมือเครื่องจักรตัดความเร็วสูงและอัตโนมัติที่ทันสมัยมีความต้องการประสิทธิภาพและเสถียรภาพของเครื่องมือที่สูงขึ้น โดยเฉพาะอย่างยิ่งเครื่องมือเคลือบจะต้องผ่านการบำบัดแบบพาสซีฟก่อนการเคลือบเพื่อให้แน่ใจถึงความแน่นหนาและอายุการใช้งานของการเคลือบ
วัตถุประสงค์
วัตถุประสงค์ของเทคโนโลยีการทำให้คมของเครื่องมือคือการแก้ไขข้อบกพร่องของรอยหยักขนาดเล็กบนคมตัดของเครื่องมือหลังจากการลับคม ลดหรือกำจัดความคมของเครื่องมือ และทำให้ได้ขอบที่เรียบและแบนซึ่งคม แข็งแรง และทนทาน ต่อไปนี้เป็นรูปแบบการตัดขอบทั่วไป:
[ขอบคม] ขอบที่เกิดขึ้นตามธรรมชาติจากการตัดกันของพื้นผิวใบมีดด้านหน้าและด้านหลังก่อนการเจียร คมกริบ มีความแข็งแรงน้อย สึกง่าย โดยทั่วไปใช้สำหรับเครื่องมืองานตกแต่ง (ดังแสดงด้านล่างนี้)
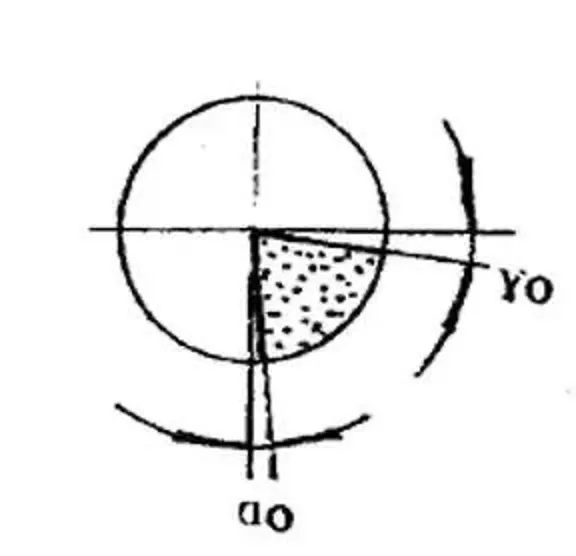
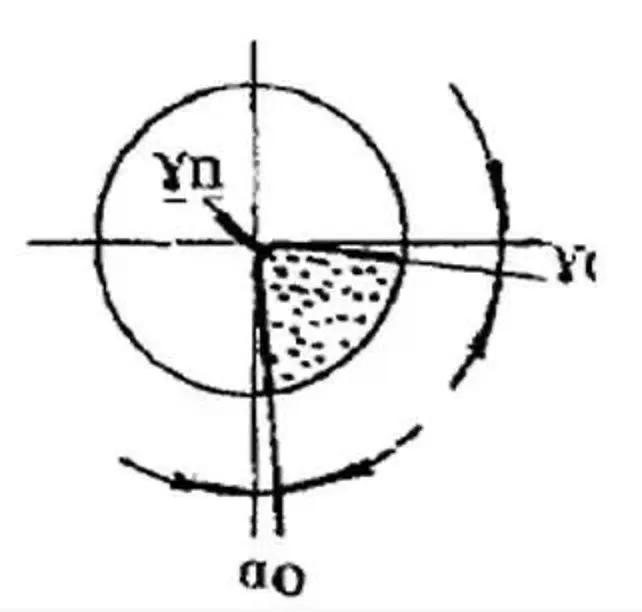
[ขอบตัดเฉียง] ขอบตัดที่มีมุมเอียงลบแคบมากจะถูกเจียรที่ขอบตัดด้านหน้าใกล้กับขอบตัด ซึ่งช่วยเพิ่มความแข็งแรงของขอบตัดได้อย่างมาก อุปกรณ์สำหรับงานกัดหยาบและกึ่งกัดละเอียด ฯลฯ (ตามรูปด้านล่าง)
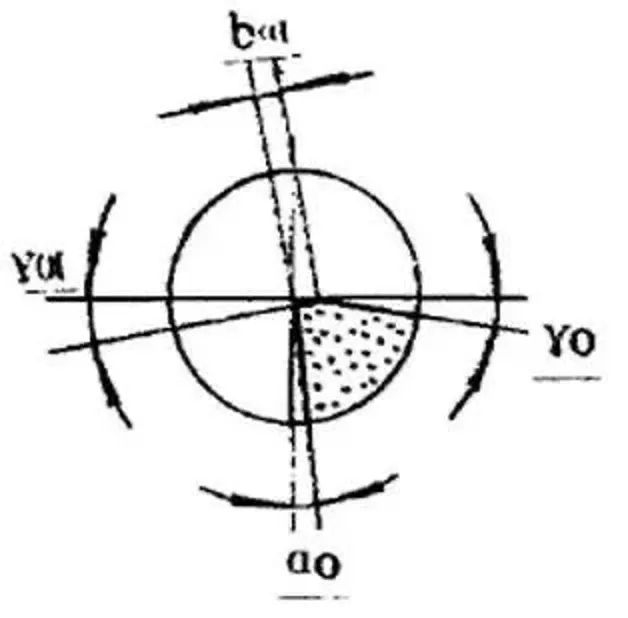
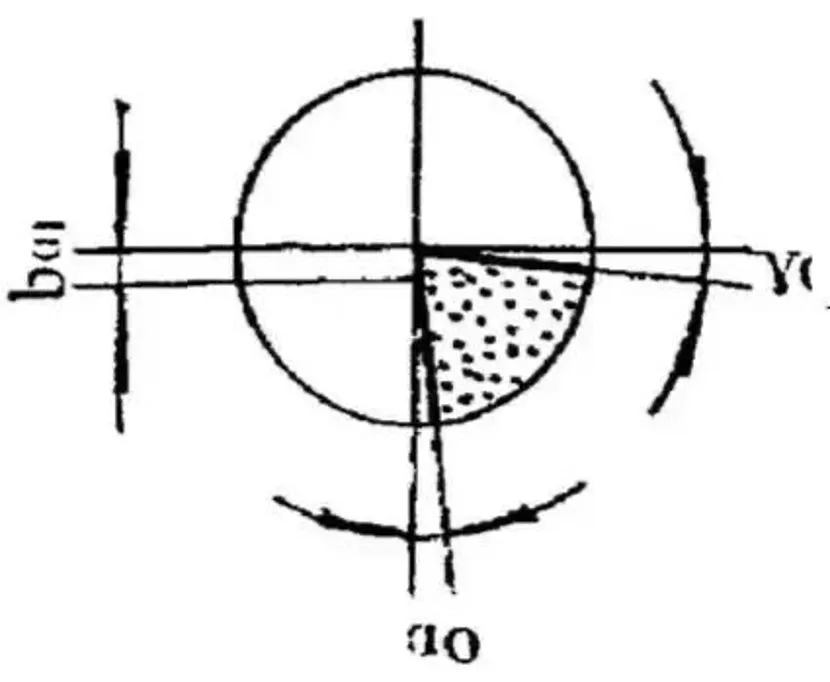
[ขอบลดการสั่นสะเทือน] ขอบมุมด้านหลังเชิงลบที่แคบมากจะถูกเจียรบนหน้าเครื่องมือด้านหลังใกล้กับขอบตัดเพื่อเพิ่มพื้นที่สัมผัสระหว่างเครื่องมือและชิ้นงานในระหว่างการตัดและขจัดการสั่นสะเทือนในระหว่างกระบวนการตัด เครื่องมือคมเดียวที่ใช้เมื่อระบบกระบวนการไม่แข็งแกร่งพอ (ดังแสดงด้านล่างนี้)
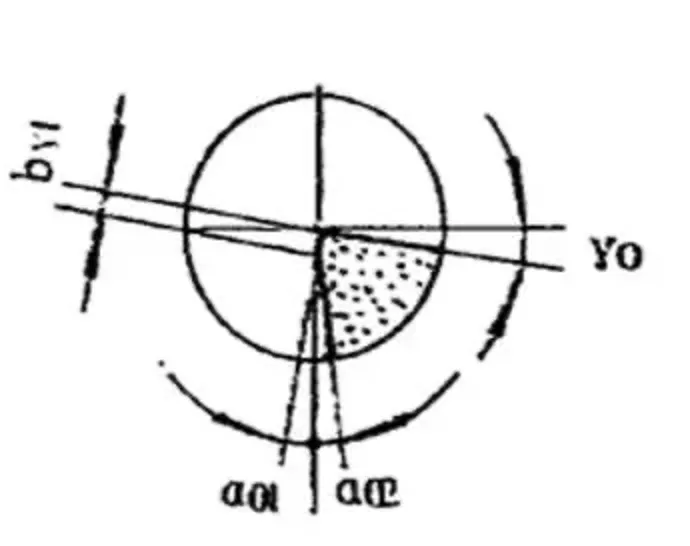
[ใบมีดสีขาว] ขอบแคบหรือแถบใบมีดที่มีมุมด้านหลัง 0° จะถูกเจียรบนพื้นผิวใบมีดด้านหลังใกล้กับคมตัด ซึ่งสามารถทำหน้าที่รองรับ แนะนำ และตกแต่งโดยการอัดขึ้นรูปได้ ใช้สำหรับเครื่องมือที่มีใบมีดหลายใบ เช่น เครื่องคว้าน และ เครื่องคว้านร่อง (ดังแสดงด้านล่างนี้)
[ขอบตัดเฉียง] ขอบจะได้รับการเจียรหรือทำให้มีรัศมีด้วยพารามิเตอร์บางอย่างเพื่อเพิ่มความแข็งแรงของขอบและปรับปรุงอายุการใช้งานของเครื่องมือ ใช้สำหรับเครื่องมือแบบถอดเปลี่ยนได้ต่างๆ สำหรับการกลึงหยาบและงานกึ่งละเอียด (ดังแสดงด้านล่างนี้)
รูปร่างขอบแบบพาสซีฟ
รูปทรงเรขาคณิตของการทำให้คมตัดมีความทนทานมีอิทธิพลอย่างมากต่ออายุการใช้งานของเครื่องมือ โดยประการหนึ่งคือคมตัดส่วนโค้ง และอีกประการหนึ่งคือคมตัดแบบน้ำตก
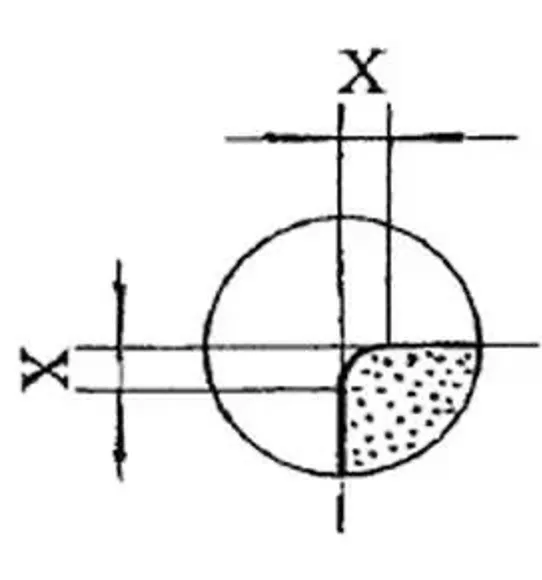
[คมตัดทรงโค้ง] มุมของคมตัดจะเกิดส่วนโค้งแบบสมมาตร ใช้กับเครื่องมือตัดมากกว่า 80% และเหมาะกับการกลึงหยาบและละเอียด (ดังแสดงด้านล่างนี้)
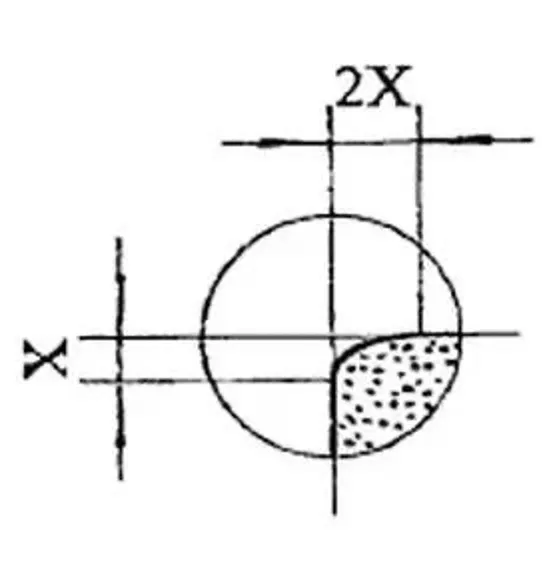
[คมตัดรูปทรงน้ำตก] อัตราส่วนของพื้นผิวด้านบนต่อพื้นผิวด้านข้างที่มุมคมตัดโดยทั่วไปคือ 2:1 ซึ่งเป็นส่วนโค้งที่ไม่สมมาตรและเหมาะสำหรับการประมวลผลแรงกระแทกที่รุนแรง (ดังแสดงด้านล่างนี้)
ผล
- การปัดขอบ: ขจัดเสี้ยนที่ขอบและทำการปัดขอบอย่างแม่นยำและสม่ำเสมอ
- ปรับปรุงการเคลือบผิว: เศษเสี้ยนบนคมตัดทำให้เครื่องมือสึกหรอและพื้นผิวของชิ้นงานหยาบขึ้น หลังจากการบำบัดแบบพาสซีฟ ขอบตัดจะมีความเรียบเนียนมากขึ้น ช่วยลดการแตกของชิ้นงานและปรับปรุงพื้นผิวสำเร็จของชิ้นงานให้ดีขึ้นอย่างมาก
- ปรับปรุงประสิทธิภาพ: ขัดร่องเครื่องมือให้สม่ำเสมอเพื่อปรับปรุงคุณภาพพื้นผิวและประสิทธิภาพในการกำจัดเศษวัสดุ
- เพิ่มแรงตัด: พื้นผิวร่องเรียบและแบนราบมากขึ้นเท่าไร การระบายเศษวัสดุก็จะดีขึ้นเท่านั้น ซึ่งทำให้สามารถตัดด้วยความเร็วในการตัดที่สูงขึ้นได้ ในเวลาเดียวกัน คุณภาพพื้นผิวที่ได้รับการปรับปรุงยังช่วยลดความเสี่ยงที่เครื่องมือและวัสดุที่ผ่านการประมวลผลจะติดขัดอีกด้วย และยังสามารถลดแรงตัดลงได้ถึง 40% ทำให้การตัดเรียบเนียนยิ่งขึ้น
การเลือกพารามิเตอร์ของการทำให้เฉื่อย
จากการพัฒนา การผลิต และการใช้งานเครื่องจักรสร้างความแข็งของขอบใบมีด ทำให้เราเริ่มเชี่ยวชาญกฎเกณฑ์บางประการแล้ว การเลือกประเภทของคมตัดและพารามิเตอร์การทำให้เป็นพาสซีฟเป็นสิ่งสำคัญมากตามเงื่อนไขการประมวลผลที่แตกต่างกัน เนื่องจากวัสดุใบมีดและเงื่อนไขการประมวลผลที่แตกต่างกัน พารามิเตอร์ของชนิดคมตัดที่เลือกและรูปร่างการทำให้เป็นพาสซีฟของคมตัดจึงแตกต่างกันด้วย มิฉะนั้น จะไม่สามารถรับผลที่คาดหวังจากการยืดอายุการใช้งานของเครื่องมือได้ ดูตารางคำแนะนำพารามิเตอร์ต่อไปนี้:
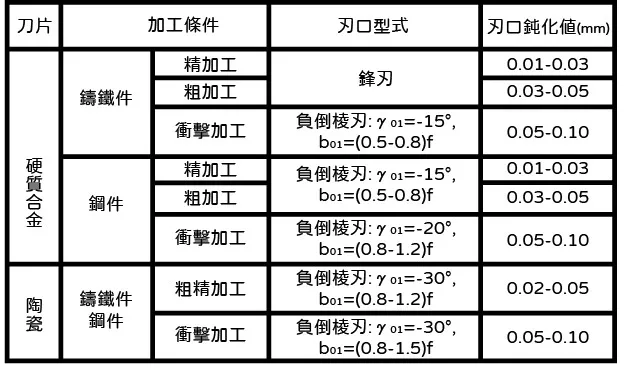
เมื่อเปรียบเทียบกับพารามิเตอร์การทำให้คมตัดของต่างประเทศ ค่าการทำให้คมของเครื่องมือ 70% อยู่ระหว่าง 0.0254-0.0762 ค่าสูงสุด: 0.127-0.2032มม. ค่าต่ำสุด: 1/6 ของเส้นผม (0.762มม.) นั่นคือ 0.0127มม. แม้จะมีการทื่อเพียงเล็กน้อย แต่ขอบของเครื่องมือก็แข็งแรงขึ้นอย่างเห็นได้ชัด
ประสบการณ์จริงมากมายในด้านการทำให้ขอบไม่ตอบสนองยืนยันว่า:
- คมของใบมีดไม่จำเป็นว่าจะต้องคมมากขึ้นเท่าไรก็ยิ่งดี หรือคมมากขึ้นเท่าไรก็ยิ่งดีเท่านั้น การกำหนดค่าพาสซีฟที่แตกต่างกันสำหรับเงื่อนไขการประมวลผลที่แตกต่างกันนั้นดีที่สุด
- การผสมผสานระหว่างการทำให้คมของขอบและประเภทของขอบถือเป็นวิธีการที่พบได้บ่อยที่สุดและมีประสิทธิผลมากที่สุดในการปรับปรุงความแข็งแรงของขอบ เพิ่มอายุการใช้งานของเครื่องมือ และลดต้นทุนของเครื่องมือ
- มุมลบจะถูกขัดด้วยล้อเจียรผงไมโคร และช่องว่างระดับจุลภาคมีขนาดเล็ก (สามารถแคบได้ถึง 0.005-0.010 มม.) นอกจากนี้ยังมีพารามิเตอร์การทำให้เฉื่อยมีขนาดเล็ก (0.010-0.030 มม.) ทำให้ขอบตัดคม แข็งแรง และทนทาน
การขัดเคลือบ
กำจัดหยดที่ยื่นออกมาซึ่งเกิดขึ้นหลังการเคลือบเครื่องมือ ปรับปรุงพื้นผิวให้ดีขึ้น และเพิ่มการดูดซับน้ำมันหล่อลื่น
ภายหลังการเคลือบแล้ว หยดของเหลวเล็กๆ ที่ยื่นออกมาจะปรากฏบนพื้นผิวของเครื่องมือ ทำให้ความหยาบของพื้นผิวเพิ่มขึ้น ทำให้เครื่องมือสร้างความร้อนจากแรงเสียดทานได้มากขึ้นระหว่างกระบวนการตัด และลดความเร็วในการตัดลง หลังการขัดแบบพาสซีฟ หยดเล็กๆ จะถูกกำจัดออกและเหลือรูเล็กๆ จำนวนมากไว้ ซึ่งสามารถดูดซับของเหลวสำหรับการตัดได้มากขึ้นระหว่างการประมวลผล ช่วยลดความร้อนที่เกิดขึ้นระหว่างการตัดได้อย่างดีเยี่ยม และปรับปรุงความเร็วในการตัดได้อย่างมาก
