
ความร้อนที่เกิดขึ้นระหว่างการเจียร (เรียกว่าความร้อนจากการเจียร) เป็นปรากฏการณ์สำคัญที่ไม่สามารถละเลยได้ในกระบวนการเจียร สาเหตุหลักของการเกิดขึ้นคือแรงเสียดทานความเร็วสูงที่เกิดขึ้นเมื่อเมล็ดขัดตัดชิ้นงาน
การกระจายและการสร้างความร้อนในการเจียรได้รับผลกระทบจากหลายปัจจัย เช่น วัสดุของล้อเจียร วัสดุของชิ้นงาน สภาวะการเจียร (เช่น ความเร็ว อัตราป้อน ความลึกของการตัด ฯลฯ) และการใช้สารหล่อเย็น
สำหรับชิ้นงาน:
การเจียรที่ไม่ดีอาจทำให้ชิ้นงานมีอุณหภูมิสูงขึ้น ทำให้เกิดการขยายตัวเนื่องจากความร้อน พื้นผิวไหม้ การอบชุบแข็งและการอ่อนตัวของชั้นที่ชุบแข็ง และอาจนำไปสู่รอยแตกร้าวละเอียดจากการเจียรบนชิ้นงานได้
สำหรับล้อเจียร:
การเจียรที่ไม่ดีอาจทำให้ล้อเจียรมีอุณหภูมิสูงขึ้น เร่งการสึกหรอของล้อเจียร หลอมพันธะ และอาจทำให้ล้อเจียรเสียรูปในระดับจุลภาค ทำให้เสถียรภาพในการประมวลผลลดลง
※※เพิ่มเติม HonWay : ล้อเจียรเพชรไม่ทนต่ออุณหภูมิสูง (600-700℃) หากต้องการทำการเจียรอุณหภูมิสูง โปรดเลือก CBN>>>วิธีเลือกใช้ระหว่างล้อเจียรเพชรและ CBN
ดังนั้น การควบคุมการสร้างและการถ่ายเทความร้อนจากการบดอย่างมีประสิทธิภาพ และการจัดการความร้อนผ่านการระบายความร้อนและการปรับพารามิเตอร์กระบวนการอย่างเหมาะสม จึงเป็นประเด็นสำคัญในเทคโนโลยีการบด
สารบัญ
ความแตกต่างในการเจียรความร้อนระหว่างล้อเจียรแบบดั้งเดิมกับล้อเจียรซุปเปอร์
จุดสำคัญ: ค่าการนำความร้อนของล้อเจียรซุปเปอร์สูงกว่าล้อเจียรแบบดั้งเดิม ความร้อนส่วนใหญ่ของล้อเจียรซุปเปอร์จะถูกนำไปที่บริเวณศูนย์กลางของล้อเจียร ขณะที่ความร้อนส่วนใหญ่จากการเจียรของล้อเจียรแบบดั้งเดิมจะอยู่บนชิ้นงาน
อัตราส่วนแคลอรี่ (80/20):
ล้อเจียรซุปเปอร์: 80% บนล้อเจียร, 20% บนชิ้นงาน
ล้อเจียรอยู่บนชิ้นงานแล้ว 80% ล้อเจียรแบบดั้งเดิม: 20%
ข้อมูลนี้มีไว้สำหรับการอ้างอิงเท่านั้น ผลการทดสอบจริงอาจแตกต่างกันไปขึ้นอยู่กับปัจจัยต่างๆ เช่น ชิ้นงาน วัสดุขัด การเลือกการประมวลผล และสภาพแวดล้อม
—เนื้อหาต่อไปนี้ใช้ได้กับทั้งล้อเจียรซุปเปอร์และล้อเจียรแบบดั้งเดิม—
สาเหตุของความร้อนจากการเจียร์
เมื่อล้อเจียรเจียรชิ้นงาน จะเกิดความร้อนจำนวนมากในระหว่างกระบวนการเจียร และการกระจายความร้อนนี้จะกำหนดการเพิ่มขึ้นของอุณหภูมิในขั้นสุดท้ายของชิ้นงาน
ผลกระทบของความร้อนในการเจียร์ที่มากเกินไป
1. อุณหภูมิสูงและประกายไฟ:
- ในระหว่างกระบวนการเจียร มุมเอียงเป็นลบระหว่างขอบตัดที่มีฤทธิ์กัดกร่อนและชิ้นงานจะทำให้ความเร็วในการตัดสูงมาก และยังทำให้เกิดอุณหภูมิสูงขึ้น พร้อมด้วยประกายไฟอีกด้วย
- ผลกระทบ: เมื่อสังเกตเศษหินบดผ่านกล้องจุลทรรศน์ พบว่ามีเม็ดกลมที่หลอมละลาย ซึ่งบ่งชี้ว่าอุณหภูมิในบริเวณนั้นใกล้เคียงกับจุดหลอมเหลวของวัสดุชิ้นงาน
2. การขยายตัวเนื่องจากความร้อนและการเกิดออกซิเดชันของชิ้นงาน:
- ความร้อนจากการเจียรที่มากเกินไปจะเพิ่มอุณหภูมิพื้นผิวของชิ้นงาน ส่งผลให้เกิดการขยายตัวเนื่องจากความร้อนและเกิดการออกซิเดชัน
- ผลกระทบ: การประมวลผลคุณภาพพื้นผิว
3. การเจียรและเผาพื้นผิวทำให้ประสิทธิภาพของชิ้นงานลดลง:
- อุณหภูมิพื้นผิวที่สูงเกินไปอาจทำให้เกิดการไหม้ในบริเวณนั้นและลดความต้านทานการสึกหรอ
- ผลกระทบ: สำหรับเหล็กกล้าชุบแข็ง ความร้อนที่มากเกินไปอาจทำให้เกิดการอบชุบ ทำให้ความแข็งและความแข็งแรงลดลง และอาจเกิดรอยแตกร้าวจากการเจียรละเอียดได้
4. รอยแตกร้าวและข้อบกพร่องในการประมวลผล:
- ความร้อนจากการเจียรที่มากเกินไปอาจทำให้เกิดรอยแตกร้าวเล็กๆ น้อยๆ หรือแม้แต่รอยแตกร้าวเล็กๆ น้อยๆ ในระหว่างหรือหลังการกลึง ส่งผลให้ความสมบูรณ์ของโครงสร้างของชิ้นงานอ่อนแอลงไปอีก
การจำแนกอุณหภูมิในการเจียร์
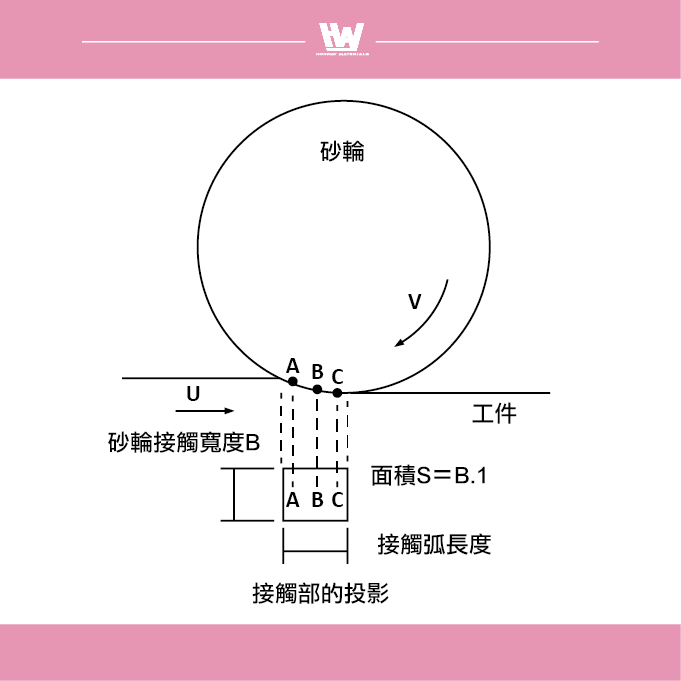
อุณหภูมิจุดเจียรสารกัดกร่อน (A.B) (อุณหภูมิที่ปลายด้านหน้าของคมตัดสารกัดกร่อน)
- คำจำกัดความ: หมายถึงอุณหภูมิสูงในพื้นที่ซึ่งส่วนหน้าของคมตัดแบบขัดที่แสดงใน A และ B ไปถึงทันทีในระหว่างการเจียร
- ลักษณะอุณหภูมิ: มักถึงหลายร้อยองศาเซลเซียสซึ่งเป็นช่วงอุณหภูมิสูงที่สุดในกระบวนการบด
- ผลกระทบ: ประสิทธิภาพในการบดมีความเกี่ยวข้องอย่างใกล้ชิดกับการใช้สารกัดกร่อน และความต้านทานความร้อนจากสารกัดกร่อนจำเป็นต้องได้รับการประเมินโดยพิจารณาจากอุณหภูมิ
อุณหภูมิจุดบดของล้อเจียร (S) (อุณหภูมิเฉลี่ยของพื้นผิวสัมผัสระหว่างล้อเจียรและชิ้นงาน)
- คำจำกัดความ: หมายถึงอุณหภูมิเฉลี่ยรวมของพื้นที่สัมผัส S ระหว่างล้อเจียรและชิ้นงาน
- ลักษณะอุณหภูมิ: อุณหภูมินี้จะต่ำกว่าอุณหภูมิจุดเจียรแบบขัด แต่มีช่วงการกระจายที่กว้างกว่า
- ผลกระทบ: เกี่ยวข้องกับความเสียหายที่เกิดจากความร้อนต่อชิ้นงาน เช่น พื้นผิวไหม้ ละลาย หรือแตกร้าว
อุณหภูมิชิ้นงาน (อุณหภูมิหลังจากความร้อนไหลเข้าสู่ชิ้นงาน)
- คำจำกัดความ: หมายถึงอุณหภูมิโดยรวมหรือเฉพาะที่ที่เกิดจากความร้อนจากการเจียรที่ไหลเข้าสู่ชิ้นงาน
- ผลกระทบ: อุณหภูมิชิ้นงานที่สูงเกินไปจะทำให้เกิดการขยายตัวเนื่องจากความร้อน ส่งผลให้ความแม่นยำของขนาดชิ้นงานลดลง หากชิ้นงานเป็นเหล็กชุบแข็ง อาจเกิดการอบชุบได้เนื่องจากอุณหภูมิในพื้นที่ที่มากเกินไป ส่งผลให้เกิดรอยแตกร้าวจากการเจียรละเอียด
เกณฑ์ในการกำหนดอุณหภูมิในการเจียร์
อิทธิพลของอุณหภูมิในการบดต่อผลการบดสามารถแบ่งได้เป็น 3 ระดับตามปรากฏการณ์การบด:
หากการสูญเสียสารกัดกร่อนเป็นสิ่งสำคัญ → อุณหภูมิของจุดเจียรสารกัดกร่อนเป็นสิ่งสำคัญที่สุด
ตัวอย่างเช่น: เมื่อคุณต้องการยืดอายุการใช้งานของล้อเจียร คุณจะต้องลดอุณหภูมิที่สูงในบริเวณนั้นของสารกัดกร่อน เลือกสารกัดกร่อนที่มีความทนทานต่อความร้อนได้ดีกว่า หรือปรับพารามิเตอร์ของการเจียร
หากคุณกังวลเกี่ยวกับคุณภาพพื้นผิวของชิ้นงาน → อุณหภูมิของจุดเจียรของล้อเจียรเป็นสิ่งที่สำคัญที่สุด
ตัวอย่างเช่น: เพื่อป้องกันไม่ให้พื้นผิวไหม้ รอยแตกร้าว หรือการแตกหัก จำเป็นต้องควบคุมอุณหภูมิเฉลี่ยของพื้นผิวสัมผัสระหว่างล้อเจียรและชิ้นงานเพื่อปรับปรุงผลการระบายความร้อน
ถ้าต้องการความแม่นยำของขนาด → อุณหภูมิชิ้นงานเป็นสิ่งสำคัญที่สุด
ตัวอย่างเช่น: เมื่อจำเป็นต้องลดผลกระทบของการขยายตัวเนื่องจากความร้อนต่อความแม่นยำของมิติ ให้เน้นที่การควบคุมอุณหภูมิของความร้อนที่ไหลเข้าไปในชิ้นงานเพื่อให้แน่ใจว่ามีเสถียรภาพในการประมวลผล
คุณสามารถตัดสินใจได้ว่าจะปรับปรุงกระบวนการอย่างไรโดยพิจารณาจากสิ่งที่คุณให้ความสำคัญในปัจจุบัน
วิธีการคำนวณการเพิ่มขึ้นของอุณหภูมิเฉลี่ยของชิ้นงาน (ใช้ได้กับทั้งล้อเจียรแบบดั้งเดิมและแบบซุปเปอร์)
ในระหว่างกระบวนการบด พลังงานกลเกือบทั้งหมดจะถูกแปลงเป็นความร้อน ความร้อนส่วนหนึ่งจะไหลเข้าสู่ชิ้นงาน ในขณะที่อีกส่วนหนึ่งจะถูกระบายออกหรือกระจายออกไปผ่านทางของเหลวเจียร อากาศ หัวจับชิ้นงาน แม่แรง ฯลฯ ความแตกต่างของความร้อนระหว่างทั้งสองจะถูกเก็บไว้ในชิ้นงาน ทำให้อุณหภูมิของชิ้นงานสูงขึ้น และสามารถคำนวณการเพิ่มขึ้นของอุณหภูมิโดยเฉลี่ยได้จากความจุความร้อนของชิ้นงาน (ปริมาตร × ความหนาแน่น × ความร้อนจำเพาะ)
โดยถือว่าอุณหภูมิเฉลี่ยที่เพิ่มขึ้นของชิ้นงานคือ θ การเพิ่มขึ้นของ θ ต่อหน่วยเวลา dθ/d สามารถแสดงได้ด้วยสมการต่อไปนี้:
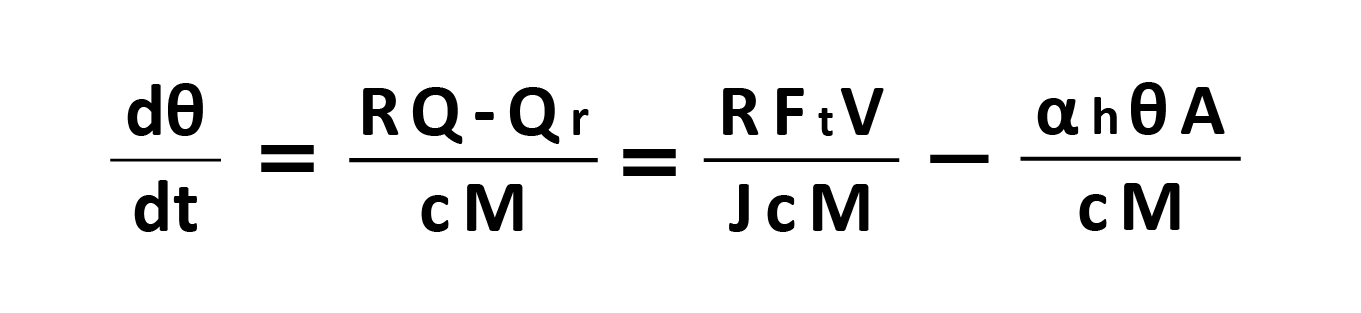
ใน:
V: ความเร็วในการเจียร์
Ft: ความต้านทานการเจียรเชิงสัมผัส
R: อัตราการไหลเข้าของความร้อน (สัดส่วนของความร้อนที่ไหลเข้าสู่ชิ้นงาน)
Q : ความร้อนรวมในการบดที่เกิดขึ้นต่อหน่วยเวลา (ความต้านทานในการบด ⋅ ความเร็วในการบด)
Qr: ความร้อนที่ระบายออกจากผิวชิ้นงานต่อหน่วยเวลา
M: คุณภาพชิ้นงาน
A. พื้นที่ระบายความร้อน
c: ความร้อนจำเพาะ
J: ความร้อนเทียบเท่า
αh: อัตราการถ่ายเทความร้อนของพื้นผิวชิ้นงาน (เปลี่ยนแปลงตามสภาวะการทำความเย็น)
เมื่อ t=0 การเพิ่มขึ้นของอุณหภูมิของชิ้นงาน θ=0 เมื่อเวลา t เพิ่มขึ้น สามารถคำนวณอุณหภูมิเฉลี่ย θ ของชิ้นงานได้โดยใช้สูตรต่อไปนี้:
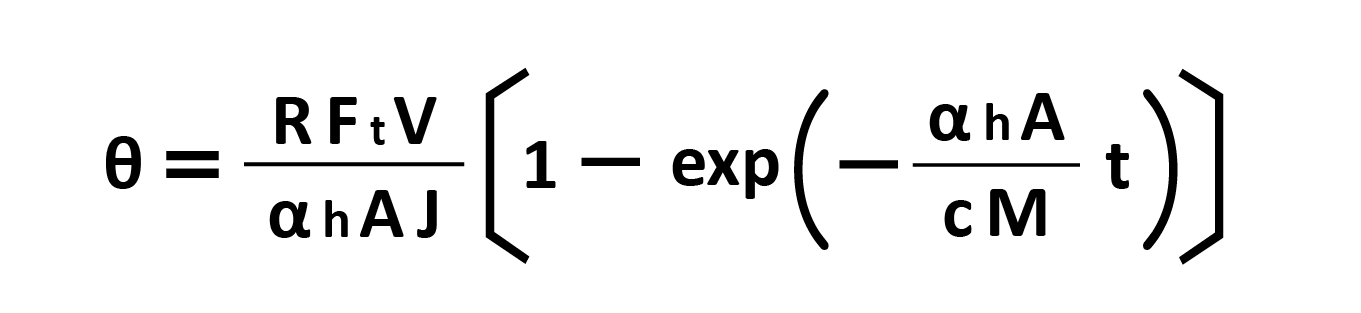
สูตรนี้แสดงว่า:
- ในช่วงเวลาเริ่มต้น (t→0) อุณหภูมิของชิ้นงานจะเพิ่มขึ้นอย่างรวดเร็ว
- เมื่อเวลาผ่านไป ความร้อนที่ไหลเข้าและความร้อนที่ระบายออกจากชิ้นงานจะเข้าสู่จุดสมดุล และคงที่ที่อุณหภูมิสมดุลในที่สุด
ลักษณะของอัตราการไหลเข้าของความร้อน R
- การเจียรแห้ง: 0.7~1.0 (ความร้อนส่วนใหญ่จะเข้าสู่ชิ้นงาน)
- น้ำมันเจียรชนิดละลายน้ำได้: ลดอุณหภูมิลงได้อย่างมากจนต่ำกว่า 0.2 (มีประสิทธิภาพในการระบายความร้อนอย่างชัดเจน)
ผลของค่าสัมประสิทธิ์การถ่ายเทความร้อนบนพื้นผิว αh
- น้ำมันบดที่ละลายน้ำได้: อัตราถ่ายเทความร้อนอยู่ที่ประมาณ 0.1~0.5 cal/℃·cm²·sec
- ไม่มีการหมุนเวียนของอากาศ: การถ่ายเทความร้อนลดลงถึงสิบเท่า (ผลการทำความเย็นลดลงอย่างมาก)
ในกระบวนการบดที่มีปริมาณน้ำมันบดที่เย็นลงจำนวนมาก สามารถควบคุมการเพิ่มขึ้นของอุณหภูมิเฉลี่ยของชิ้นงานได้อย่างมีประสิทธิภาพภายใน 10°C
การควบคุมอุณหภูมิการบด
1. ใช้ของเหลวบดที่มีความสามารถในการระบายความร้อนสูงในปริมาณมาก: เนื่องจากความร้อนจากการบดบางส่วนจะถูกดูดซับออกไปโดยเศษบดและของเหลวแปรรูป การใช้ของเหลวบดที่มีความสามารถในการระบายความร้อนสูงสามารถช่วยกระจายอุณหภูมิที่สูงในระหว่างการบดและลดความร้อนของชิ้นงานและล้อบดได้
2. ใช้ล้อเจียรที่มีขนาดเกรนใหญ่ พันธะเล็ก และโครงสร้างหยาบ: พันธะและความหนาแน่นของล้อเจียรจะส่งผลต่อการสร้างความร้อน สารกัดกร่อนที่มีความหนาแน่นมากเกินไปจะทำให้เกิดความร้อนสะสมและก่อให้เกิดอุณหภูมิสูงได้ง่ายในระหว่างกระบวนการเจียร การเลือกใช้วัสดุที่เหมาะสมหรือปรับรูพรุนที่เหมาะสมสามารถช่วยลดความร้อนและให้การประมวลผลมีประสิทธิภาพสูงได้
3. ลดความเร็วในการหมุนของล้อเจียร
4. ลดปริมาณการตัดเข้า: อีกประเด็นหนึ่งของการตัดเข้าที่มากเกินไปก็คือ อาจทำให้ล้อเจียรติดได้ง่าย ซึ่งจะทำให้เกิดปัญหาต่างๆ เช่น เกิดการไหม้ที่พื้นผิวเจียรและล้อเจียรได้รับความเสียหาย หากพบเงื่อนไขดังกล่าว แนะนำให้ลดปริมาณการตัดเข้า
5. เพิ่มอัตราป้อน (ความเร็วป้อนตามขวาง): การลดอัตรานิ่งที่จุดเดียวสามารถช่วยระบายความร้อนจากชิ้นงานได้
6. หากล้อเจียรมีความเรียบหรืออุดตัน โปรดทำการแต่งทันที: หากคุณได้รักษาวิธีการประมวลผลแบบเดิมไว้แต่พบว่ามีความเรียบหรืออุดตัน คุณสามารถลองขั้นตอนแรกด้วยการ “เพิ่มความเร็ว” เพื่อดูว่าล้อเจียรสามารถเผาผลาญได้โดยอัตโนมัติหรือไม่ ถ้ายังไม่ได้ผลก็แนะนำให้แต่งต่อไปครับ
7. เมื่อแปลงล้อเจียรแบบดั้งเดิมเป็นล้อเจียรซุปเปอร์ หากล้อเจียรของคุณกว้างเกินไป แนะนำให้ลดความกว้างลงก่อน
เพิ่มเติม HonWay : เมื่อพื้นที่สัมผัสระหว่างล้อเจียรและชิ้นงานมีขนาดใหญ่ (เช่น การเจียรทรงกระบอกภายใน) ความร้อนจะถูกสร้างขึ้นมากขึ้นจากการเจียร ส่งผลให้อุณหภูมิในการเจียรเพิ่มขึ้น ในกรณีนี้ ควรให้ความสำคัญเป็นพิเศษกับอุณหภูมิที่เพิ่มขึ้นของชิ้นงานเพื่อป้องกันข้อผิดพลาดของขนาด การไหม้บนพื้นผิว หรือความเสียหายจากความร้อนอื่นๆ ที่เกิดจากความร้อนสูงเกินไป
สรุปแล้ว
ความร้อนจากการเจียรเป็นปรากฏการณ์ที่เกิดจากการแปลงพลังงานกลเป็นพลังงานความร้อนในระหว่างกระบวนการเจียร ซึ่งส่วนใหญ่เกิดจากแรงเสียดทานความเร็วสูงระหว่างสารกัดกร่อนและชิ้นงาน
เพื่อควบคุมความร้อนในการบดได้อย่างมีประสิทธิภาพ จำเป็นต้องใช้มาตรการที่เหมาะสมเพื่อลดการเกิดความร้อนจากการบด เช่น ใช้ของเหลวสำหรับบดที่มีผลการระบายความร้อนที่ดี เลือกใช้ล้อบดที่เหมาะสม ลดความเร็วในการหมุนของล้อบด ลดปริมาณการตัด เพิ่มปริมาณการป้อน และแต่งล้อบดให้ตรงเวลา นอกจากนี้ สำหรับการปฏิบัติการบดที่มีพื้นที่สัมผัสขนาดใหญ่ เช่น การบดภายใน ควรมีการเสริมสร้างมาตรการระบายความร้อนและการกระจายความร้อน การจัดการความร้อนในการเจียรอย่างมีประสิทธิภาพ ช่วยให้มั่นใจได้ถึงคุณภาพพื้นผิวและความแม่นยำของมิติของชิ้นงาน และสามารถปรับปรุงเสถียรภาพในการประมวลผลและอายุการใช้งานของล้อเจียรได้
การกระทำ
- วิธีการเลือกล้อเจียร>>>จะเลือกล้อเจียรเพชรกับล้อเจียร CBN อย่างไร?
- ความรู้พื้นฐานเกี่ยวกับสารกัดกร่อนที่คุณควรรู้ >>>บทนำเกี่ยวกับสารกัดกร่อนสำหรับการเจียร
- บทบาทสำคัญของประสิทธิภาพของล้อเจียร>>ความรู้เบื้องต้นเกี่ยวกับสารยึดเกาะ
- ลักษณะต่างๆ ของสารกัดกร่อนสำหรับล้อเจียร >> ผลการเจียรของสารกัดกร่อนสำหรับล้อเจียร
- ค่าความหยาบผิวที่วัดได้ในปัจจุบันตรงตามเป้าหมายที่คุณคาดหวังไว้หรือไม่>>> ตารางเปรียบเทียบการเจียร/ขัดเงากับค่าความหยาบผิว
- ล้อเจียรปัจจุบันสึกหรอปกติไหม?>>>สภาพล้อเจียรปัจจุบันเป็นอย่างไรบ้าง? -ล้อเจียรไฟฟ้า
- ดำเนินการ >>> ด้วยหินเจียรเพชรและโบรอนไนไตรด์, วัสดุขัดเงา, อุปกรณ์ขัดเงา, และเครื่องมือขัดเงา
- การทบทวน
สำหรับการบด เรามีการปรับแต่งตามความต้องการในการประมวลผล เพื่อให้มีประสิทธิภาพสูงสุด
หากคุณยังไม่รู้ว่าจะเลือกอันที่เหมาะสมที่สุดอย่างไรหลังจากอ่านข้อความนี้แล้ว
ยินดีต้อนรับที่จะติดต่อเรา เราจะมีคนที่จะตอบคำถามของคุณ
หากคุณต้องการใบเสนอราคาแบบกำหนดเองโปรดติดต่อเรา
เวลาทำการฝ่ายบริการลูกค้า : จันทร์ – ศุกร์ 09:00~18:00 น.
โทร : 07 223 1058
หากมีข้อสงสัยหรือคำถามที่ไม่ชัดเจนทางโทรศัพท์ โปรดอย่าลังเลที่จะส่งข้อความส่วนตัวถึงฉันทาง Facebook ~~
เฟซบุ๊ก HonWay: https://www.facebook.com/honwaygroup
