
สิ่งนี้รู้สึกหยาบมาก! มันหยาบขนาดไหน?
สิ่งนี้รู้สึกราบรื่นมาก! แล้วความหยาบของเขาละ?
สำนวนเหล่านี้คงจะเปรียบเสมือน “ทะเลเป็นสีฟ้า” ในภาคอุตสาหกรรมที่แสวงหาความสมบูรณ์แบบ แต่สีฟ้าในใจของคุณและฉันอาจไม่เหมือนกัน ดังนั้นเพื่อแก้ไขสถานการณ์ดังกล่าวและปรับปรุงผลผลิต นิยามของความหยาบผิวจึงถือกำเนิดขึ้นในช่วงทศวรรษปี ค.ศ. 1940 หลังจากการปรับปรุงแก้ไขครั้งแล้วครั้งเล่า ก็กลายมาเป็นมาตรฐานอุตสาหกรรมในมือของคุณและของฉัน
※ ในภาคอุตสาหกรรม มักใช้ Ra, Rz และ Rmax บทความนี้จะเน้นที่ “ความหยาบของพื้นผิว – ความหยาบของเส้น” หากคุณต้องการทราบความแตกต่างระหว่าง SA และ RA โปรดไปที่นี่>>>ความแตกต่างระหว่าง RA และ SA
สารบัญ
เงื่อนไขการวัด:
ก่อนที่เราจะทำความเข้าใจสัญลักษณ์ เรามาทำความเข้าใจคำศัพท์บางคำที่ใช้ในสัญลักษณ์ส่วนใหญ่กันก่อน
- ความไม่สม่ำเสมอ(Irregularities): จุดสูงสุดและจุดต่ำสุดของเส้นโค้ง
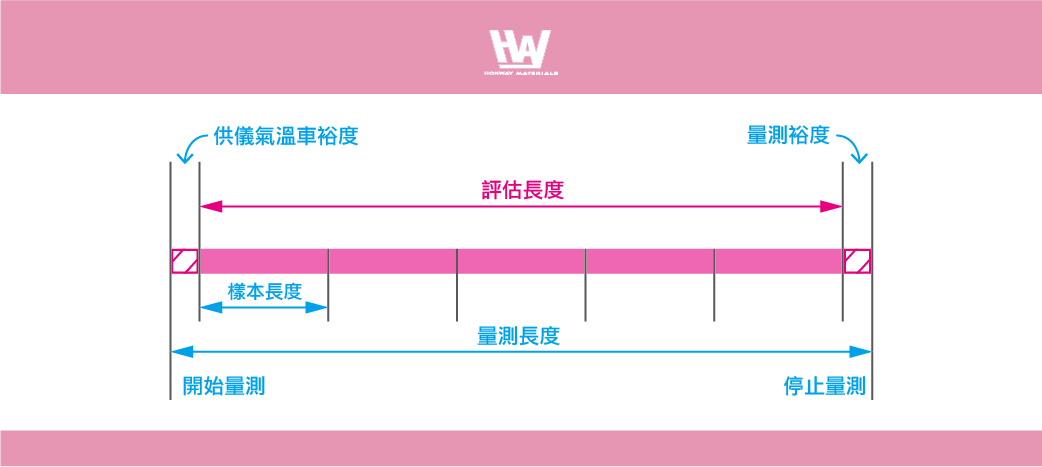
- ความยาวของการสุ่มตัวอย่าง (Sampling length) : ความยาวพื้นผิวที่เพียงพอที่จะแสดงรูปแบบความหยาบทั้งหมด
- ระยะเวลาการประเมิน (Assessment length) : ประกอบด้วยความยาวตัวอย่างหลายค่า และค่าการวัดเป็นค่าเฉลี่ยของการประเมินพารามิเตอร์หลายตัว
- ความยาวการเคลื่อนที่ (Traverse length) : ความยาวทั้งหมดของพื้นผิวที่วัดเมื่อหัววัดกำลังวัด
- เส้นอ้างอิง (Reference line) : เส้นอ้างอิงที่ใช้ประเมินโปรไฟล์ความหยาบของพื้นผิวเชิงปริมาณ
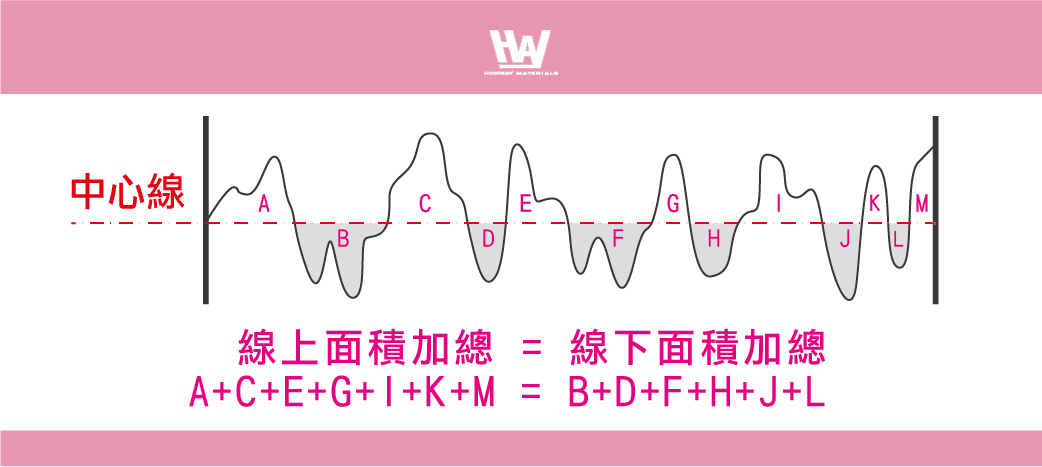
- เส้นกึ่งกลาง (Center line) : เส้นอ้างอิงที่แบ่งรูปร่างออกเป็นสองส่วนที่เท่ากันและขนานกับทิศทางทั่วไปของรูปร่าง
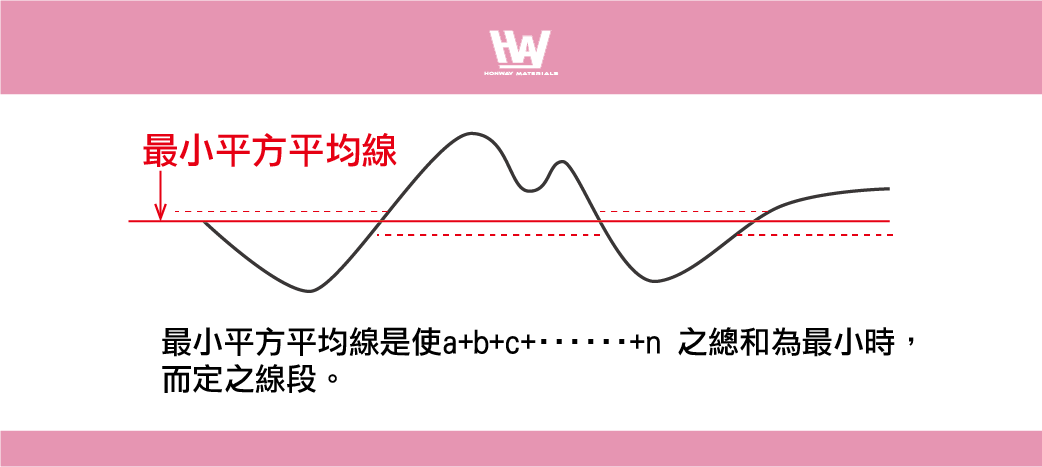
- เส้นค่าเฉลี่ยกำลังสองน้อยสุด (Least square mean line) : กำหนดช่วงจากเส้นโค้งหน้าตัดความหยาบ และกำหนดเส้นตรงภายในช่วงเส้นโค้ง ถ้าผลรวมของกำลังสองของระยะทางเบี่ยงเบนจากเส้นตรงไปยังเส้นโค้งบนและล่างมีค่าน้อยที่สุด เส้นดังกล่าวจะเรียกว่า “เส้นค่าเฉลี่ยกำลังสองน้อยสุด”
วิธีการแสดงค่าความหยาบของพื้นผิวที่ใช้กันทั่วไป
| สัญกรณ์ | คำนิยาม | แสดงให้เห็น | |
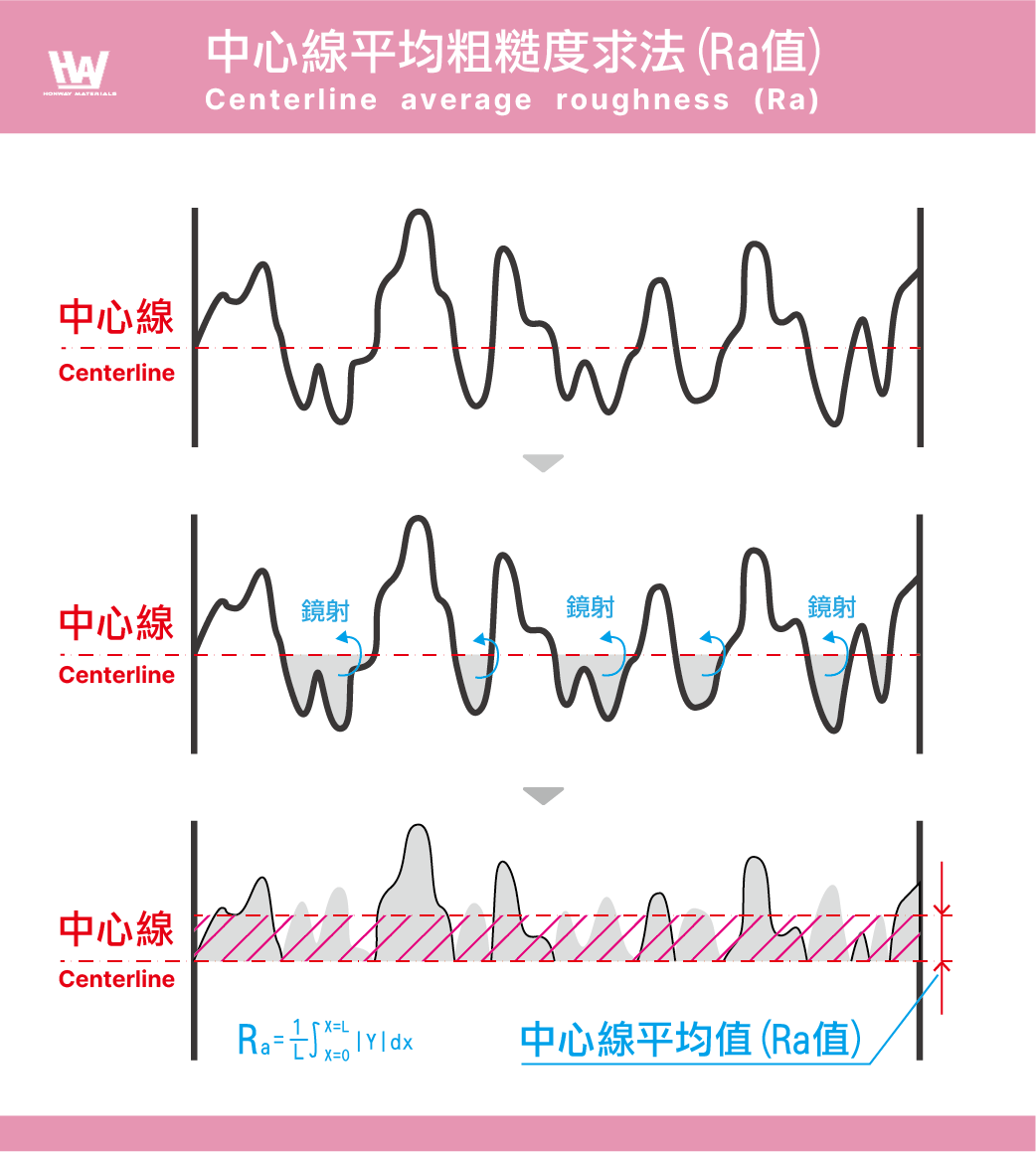
| 1 | Ra | ความเบี่ยงเบนเฉลี่ยเลขคณิตของเส้นชั้นความสูง | ค่าสัมบูรณ์เฉลี่ยของระยะทางจากจุดสุดท้ายของเส้นชั้นความสูงจริงไปยังเส้นกึ่งกลางเส้นชั้นความสูงภายในความยาวการสุ่มตัวอย่าง L |
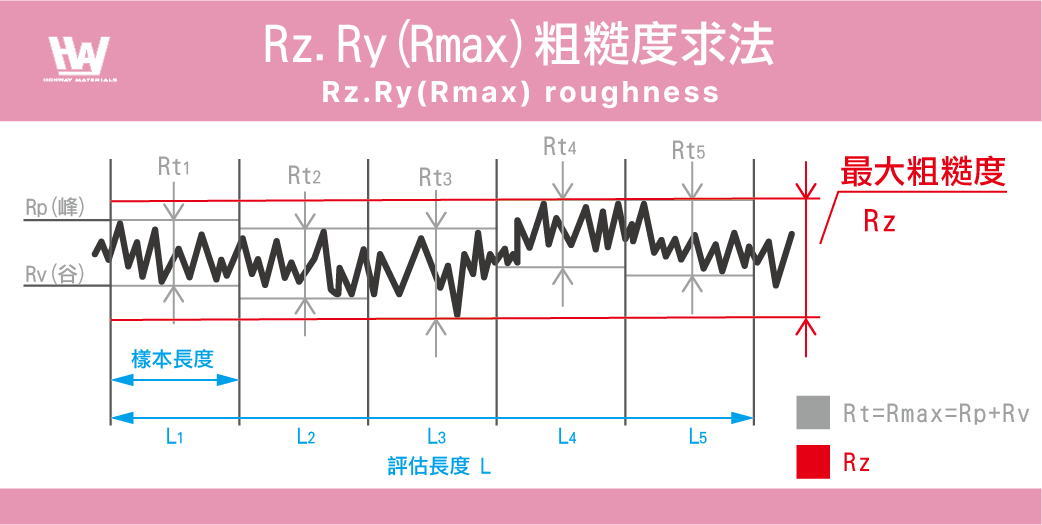
| 2 | Rt [Rymax] | ความสูงสูงสุดของความหยาบ | ภายในความยาวการสุ่มตัวอย่างเส้นชั้นความสูง L ผลรวมของค่าจุดสูงสุดถึงค่าหุบเขาสูงสุด นั่นคือ Rt=Rp+Rv |
| 3 | Rz (JIS) [Rtm] | ความสูงเฉลี่ยสิบจุดของความหยาบระดับไมโคร | พารามิเตอร์นี้เรียกอีกอย่างว่าพารามิเตอร์ความสูงนำร่อง ISO ซึ่งเป็นความสูงเฉลี่ยระหว่างจุดยอดโปรไฟล์ที่ใหญ่ที่สุด 5 จุดและจุดหุบเขาโปรไฟล์ที่ใหญ่ที่สุด 5 จุดภายในความยาวการสุ่มตัวอย่าง L |
ความสัมพันธ์ระหว่างความหยาบสามประการข้างต้นคือ 4 Ra ≒ Rymax≒ Rtm
ความหยาบเฉลี่ยของเส้นกึ่งกลาง (Ra)
ค่าเฉลี่ยเลขคณิตของค่าเบี่ยงเบนรูปร่างระยะห่างของเส้นกึ่งกลางตลอดความยาวตัวอย่างทั้งหมด
Ra=(|Y1|+|Y2|+…..+|Yn|)/n
ฑํความหยาบของความสูงสูงสุด (Rmax [DIN]); (Ry [ISO; JIS])
ผลรวมของจุดสูงสุดและจุดต่ำสุดภายในแต่ละความยาวอ้างอิงบนความยาวตัวอย่าง
[Rmax=(Rmax1+Rmax2+……)/N; Ry=Ymax-Ymin]
ค่าความหยาบเฉลี่ย 10 จุด (Rz)
ความสูงเฉลี่ยระหว่างจุดสูงสุดของโปรไฟล์ 5 จุดที่ใหญ่ที่สุดและหุบเขาโปรไฟล์ 5 จุดที่ใหญ่ที่สุดภายในความยาวการสุ่มตัวอย่าง L
ในบรรดาพารามิเตอร์ข้างต้น Rz และ Rmax มีความแตกต่างเล็กน้อยใน DIN และ ISO
- Rz(DIN): ความสูงความหยาบรวมเฉลี่ยของความยาวตัวอย่างทั้งห้า
- Rz(ISO): ใช้ระยะทางเฉลี่ยระหว่างจุดสูงสุดและจุดต่ำสุด 5 จุดในความยาวการประเมิน
※ดังนั้นค่าของ Rz(DIN) จะมีค่าเล็กลง ในทำนองเดียวกัน Rmax (DIN) จะมีขนาดเล็กลงเช่นกัน
การแสดงค่าความหยาบของพื้นผิวอื่น ๆ
การแสดงค่าความหยาบของพื้นผิวอื่น ๆ
| สัญกรณ์ | คำนิยาม | แสดงให้เห็น | |
|---|---|---|---|
| 4 | R3y | ความขรุขระจากความสูงยอดเขาถึงหุบเขา | R3y คำนวณได้โดยการคำนวณระยะทางขั้นต่ำระหว่างยอดเขาที่สูงที่สุด 3 ยอดและหุบเขาที่ลึกที่สุด 3 แห่งในแต่ละความยาวการสุ่มตัวอย่าง จากนั้นหาค่าสูงสุดจากค่าเหล่านี้ ขอแนะนำให้ใช้ความยาวการสุ่มตัวอย่างอย่างน้อย 5 ความยาวเพื่อการประเมิน |
| 5 | R3z | ความสูงเฉลี่ยจากยอดเขาถึงหุบเขา | R3z คือค่าเฉลี่ยของระยะทางแนวตั้งระหว่างยอดเขาที่สูงที่สุด 3 ยอดและหุบเขาที่ลึกที่สุด 3 แห่งที่ความยาวการสุ่มตัวอย่างแต่ละแห่งตลอดความยาวการประเมินทั้งหมด L |
| 6 | Rv | ค่าร่องลึกสูงสุด | ภายในความยาวการสุ่มตัวอย่าง L จากเส้นกึ่งกลางเส้นชั้นความสูงไปจนถึงค่าหุบเขาที่ต่ำที่สุด |
| 7 | Rp | ค่ายอดสูงสุด | ความสูงสูงสุดของโปรไฟล์เหนือเส้นเฉลี่ยภายในความยาวการสุ่มตัวอย่าง L |
| 8 | Rc | ความสูงเฉลี่ยของความหยาบของโปรไฟล์ | ความสูงเฉลี่ยของโปรไฟล์ภายในความยาวการสุ่มตัวอย่าง L |
| 9 | Rda | ความหยาบของค่าความชันเฉลี่ยเลขคณิต | ค่าเฉลี่ยเลขคณิตของค่าสัมบูรณ์ของอัตราการเปลี่ยนแปลงโปรไฟล์ภายในความยาวการสุ่มตัวอย่าง L |
| 10 | RΔq | ความหยาบ RMS ความเอียง | |
| 11 | Rku | ฟังก์ชันความหนาแน่นของความน่าจะเป็นของความขรุขระ | สภาพของยอดนูนตามโครงร่างพื้นผิว |
| 12 | Rlo | ความยาวของเส้นโครงร่างที่ใช้วัดความหยาบผิว | ภายในความยาวการประเมิน ความยาวที่วัดได้ L ของพื้นผิวเส้นขอบคือความยาวทั้งหมดที่เข็มเลื่อนผ่านจุดสูงสุดและจุดต่ำสุดของพื้นผิวในระหว่างการวัด |
| 13 | Rmr | กราฟอัตราส่วนความหยาบของวัสดุ | |
| 14 | Rpc | การนับค่าความหยาบสูงสุด | |
| 15 | Rsm | ความกว้างเฉลี่ยขององค์ประกอบโปรไฟล์ความหยาบ | ระยะห่างเฉลี่ยระหว่างองค์ประกอบคอนทัวร์บนเส้นเฉลี่ยภายในความยาวการสุ่มตัวอย่าง L |
| ความกว้างเฉลี่ย Rsm หมายถึงความกว้างเฉลี่ยจากจุดสูงสุดถึงจุดต่ำสุด ค่ายิ่งมากขึ้น ความหยาบก็จะยิ่งมากขึ้น | |||
| 16 | Rvo | การวัดปริมาตรความหยาบของการเก็บกักน้ำมัน | |
| 17 | Rs | ระยะห่างเฉลี่ยของจุดสูงสุดของความหยาบในท้องถิ่น | |
| 18 | Rq | ความหยาบ RMS | |
| 19 | RHSC | คะแนนสูงสุดของความหยาบ | |
กับดักความหยาบผิว
สรุปแล้ว
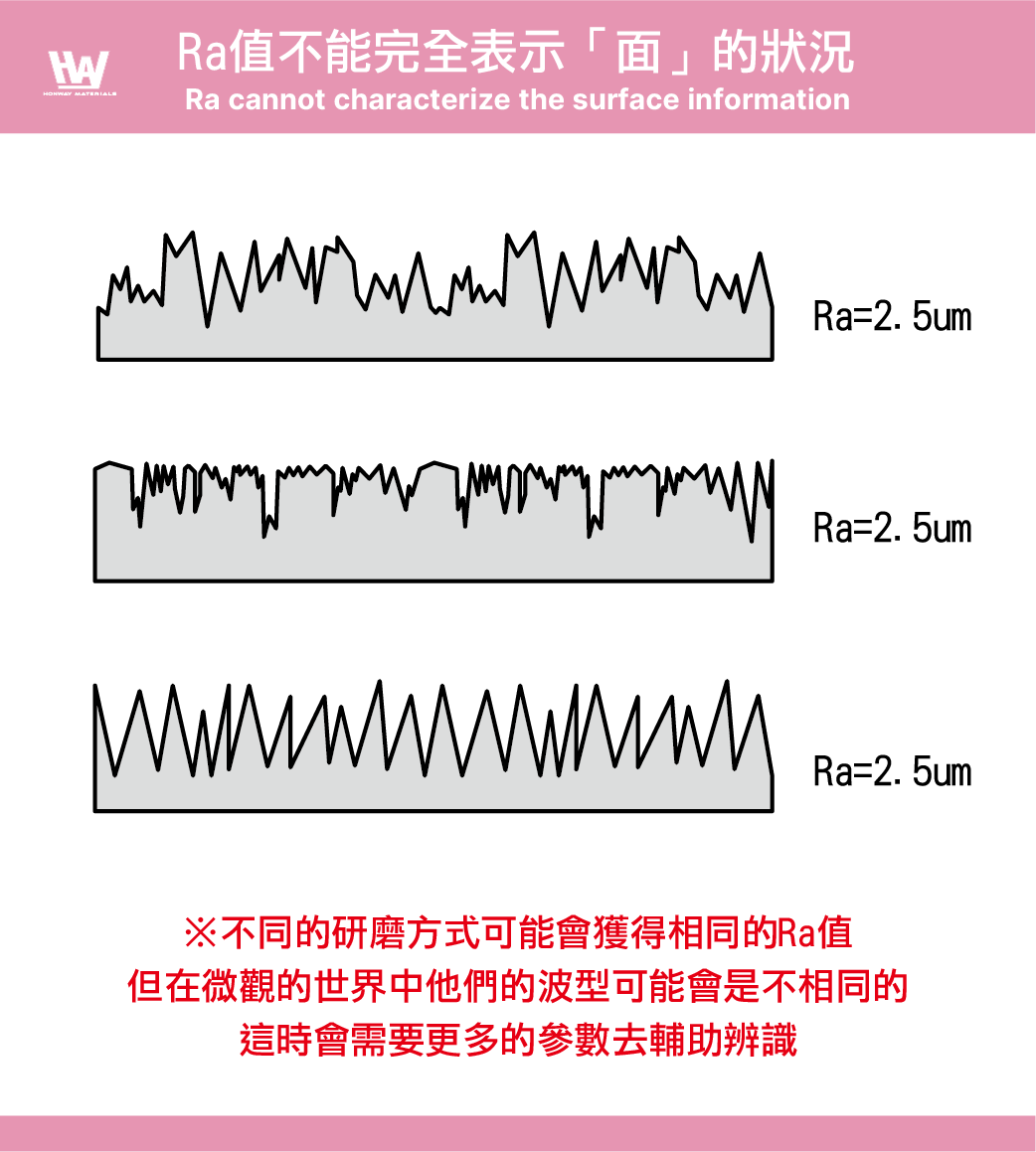
- ความหยาบผิวเป็นค่าเชิงปริมาณของความหยาบผิว จากมุมมองทางจุลภาค วัตถุต่างชนิดกันก็ยังคงมีรูปร่างจุลภาคที่แตกต่างกันอยู่ดี
- ในทำนองเดียวกัน บริษัทและประเทศต่าง ๆ จะใช้มาตรฐานข้อกำหนดที่แตกต่างกัน (เช่น ISO, JIS, DIN) เพื่อระบุวิธีการที่แตกต่างกัน หากคุณจำเป็นต้องเปลี่ยนยี่ห้อหรือซื้อชิ้นส่วนจากยี่ห้ออื่นระหว่างการประมวลผล คุณจะต้องใส่ใจมากขึ้นเพื่อหลีกเลี่ยงชิ้นงานที่ไม่สมบูรณ์แบบหรือชิ้นส่วนสึกหรอเร็วขึ้นเนื่องจากขนาดและความหยาบที่แตกต่างกัน
- ความหยาบผิวจะวัดจากการสุ่มตัวอย่างพื้นที่บางส่วนของพื้นผิว ดังนั้นคุณควรเลือกพื้นที่ที่มีความยาวเท่าใดก็ได้ที่สามารถแสดงถึงความหยาบผิวของวัตถุได้ หรือวัดหลายๆ พื้นที่เพื่อลดค่าความผิดพลาด
- แม้ว่าจะมีโซลูชันทางเทคโนโลยีมากมายในตลาดที่ช่วยให้เราประหยัดขั้นตอนการวัดและการคำนวณได้ แต่การทำความเข้าใจสาเหตุหลักจะช่วยให้เราสามารถกำหนดปัญหาได้ชัดเจน และค้นหาความก้าวหน้าสำหรับเป้าหมายปัจจุบันได้
การกระทำ
- ความหยาบพื้นผิวที่วัดในปัจจุบันตรงตามเป้าหมายที่คุณคาดหวังไว้หรือไม่ >>>ตารางเปรียบเทียบการเจียร ขัดเงา และความหยาบผิว
- มีความจำเป็นต้องมีการประสานงานร่วมกันระหว่างชิ้นงานหรือไม่ >>> อิทธิพลของความหยาบของพื้นผิว
- วิธีแก้ >>> ประเภทการขัดแม่พิมพ์ 6 ประเภท คุณรู้จักกี่ประเภท?
- ดำเนินการ>>>วัสดุขัดเงา, อุปกรณ์ขัดเงา, เครื่องมือขัดเงา
- การทบทวน
อภิธานศัพท์
- DIN: มาตรฐานแห่งชาติที่ออกโดยสถาบันมาตรฐานเยอรมัน (DIN) ในเบอร์ลิน และใช้เป็นหลักในประเทศเยอรมนี
- ISO: มาตรฐานสากลที่พัฒนาโดยองค์กรระหว่างประเทศว่าด้วยการมาตรฐาน (ISO) เพื่อช่วยให้บริษัทต่างๆ ดูแลรักษาผลิตภัณฑ์และบริการของตนและรับรองคุณภาพที่สม่ำเสมอ นอกจากนี้ยังเป็นการรับรองมาตรฐาน ISO ที่รู้จักกันดีที่สุดในปัจจุบัน และสามารถนำไปใช้ได้กับผู้ผลิต บริษัทการค้า หน่วยงานภาครัฐ และสถาบันการศึกษาในอุตสาหกรรมต่างๆ
- JIS: ได้รับการกำหนดและตรวจสอบโดยคณะกรรมการมาตรฐานอุตสาหกรรมญี่ปุ่น JIS เป็นมาตรฐานแห่งชาติที่สำคัญและเชื่อถือได้ที่สุดในญี่ปุ่น
หากคุณยังไม่รู้ว่าจะเลือกอันที่เหมาะสมที่สุดอย่างไรหลังจากอ่านข้อความนี้แล้ว
ยินดีต้อนรับที่จะติดต่อเรา เราจะมีคนที่จะตอบคำถามของคุณ
หากคุณต้องการใบเสนอราคาแบบกำหนดเองโปรดติดต่อเรา
เวลาทำการฝ่ายบริการลูกค้า : จันทร์ – ศุกร์ 09:00~18:00 น.
โทร : 07 223 1058
หากมีข้อสงสัยหรือคำถามที่ไม่ชัดเจนทางโทรศัพท์ โปรดอย่าลังเลที่จะส่งข้อความส่วนตัวถึงฉันทาง Facebook ~~
เฟซบุ๊ก HonWay: https://www.facebook.com/honwaygroup
คุณอาจสนใจ…
[wpb-random-posts]
