
ในสาขาการตัดเฉือนที่มีความแม่นยำ การเจียรถือเป็นกระบวนการหลักและใช้กันอย่างแพร่หลายเพื่อปรับปรุงคุณภาพพื้นผิวและความแม่นยำของขนาดของชิ้นงาน ไม่ว่าจะเป็นในการผลิตแม่พิมพ์ ชิ้นส่วนยานยนต์ หรือการแปรรูปส่วนประกอบอากาศยาน การเจียรมีบทบาทสำคัญอย่างยิ่ง
อย่างไรก็ตาม กระบวนการบดมักส่งผลให้เกิดข้อบกพร่องในการประมวลผล เช่น การอุด การทำให้เรียบ การแตกร้าว หรือการเผา เนื่องจากการเลือกล้อบดที่ไม่เหมาะสม วิธีการตัดที่ผิดพลาด หรือการจัดหาน้ำบดไม่เพียงพอ ซึ่งส่งผลกระทบต่อคุณภาพของผลิตภัณฑ์สำเร็จรูปและประสิทธิภาพการผลิตในที่สุด
เพื่อให้แน่ใจถึงความเสถียรและผลผลิตที่มีคุณภาพสูงของการดำเนินการบด ความเข้าใจเชิงลึกเกี่ยวกับสาเหตุและมาตรการรับมือกับปรากฏการณ์ผิดปกติต่างๆ ได้กลายมาเป็นความรู้ที่จำเป็นสำหรับบุคลากรด้านการแปรรูปเพื่อปรับปรุงความสามารถของกระบวนการและการควบคุมคุณภาพ
สารบัญ
ล้อเจียรอัดคืออะไร?
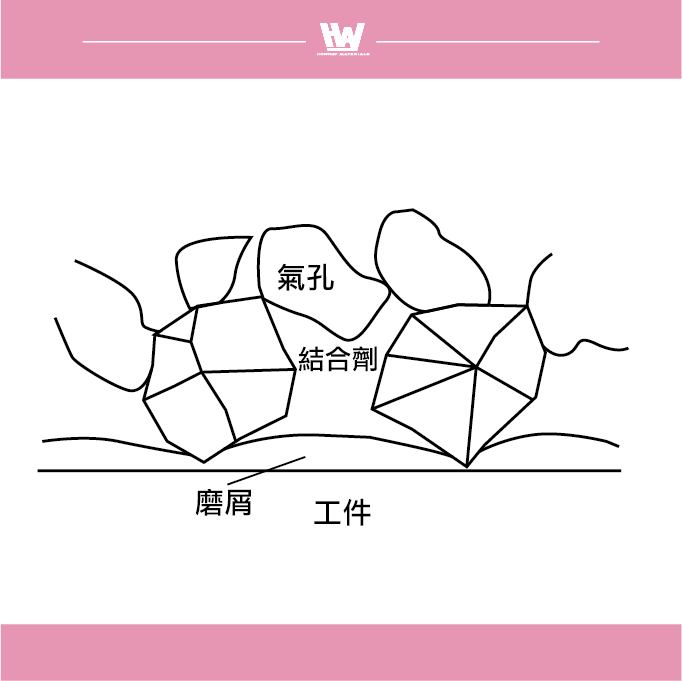
ในการบดบรรจุภัณฑ์ เศษบดจะเกาะติดกับพื้นผิวของล้อบด ซึ่งอาจรบกวนการทำงานบดอื่น ๆ ได้
โดยทั่วไปแล้วรูปร่างของเศษหินที่เจียรจะฉีกขาดหรือหลอมละลาย ซึ่งอาจทำให้เกิดขอบคมและส่งผลกระทบต่อผลการตัดต่อไป
- การยึดเกาะของเศษหินเจียร: เศษหินเจียรเกาะติดกับพื้นผิวของล้อเจียร ส่งผลต่อประสิทธิภาพในการเจียร
- รูปร่างของชิป: รูปร่างการฉีกขาดทั่วไปและรูปร่างการหลอมละลาย ซึ่งลดประสิทธิภาพการตัด
- ความต้านทานการบดสูง: เพิ่มความต้านทานในระหว่างกระบวนการบดและทำให้เกิดการสั่นสะเทือนได้ง่าย
- คุณภาพพื้นผิวการประมวลผล: พื้นผิวการประมวลผลอาจมีรอยฉีกขาดหรือรอยแตกซึ่งส่งผลกระทบต่อความเรียบของพื้นผิว
- การสึกหรอของล้อเจียร: ล้อเจียรจะสึกหรอมากกว่าปกติ ส่งผลให้มีอายุการใช้งานลดลง
เคล็ดลับ – รอยสั่น: หมายถึงรอยคลื่นเล็กๆ หรือความไม่สม่ำเสมอที่ปรากฏบนพื้นผิวชิ้นงานในระหว่างกระบวนการกลึงหรือการเจียร ปรากฏการณ์นี้มักส่งผลต่อคุณภาพพื้นผิวของผลิตภัณฑ์ขั้นสุดท้าย และอาจส่งผลให้ผลิตภัณฑ์ไม่ได้มาตรฐาน
ล้อเจียรเรียบคืออะไร?
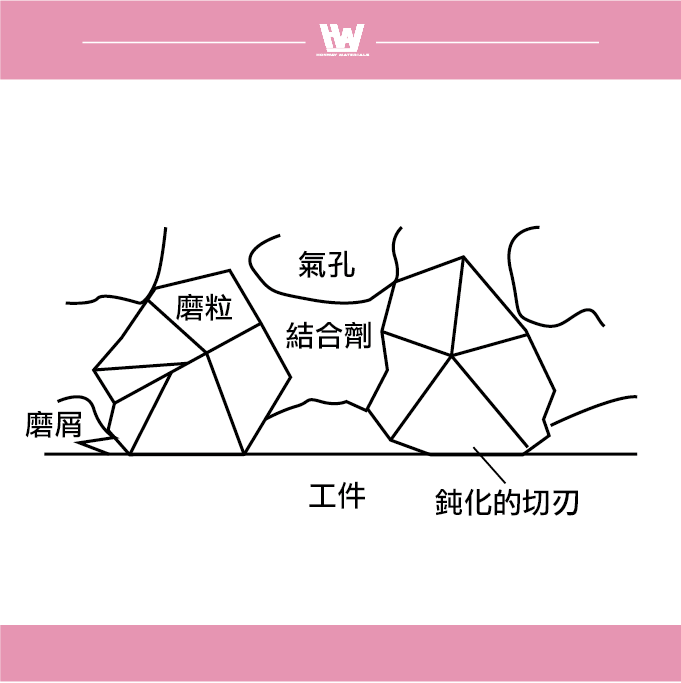
ในการเจียรแบบเรียบ สารกัดกร่อนจะถูกทำให้เฉื่อยจนถึงจุดที่สูญเสียความสามารถในการเจียร ทำให้ผิวของสารกัดกร่อนเรียบและล้อเจียรทั้งหมดถูกเคลือบ ซึ่งส่งผลกระทบเชิงลบต่อผลการเจียร
- รูปร่างของชิป: ชิปส่วนใหญ่มีรูปร่างฉีกขาดหรือหลอมละลาย ซึ่งส่งผลต่อคุณภาพการประมวลผลอีกด้วย
- การทื่อเนื่องจากสารกัดกร่อน: สารกัดกร่อนสูญเสียความสามารถในการตัดและปรากฏเป็นมุมโค้งมน
- ครอบคลุมเต็มรูปแบบ: พื้นผิวล้อเจียรทั้งหมดถูกปกคลุมด้วยสารขัดที่เรียบ
- แรงตัดต่ำ: เนื่องจากสารกัดกร่อนทำให้แรงตัดลดลงอย่างมาก
- ความต้านทานการบดสูง: ความต้านทานระหว่างกระบวนการบดเพิ่มขึ้น ส่งผลต่อประสิทธิภาพ
- การเกิดความร้อนที่มากเกินไป: เมื่อความต้านทานในการบดเพิ่มขึ้น ความร้อนที่เกิดขึ้นก็เพิ่มขึ้นเช่นกัน
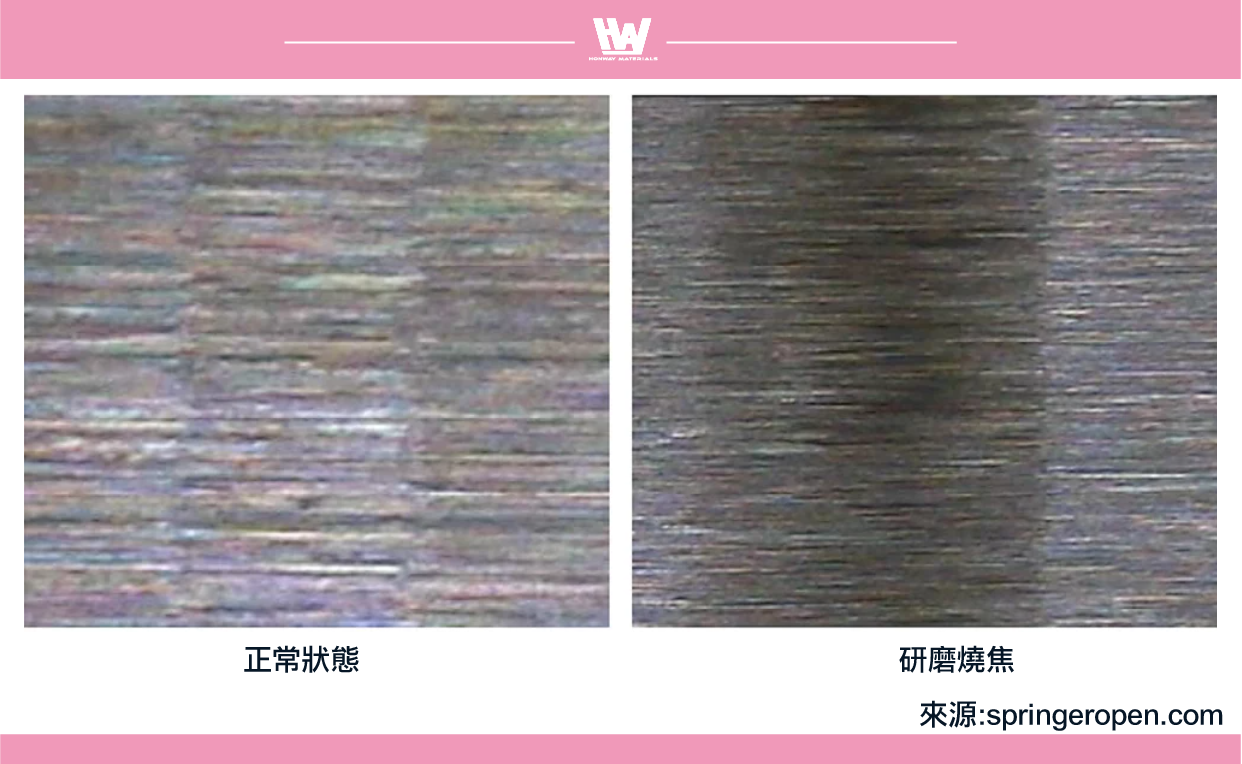
- การสั่นและการไหม้ผิว: การสั่นหรือการไหม้ผิวเป็นปรากฏการณ์ทั่วไปในระหว่างการประมวลผล
※การอ่านเพิ่มเติม: ผลการเจียรของสารกัดกร่อนของล้อเจียร
สาเหตุและวิธีแก้ไขการยึดติด การแพ็ค และการทำให้เรียบของล้อเจียรที่ไม่เหมาะสม
| สภาวะผิดปกติ | เหตุผล | แนวทางแก้ปัญหา |
| ประสิทธิภาพการเจียรที่ไม่ดี 1. การเติม 2. การทำให้เรียบ 3. การเผาไหม้ของชิ้นงาน 4. การสั่นสะเทือนเกิดขึ้นพร้อมกัน | ล้อเจียรแข็งเกินไป | 1. เพิ่มอัตราป้อนของชิ้นงาน อัตราป้อนด้านข้างของล้อเจียร และแรงกดที่ใช้กับล้อเจียร 2. ลดจำนวนรอบการหมุนของล้อเจียร และใช้ขนาดเส้นผ่านศูนย์กลางภายนอกของล้อเจียรและความกว้างของล้อเจียรที่เล็กลง 3. ใช้อุปกรณ์ลับคมในการลับล้อเจียรเป็นประจำเพื่อให้มีความคมอยู่เสมอ 4. หลีกเลี่ยงการปล่อยให้ล้อเจียรอยู่ที่ปลายด้านเดียวกันของชิ้นงานเป็นเวลานานในระหว่างกระบวนการป้อนด้านข้าง 5. หลีกเลี่ยงการใช้สารหล่อเย็นที่มีส่วนประกอบของกาว หรือเพิ่มทวีคูณความเจือจางของน้ำยาบดเพื่อปรับปรุงประสิทธิภาพการระบายความร้อน 6. เลือกล้อเจียรที่มีเม็ดหยาบหรือความแข็งน้อยกว่า (อ่อนกว่า) เพื่อให้การแปรรูปเป็นไปได้ง่าย |
| ล้อเจียรสึกและไม่คม ชิ้นงานมีกรวยเอียง ล้อเจียรมีรอยขีดข่วนและสารกัดกร่อนหลุดออกง่าย | ล้อเจียรอ่อนเกินไป | 1. ลดความเร็วการป้อนชิ้นงาน ความเร็วการป้อนด้านข้างของล้อเจียร และแรงกดที่ใช้กับล้อเจียร 2. เพิ่มจำนวนรอบการหมุนของล้อเจียร และใช้ล้อเจียรที่มีเส้นผ่านศูนย์กลางภายนอกที่ใหญ่ขึ้น และพื้นผิวล้อเจียรที่มีความกว้างมากขึ้น 3. เมื่อแต่งล้อเจียร ให้ใช้ความลึกของการตัดที่ตื้นกว่าและเพิ่มจำนวนการป้อนด้านข้าง 4. ในระหว่างกระบวนการป้อนด้านข้าง ล้อเจียรควรหลีกเลี่ยงการแยกออกกะทันหันที่ปลายด้านหนึ่งของชิ้นงานเพื่อให้แน่ใจว่ามีการสัมผัสอย่างต่อเนื่อง 5. ลดอัตราส่วนการเจือจางของของเหลวบดเพื่อปรับปรุงการหล่อลื่นและการระบายความร้อน |
| การบรรจุล้อเจียร | ล้อเจียรไม่เหมาะสม | 1. เลือกล้อเจียรที่มีขนาดเกรนใหญ่เพื่อเพิ่มประสิทธิภาพในการตัดและความสามารถในการขจัดเศษโลหะ 2. ใช้ล้อเจียรที่มีค่าความแข็งในการยึดเกาะต่ำ (อ่อนกว่า) เพื่อช่วยให้ล้อเจียรตกแต่งตัวเองและลดการอุดตัน 3. ใช้ล้อเจียรที่มีโครงสร้างที่หลวมกว่า (เนื้อหยาบกว่า) เพื่อเพิ่มประสิทธิภาพในการระบายความร้อน และปรับปรุงพื้นที่การกำจัดเศษโลหะ |
| การตัดแต่งที่ไม่เหมาะสม | 3. ใช้ล้อเจียรที่มีโครงสร้างที่หลวมกว่า (เนื้อหยาบกว่า) เพื่อเพิ่มประสิทธิภาพในการระบายความร้อน และปรับปรุงพื้นที่การกำจัดเศษโลหะ 2. เพิ่มความเร็วการป้อนในระหว่างการตัดแต่ง 2. เพิ่มความเร็วการป้อนในระหว่างการตัดแต่ง | |
| น้ำยาบดที่ไม่เหมาะสม | 1. เลือกน้ำมันบดที่มีประสิทธิภาพในการทำความสะอาดที่ดี 2. ตรวจสอบให้แน่ใจว่าของเหลวสำหรับบดถูกเติมอย่างคงที่ สม่ำเสมอ และมีอัตราการไหลที่มาก 3. หากใช้วิธีการจ่ายน้ำมันแบบรวมศูนย์ ควรใส่ใจเป็นพิเศษกับความสะอาดของน้ำมัน | |
| การทำงานไม่ถูกต้อง | 3. หากใช้วิธีการจ่ายน้ำมันแบบรวมศูนย์ ควรใส่ใจเป็นพิเศษกับความสะอาดของน้ำมัน | |
| การเจียรให้เรียบด้วยล้อเจียร | ล้อเจียรไม่เหมาะสม | 1. ประเมินว่าประเภทสารกัดกร่อนที่เลือกเหมาะสำหรับการประมวลผลวัสดุชิ้นงานเฉพาะหรือไม่ 2. ให้ความสำคัญกับล้อเจียรที่มีขนาดเกรนใหญ่กว่า การยึดเกาะที่อ่อนกว่า และโครงสร้างที่หลวมกว่า (เนื้อสัมผัสที่หยาบกว่า) |
| การตัดแต่งที่ไม่เหมาะสม | 1. ใช้เครื่องลับคมและลับล้อเจียรเป็นประจำ輪進行削銳。 2. เพิ่มความเร็วในการป้อนของการตัดแต่ง 3. เพิ่มความลึกของการตัดของกระบวนการกัดให้เหมาะสม | |
| น้ำยาบดที่ไม่เหมาะสม | 1. เลือกน้ำมันบดที่ไม่ละลายน้ำซึ่งมีคุณสมบัติการหล่อลื่นที่ยอดเยี่ยม 2. ตรวจสอบให้แน่ใจว่าของเหลวสำหรับบดถูกเติมอย่างคงที่ สม่ำเสมอ และมีการไหลเพียงพอ 3. วิเคราะห์และเพิ่มประสิทธิภาพวิธีการฉีดของเหลวบด (เช่น การฉีดจากด้านบน การฉีดด้านข้าง หรือการหล่อลื่นตรงกลาง ฯลฯ) | |
| การทำงานไม่ถูกต้อง | 1. เพิ่มอัตราป้อนของล้อเจียร 2. ปรับสภาพการทำงานของล้อเจียรเพื่อให้แสดงพฤติกรรมการตัดที่นุ่มนวลขึ้นในระหว่างกระบวนการตัดเฉือน เพื่อลดการสึกหรอที่มากเกินไป และให้บรรลุผลการตัดเฉือนที่เสถียร |
※เปลี่ยนล้อเจียร
หากคุณต้องการเปลี่ยนล้อเจียร เราขอแนะนำให้คุณส่งวัสดุของชิ้นงานที่คุณกำลังประมวลผลมาให้เราประเมิน เพื่อให้เราสามารถแนะนำตัวเลือกที่เหมาะสมที่สุดสำหรับคุณได้
หากคุณไม่ทราบวิธีจัดหาโมเดล คุณสามารถส่งล้อเจียรมาให้เราได้เช่นกัน
การแตกหักแบบกัดกร่อนคืออะไร?
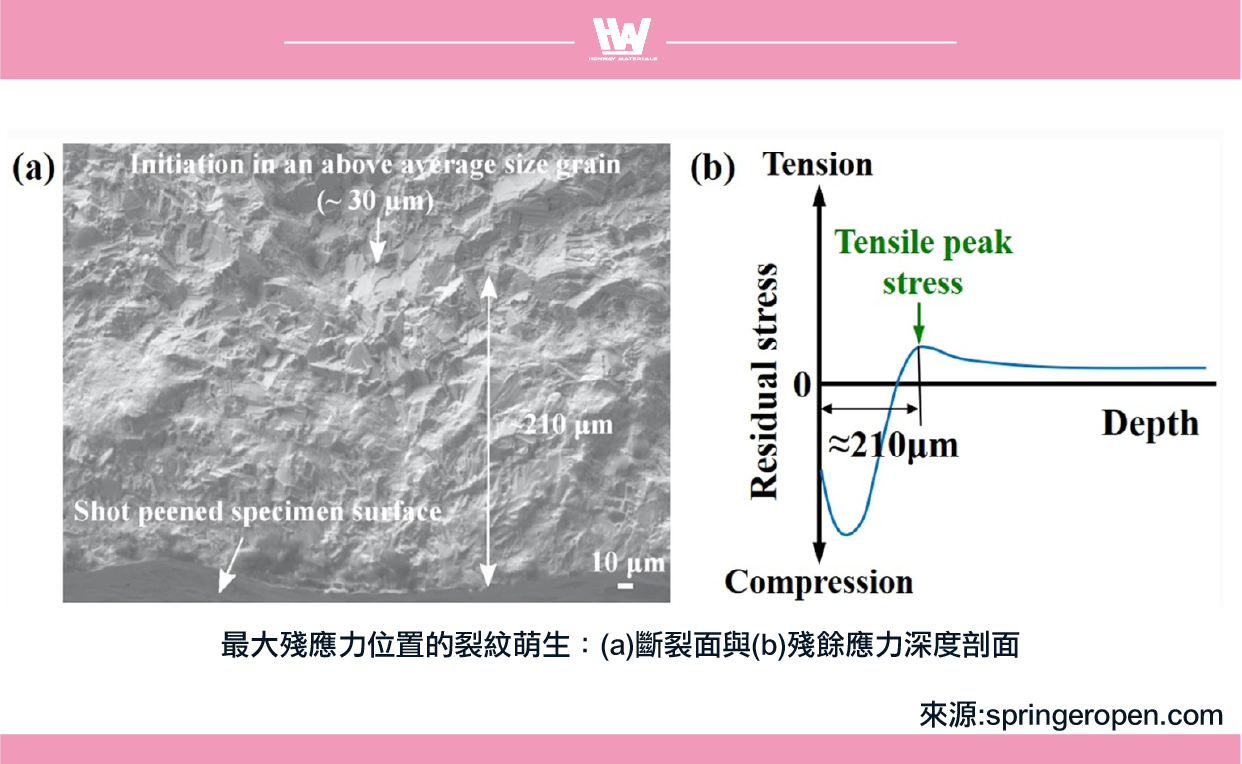
การแตกจากการบดเป็นปรากฏการณ์ที่พื้นผิวของวัสดุได้รับความเสียหายเนื่องจากปัจจัยต่างๆ เช่น แรงบดและความร้อนในระหว่างกระบวนการบด ความเสียหายนี้โดยทั่วไปจะปรากฏออกมาเป็นรอยแตก บิ่น หรือรอยแตกเล็กๆ บนพื้นผิวของวัสดุ ซึ่งส่งผลกระทบเชิงลบต่อคุณภาพและความแม่นยำของชิ้นงาน
ปัญหานี้มักเกิดขึ้นกับวัสดุ เช่น เหล็กกล้าชุบแข็ง เหล็กลูกปืน และลูกกลิ้ง และมักเกิดขึ้นเมื่อถูกเจียรหลังจากการชุบแข็งด้วยการดับ
※延伸閱讀:深入解析研磨加工避免表面變質?
ผลกระทบจากการบดกระดูกหัก
- ผลกระทบต่ออายุการใช้งานของชิ้นส่วนเครื่องจักร: รอยแตกร้าวจากการเจียรบางครั้งอาจไม่เกิดขึ้นทันที แต่จะค่อย ๆ เกิดขึ้นภายในไม่กี่ชั่วโมงหรือไม่กี่วันหลังการเจียรสิ้นสุดลง รอยแตกร้าวเหล่านี้อาจส่งผลกระทบอย่างมากต่ออายุการใช้งานของชิ้นส่วนเครื่องจักร ส่งผลให้ความน่าเชื่อถือและความทนทานของชิ้นส่วนเหล่านั้นได้รับผลกระทบไปด้วย
- ความแม่นยำของมิติได้รับผลกระทบ: รอยแตกร้าวจะทำให้เกิดการเบี่ยงเบนของมิติชิ้นงานและส่งผลกระทบต่อความแม่นยำในการประมวลผล
- เพิ่มความเปราะและความเสี่ยงต่อความเสียหาย : ทำให้วัสดุเปราะมากขึ้น แตกหักหรือชำรุดได้ง่าย
- ความต้านทานการกัดกร่อนลดลง: บริเวณที่แตกร้าวอาจทำให้ชั้นป้องกันพื้นผิวเสียหายและเพิ่มความเสี่ยงต่อการกัดกร่อน
สาเหตุและวิธีแก้ไขความแม่นยำของชิ้นงาน การเผาไหม้ และการแตกร้าว
| สภาวะผิดปกติ | เหตุผล | สารละลาย |
| ความกลมไม่ดี | เส้นกึ่งกลางของตัวดีดตัวกลางเสีย | 1. ตรวจสอบให้แน่ใจว่าเจาะรูตรงกลางอย่างถูกต้อง 2. บด เจียร หรือทำความสะอาดรูตรงกลางเป็นประจำเพื่อขจัดสิ่งสกปรกและสิ่งเจือปน 3. ตรวจสอบและแก้ไขจุดศูนย์กลางเป็นประจำและเจียรซ้ำหากจำเป็น 4. ตรวจสอบให้แน่ใจว่ารูตรงกลางและตรงกลางได้รับการหล่อลื่นอย่างเต็มที่ในระหว่างการทำงาน 5. กำจัดความหลวมของหมุดตรงกลางเพื่อให้แน่ใจว่าแน่นหนาและมั่นคง 6. ในระหว่างการดำเนินการเจียรแบบไม่มีศูนย์กลาง ให้คงความสูงของการรองรับไว้ที่ 10 มม. |
| การตัดแต่งไม่ดี | 1. ยืนยันว่าตำแหน่งทางกลในระหว่างการเจียรล้อเจียรสอดคล้องกับตำแหน่งทางกลในระหว่างการเจียรล้อเจียรเพื่อให้แน่ใจว่าตำแหน่งสัมพันธ์ของทั้งสองจะไม่เปลี่ยนแปลง | |
| ความไม่สมดุลของชิ้นงาน | ควรติดตั้งเครื่องถ่วงน้ำหนักและปรับน้ำหนักถ่วงเพื่อลดการสั่นสะเทือนและปรับปรุงความแม่นยำและเสถียรภาพในการบด | |
| การทำงานไม่ถูกต้อง | 1. ในระหว่างกระบวนการเจียรแบบป้อนขวาง ควรป้องกันไม่ให้ล้อเจียรออกจากชิ้นงานเพื่อป้องกันไม่ให้มีรูปร่างเรียวปรากฏที่ปลายด้านหนึ่งของชิ้นงาน 2. ลดแรงดันในการป้อน 3. ใช้หินเจียรที่มีความแข็งมากขึ้น 4. สำหรับชิ้นงานยาวหรือบาง ควรใช้ตัวยึดเพื่อให้แน่ใจว่าชิ้นงานมีความมั่นคงและป้องกันการสั่นสะเทือน | |
| ความเป็นทรงกระบอกไม่ดีกับท่อเรียว | ล้อเจียรไม่เหมาะสม | 1. ใช้หินเจียรที่มีพันธะแข็งกว่า 2. ในระหว่างการเจียรแบบป้อนตรง ความกว้างของหน้าล้อเจียรควรใหญ่กว่าความกว้างของชิ้นงานเล็กน้อย |
| การตัดแต่งไม่ดี | วางปลายเพชรของเครื่องลับมีดไว้ใกล้กับบริเวณที่จะเจียร | |
| การทำงานไม่ถูกต้อง | 1. หารือเกี่ยวกับตำแหน่งของการกำหนดค่าวงเล็บอีกครั้ง 2. ตรวจสอบว่ากระบวนการถ่ายโอนล้อเจียรราบรื่นหรือไม่ 3. ในระหว่างกระบวนการเจียรแบบป้อนขวาง ความกว้างของหน้าล้อเจียรควรคงไว้มากกว่าหนึ่งในสามของความกว้างชิ้นงาน | |
| การขยายชิ้นงาน | 1. ใช้สารหล่อเย็นในปริมาณที่เพียงพอเพื่อปกป้องชิ้นงานและล้อเจียร 2. ใส่ใจวิธีการป้อนน้ำมันหล่อลื่นเพื่อให้มั่นใจว่ามีการกระจายอย่างทั่วถึงและการระบายความร้อนบริเวณการบดอย่างมีประสิทธิภาพ 3. ลดปริมาณการป้อนล้อเจียรและเพิ่มความเร็วการป้อนด้านข้าง | |
| ยังคงอยู่ | 1. เลือกล้อเจียรที่มีความแข็งสูง 2. ดำเนินการตรวจสอบอย่างละเอียดถี่ถ้วนก่อนดำเนินการประมวลผลและสร้างมาตรฐานการจัดการขนาดของการบดละเอียดพิเศษ 3. ตรวจสอบว่าเวลาในการเจียรเลื่อนเหมาะสมหรือไม่ เพื่อให้แน่ใจว่าไม่นานหรือสั้นเกินไป | |
| ไหม้, แตกร้าว | ล้อเจียรไม่เหมาะสม | 1. ใช้ล้อเจียรที่มีพันธะอ่อนกว่าและโครงสร้างหยาบกว่าเพื่อส่งเสริมการแต่งเนื้อตัวเองของล้อเจียรและปรับปรุงประสิทธิภาพการตัด 2. เมื่อใช้งานล้อเจียร ให้ปรับพารามิเตอร์เพื่อให้แสดงพฤติกรรมการตัดที่นุ่มนวลขึ้น 3. ทำการตัดแต่งให้สม่ำเสมอและละเอียดถี่ถ้วน |
| น้ำยาบดที่ไม่เหมาะสม | 1. ตรวจสอบให้แน่ใจว่าเทน้ำยาบดอย่างสม่ำเสมอและมีปริมาณมาก 2. พยายามเทของเหลวสำหรับบดลงในพื้นที่บดให้ถูกต้อง 3. ใช้น้ำมันที่มีประสิทธิภาพในการหล่อลื่นดี โดยควรเป็นน้ำมันที่ไม่ละลายน้ำ 4. หากใช้น้ำมันที่ละลายน้ำได้ ให้เลือกชนิดเข้มข้นและทำให้เข้มข้นอย่างเหมาะสม | |
| การทำงานไม่ถูกต้อง | 1. ลดปริมาณการให้อาหาร 2. เพิ่มความเร็วการป้อนด้านข้างเพื่อหลีกเลี่ยงไม่ให้ล้อเจียรรวมตัวบนพื้นที่เดียวกันสำหรับการเจียร 3. ป้องกันไม่ให้ล้อเจียรหยุดเมื่อสัมผัสกับชิ้นงาน | |
| การอบชุบชิ้นงานด้วยความร้อนที่ไม่เหมาะสม | 1. ตรวจสอบว่าอุณหภูมิการอบชุบต่ำเกินไปหรือไม่ 2. ยืนยันว่ามีเศษโครงสร้างที่ไม่เสถียรอยู่ในชิ้นงานหรือไม่ | |
| การเสียรูปของชิ้นงานบาง | การทำงานไม่ถูกต้อง | 1. ลดความแรงของแม่เหล็กของดิสก์แม่เหล็กไฟฟ้าอย่างเหมาะสม 2. วางแผ่นเหล็กที่มีความหนาที่เหมาะสมระหว่างแผ่นแม่เหล็กไฟฟ้าและชิ้นงานเพื่อปรับการกระจายแรงแม่เหล็กและปรับปรุงสถานะการดูดซับ |
สรุปแล้ว
โดยสรุป แม้ว่าการเจียรจะเป็นวิธีการประมวลผลที่มีประสิทธิภาพสูงและความแม่นยำสูง แต่หากละเลยรายละเอียดในการเลือกล้อเจียร สภาวะการตัด การใช้ของเหลวเจียร หรือพารามิเตอร์การทำงาน ก็อาจทำให้เกิดปรากฏการณ์ผิดปกติต่างๆ ได้ง่าย เช่น การอุด การทำให้เรียบ การเผา และการแตกร้าว ซึ่งจะส่งผลต่อคุณภาพของชิ้นงานและความเสถียรของการผลิต เฉพาะการจับคู่ล้อเจียรที่ถูกต้อง การตัดและการขึ้นรูปที่แม่นยำ กลยุทธ์การระบายความร้อนและการหล่อลื่นที่เหมาะสม และขั้นตอนการทำงานที่มั่นคงเท่านั้นที่เราจะสามารถปรับปรุงประสิทธิภาพการเจียรและคุณภาพการประมวลผล ยืดอายุการใช้งานของล้อเจียร และรับรองความน่าเชื่อถือและความสม่ำเสมอของผลิตภัณฑ์ขั้นสุดท้ายได้อย่างมีประสิทธิภาพ เมื่อต้องเผชิญกับข้อกำหนดกระบวนการที่เข้มงวดมากขึ้น การปรับปรุงเงื่อนไขการบดอย่างต่อเนื่องและการกำหนดขั้นตอนการปฏิบัติงานมาตรฐานถือเป็นประเด็นสำคัญที่บุคลากรในการประมวลผลทุกคนไม่สามารถละเลยได้
การกระทำ
- วิธีการเลือกล้อเจียร>>>จะเลือกล้อเจียรเพชรกับล้อเจียร CBN อย่างไร?
- เข้าใจสถานการณ์การบดผิดปกติได้อย่างถูกต้อง>>สาเหตุของการบดผิดปกติคืออะไร? จะเข้าใจสถานการณ์ที่ผิดปกตินี้ได้อย่างไร?
- วิธีการเลือกเครื่องมือสำหรับการเจียรล้อเจียรแบบบอนด์ >>วิธีการเจียรล้อเจียรแบบบอนด์ที่แตกต่างกัน
- ล้อเจียรปัจจุบันสึกหรอปกติไหม?>>>สภาพล้อเจียรปัจจุบันเป็นอย่างไรบ้าง? -ล้อเจียรไฟฟ้า
- วิธีการแต่งล้อเจียร>>วิธีการแต่งและลับคมล้อเจียร
- การแต่งหินเจียรแบบ 2 ขั้นตอน >>การแต่งหินเจียรและการลับคมคืออะไร
- วิธีการเลือกเครื่องมือสำหรับตัดล้อเจียรแบบติดกาว>>วิธีการเลือกเครื่องมือตัดหินเจียร
- สภาวะการเจียรขอบตัดที่แตกต่างกัน>>ความเข้าใจเชิงลึกเกี่ยวกับรูปร่าง การเปลี่ยนแปลง และกลไกการลับคมของคมตัดของล้อเจียร
- การเจียรล้อเจียรแบบติดกาว แตกต่างกันอย่างไร?>>วิธีการเจียรล้อเจียรด้วยพันธะที่แตกต่างกัน
- หากเกิดรอยขีดข่วนและรอยไหม้บนพื้นผิวเจียร ฉันควรทำอย่างไร?>>มีรอยขีดข่วนหรือรอยไหม้บนพื้นผิวเจียรหรือไม่? เข้าใจสาเหตุผิดปกติและวิธีการแก้ไขในคราวเดียว!
- การผูกมัดคืออะไร?>>什การผูกมัดคืออะไร? ฉันจะเลือกอย่างไร
- ดำเนินการ>> ล้อเจียรเพชรและโบรอนไนไตรด์ สารขัดเงา อุปกรณ์ขัดเงา เครื่องมือขัดเงา เครื่องมือแต่งเพชร
- วิธีการตัดแต่งล้อเจียรด้วยพันธะต่างๆ >> วิธีการตัดแต่งล้อเจียรด้วยพันธะต่างๆ
- การทบทวน
สำหรับการบด เรามีการปรับแต่งตามความต้องการในการประมวลผล เพื่อให้มีประสิทธิภาพสูงสุด
หากคุณยังไม่รู้ว่าจะเลือกอันที่เหมาะสมที่สุดอย่างไรหลังจากอ่านข้อความนี้แล้ว
ยินดีต้อนรับที่จะติดต่อเรา เราจะมีคนที่จะตอบคำถามของคุณ
หากคุณต้องการใบเสนอราคาแบบกำหนดเองโปรดติดต่อเรา
เวลาทำการฝ่ายบริการลูกค้า : จันทร์ – ศุกร์ 09:00~18:00 น.
โทร : 07 223 1058
หากมีข้อสงสัยหรือคำถามที่ไม่ชัดเจนทางโทรศัพท์ โปรดอย่าลังเลที่จะส่งข้อความส่วนตัวถึงฉันทาง Facebook ~~
เฟซบุ๊ก HonWay: https://www.facebook.com/honwaygroup
คุณอาจสนใจ…
[wpb-random-posts]
