
การประมวลผลมีสองประเภทหลัก: ประเภทหนึ่งคือการสร้างแม่พิมพ์แล้วทำซ้ำในปริมาณมาก อีกวิธีหนึ่งคือการใช้เครื่องมือและวัสดุเฉพาะต่างๆ เพื่อสร้างรูปทรงที่ต้องการ การประมวลผลแบบรายบุคคลประกอบด้วยสามหมวดหมู่ต่อไปนี้:
1. การตัด: การเจาะ การกัด การกลึง
2. การเจียร: การเจียรแบบระนาบ การเจียรแบบทรงกระบอก
3. การคายประจุ: การคายประจุ การกลึงตัดครั้งแรก
บทความนี้กล่าวถึงการประมวลผลการตัดแม่นยำซึ่งมุ่งเน้นที่การตัดแม่นยำของเครื่องมือเป็นหลัก
โอกาสการประยุกต์ใช้งานการตัดที่แม่นยำ
โดยทั่วไปใช้สำหรับชิ้นงานที่มีความแม่นยำสูง ความน่าเชื่อถือสูง ความแข็งแรงสูง รูปร่างอิสระ และความต้องการปริมาณน้อย:
(1) ชิ้นส่วนรองรับที่ทำหน้าที่ขับเคลื่อนด้วยความเร็วสูง ได้แก่ เครื่องยนต์อากาศยาน
(2) ส่วนประกอบในเครื่องมือและอุปกรณ์การผลิต: อุปกรณ์เซมิคอนดักเตอร์
(3) ชิ้นส่วนในอุปกรณ์และเครื่องจักรที่มีปริมาณการผลิตต่ำมาก: ชิ้นส่วนที่เกี่ยวข้องกับอวกาศ
การดำเนินการตัดเฉือนที่แม่นยำรวมถึงรูปร่างของเครื่องมือ วัสดุ การเคลื่อนที่ และความแข็งแรง
รูปร่างของเครื่องมือส่งผลต่ออายุการใช้งานและความแข็งแกร่ง
ขนาดมุมคราด
มุมกว้าง เครื่องมืออยู่ในสภาพดี การเกิดความร้อนน้อย แต่เครื่องมือมีความบาง แข็งน้อย และมีแนวโน้มที่จะแตกง่าย 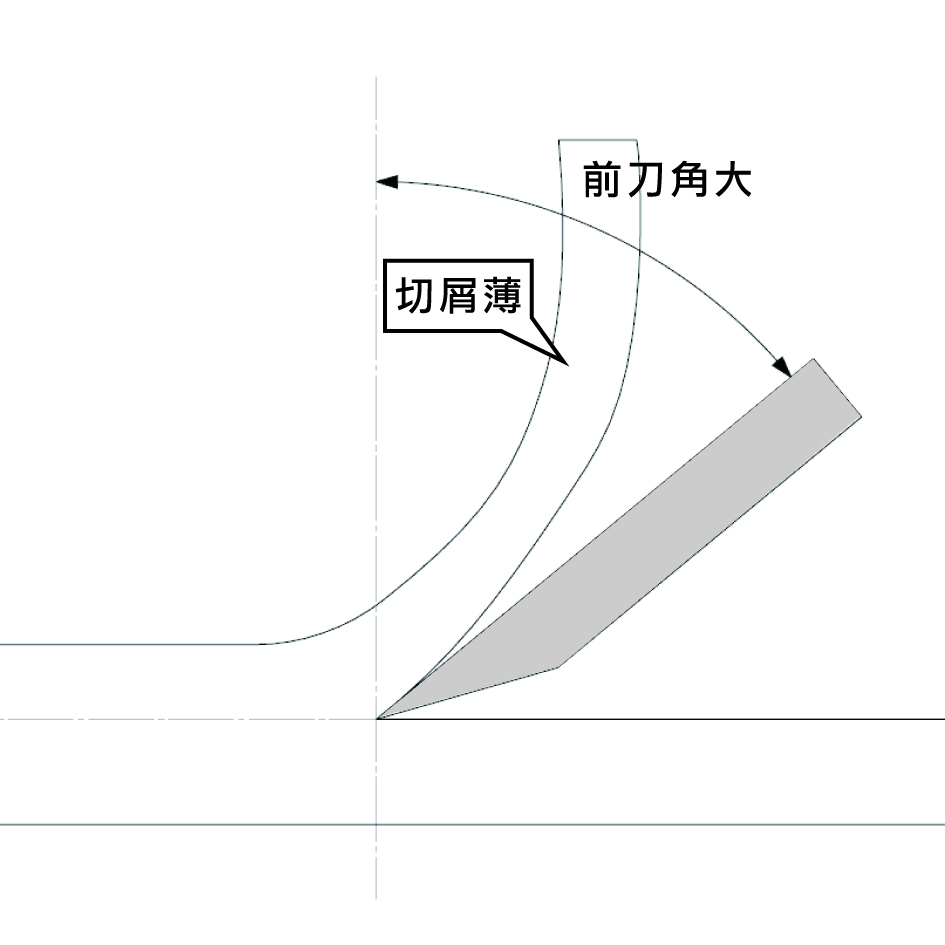
มุมเล็กและสภาพเครื่องมือไม่ดีซึ่งอาจทำให้เกิดความร้อนได้ แต่ก็ไม่ง่ายที่จะเกิดการแตก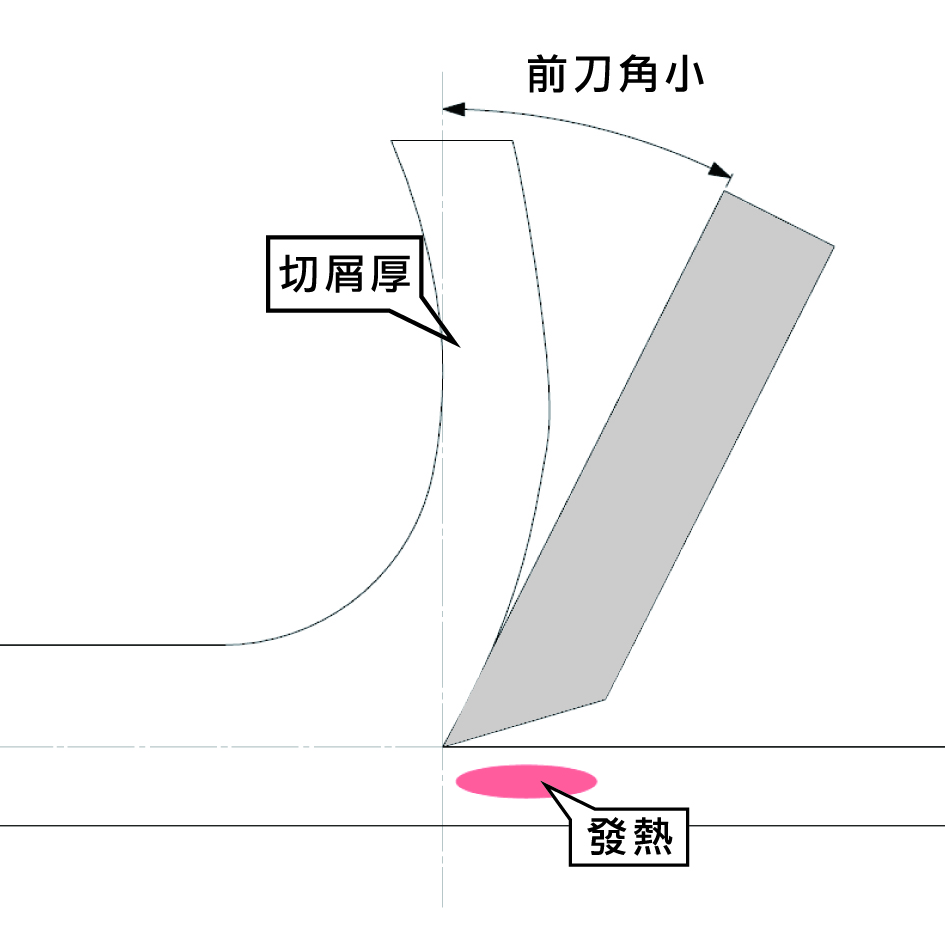
ขนาดมุมมีดหลัง
มุมกว้าง ระยะการสึกหรอของใบหลังแคบ ใช้งานได้ยาวนาน เหมาะสำหรับตัดอลูมิเนียมและวัสดุอื่นๆ ที่มีแนวโน้มยึดเกาะได้ดีเป็นพิเศษ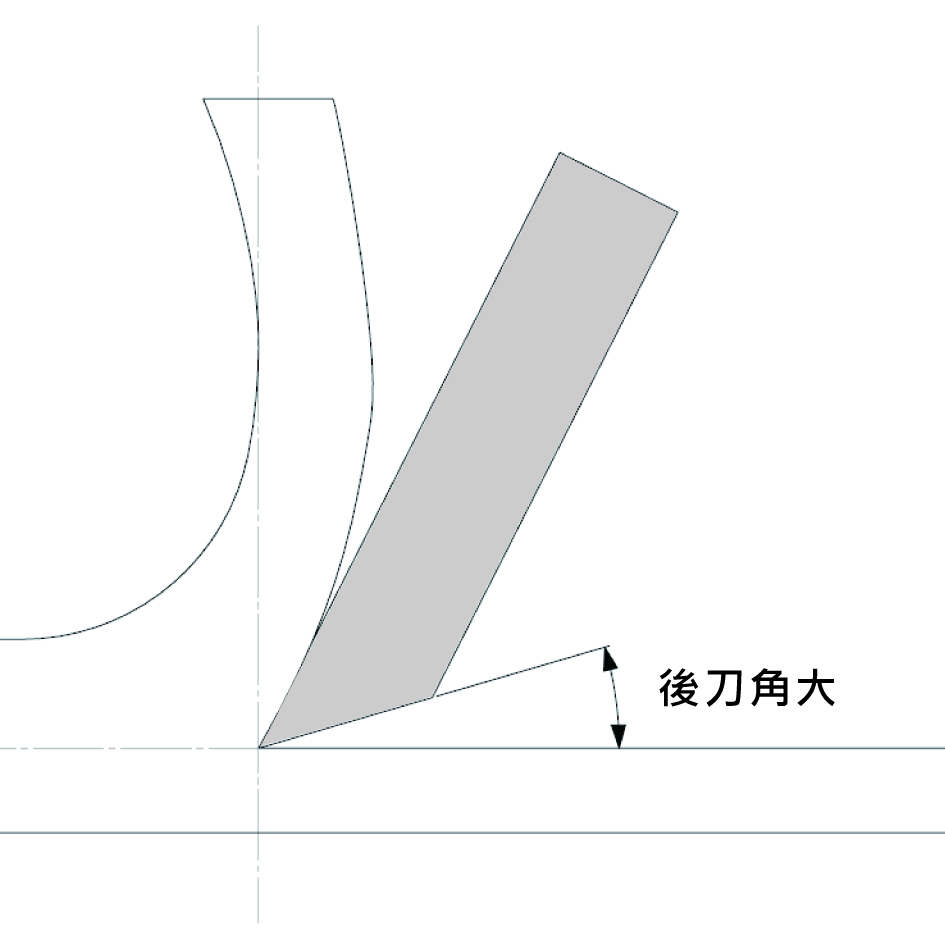
ยิ่งมุมเล็กลง การสึกหรอของพื้นผิวเครื่องมือด้านหลังก็จะมากขึ้น แต่ความร้อนที่เกิดขึ้นจะเร่งให้เครื่องมือสึกหรอเร็วขึ้นด้วยเช่นกัน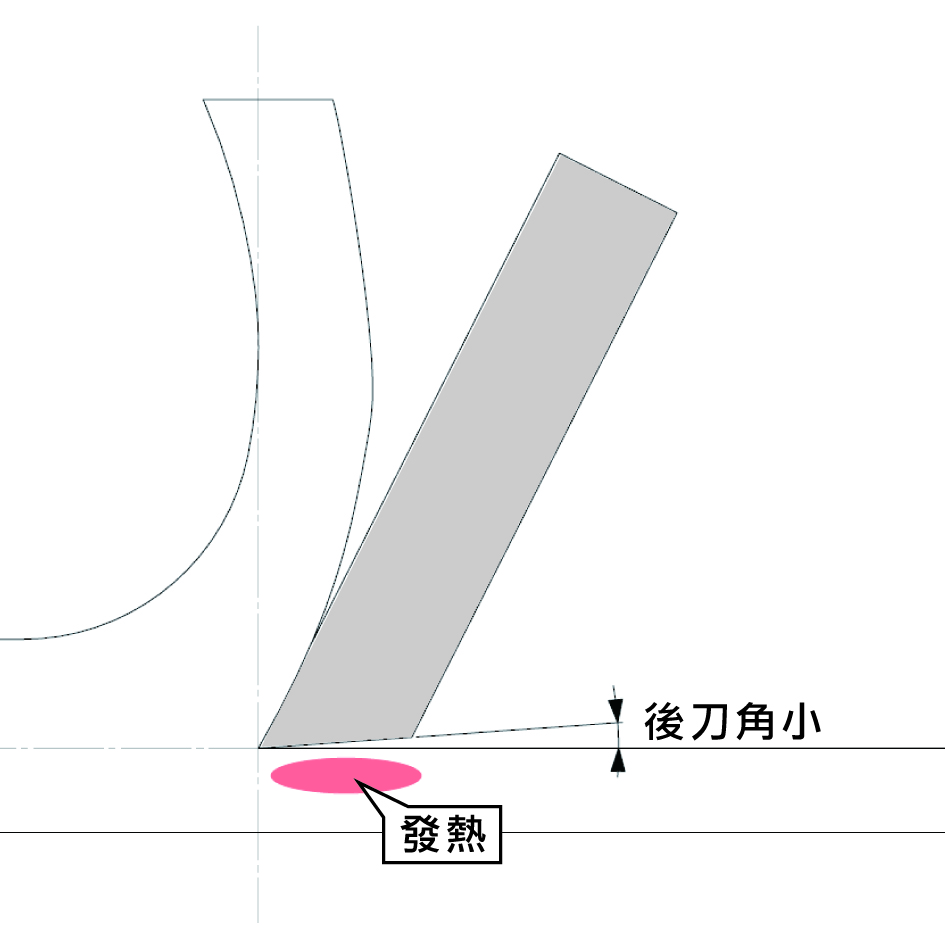
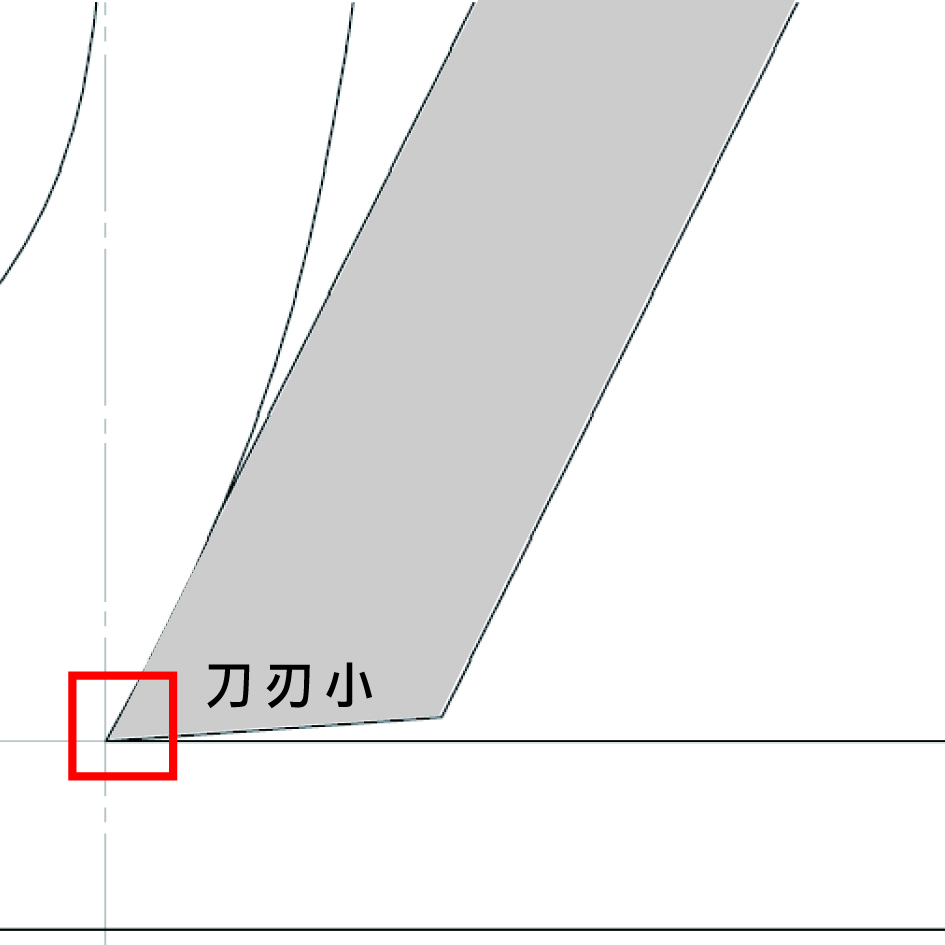
ความคมของคมใบมีดด้านหน้า
โดยทั่วไปจะมีมุม R หรือ C เล็กๆ ที่ปลายเครื่องมือ ซึ่งเรียกว่าใบมีด
ใบมีดเล็ก : มีดอยู่ในสภาพดี แต่มีการบิ่นง่าย
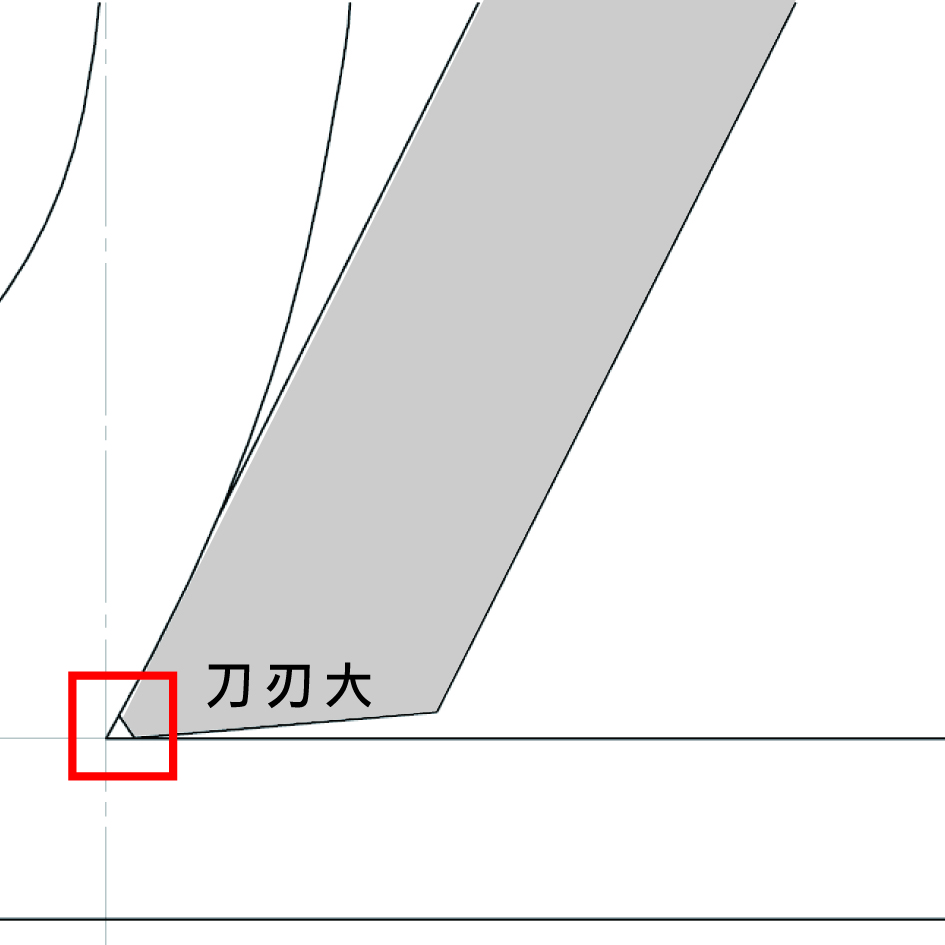
ใบมีดขนาดใหญ่: เครื่องมืออยู่ในสภาพไม่ดี แต่ไม่ค่อยแตกง่าย
ใส่ตัวตัดชิป
ผู้ผลิตแต่ละรายมีรูปแบบที่แตกต่างกันในการม้วนชิปที่ผลิตหลังจากการตัดอย่างรวดเร็ว ซึ่งทำให้ชิปม้วนงอและแตกหัก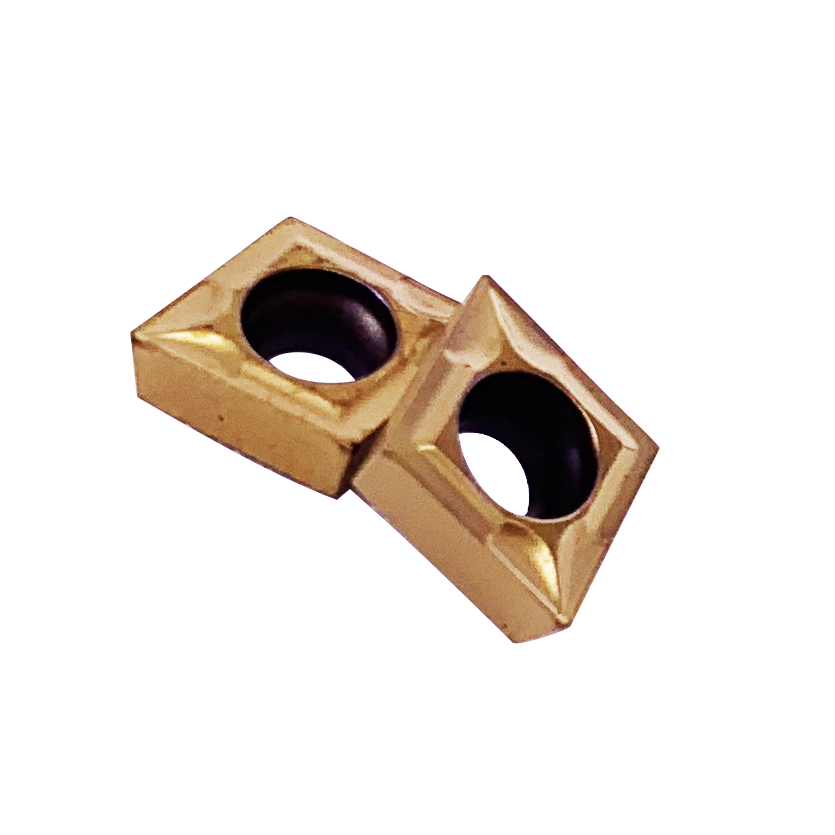
จำนวนขอบตัดบนเครื่องกัดเอ็นมิล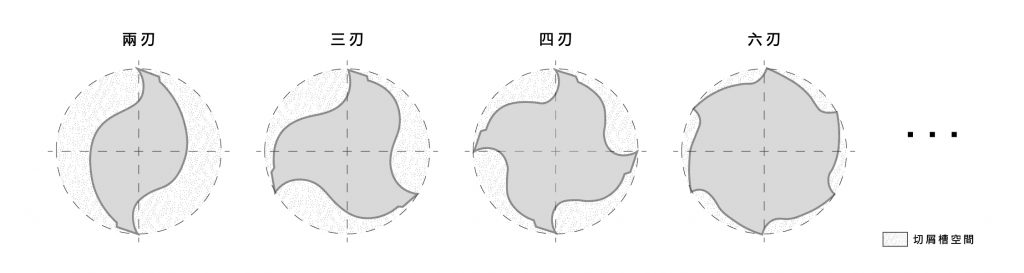
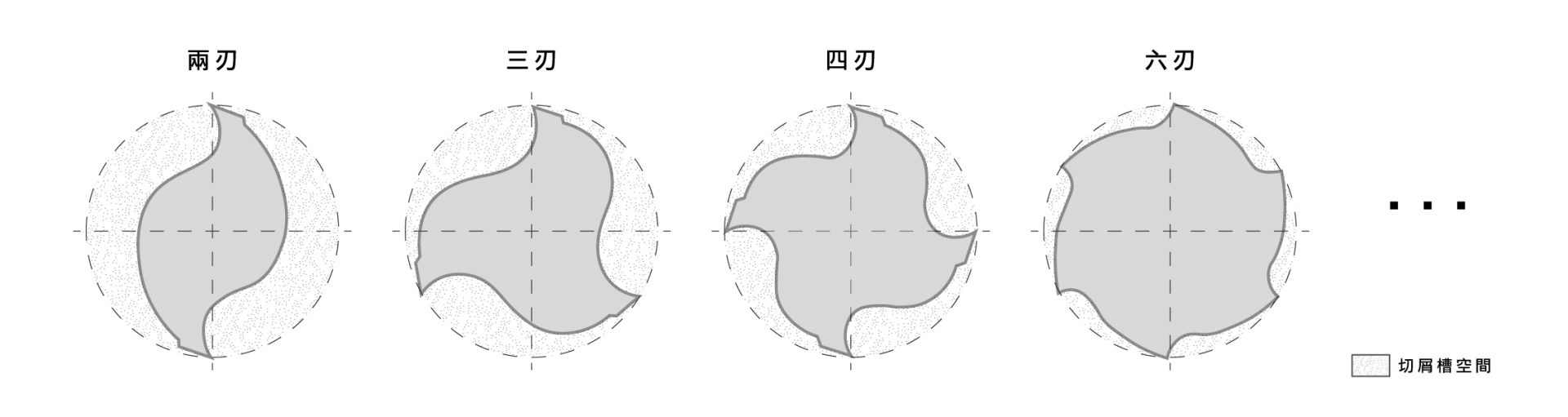
ใบมีดมากขึ้น: มีความแข็งแกร่งมากขึ้น แต่มีขนาดเล็กลงและอุดตันได้ง่ายกว่า ไม่เหมาะสำหรับการประมวลผลแบบร่อง
คมตัดเพียงไม่กี่อัน: มีพื้นที่เพียงพอสำหรับร่องชิป
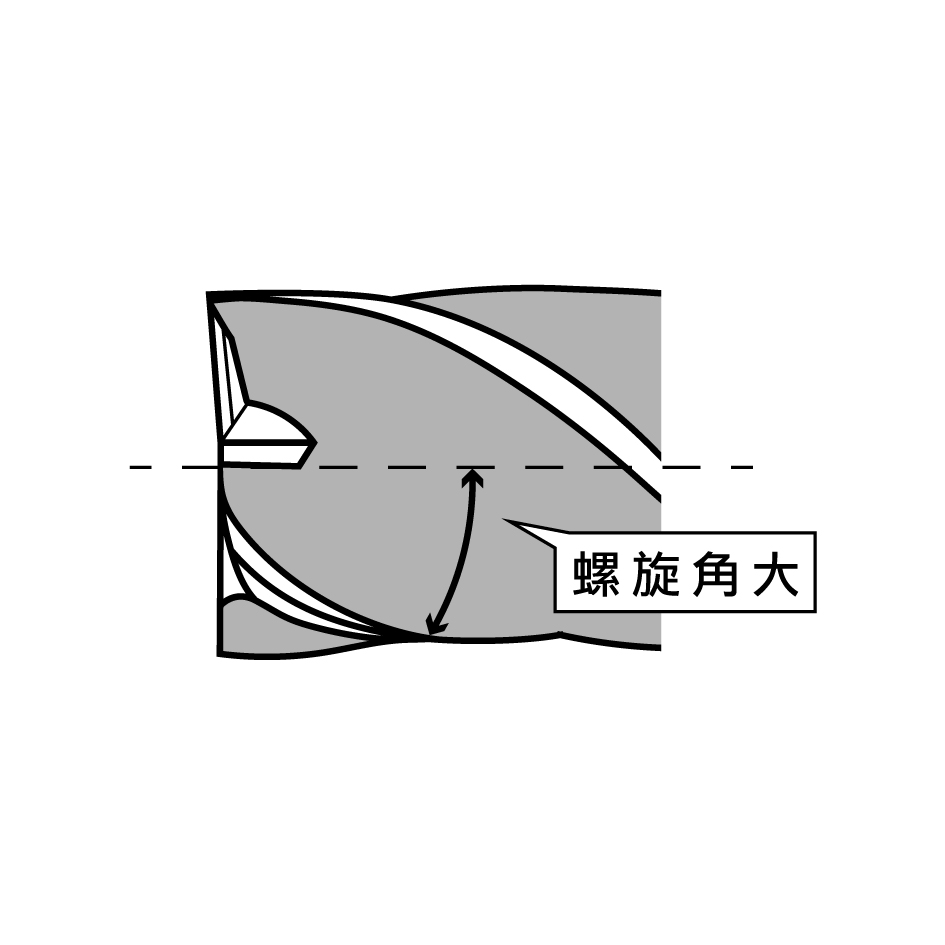
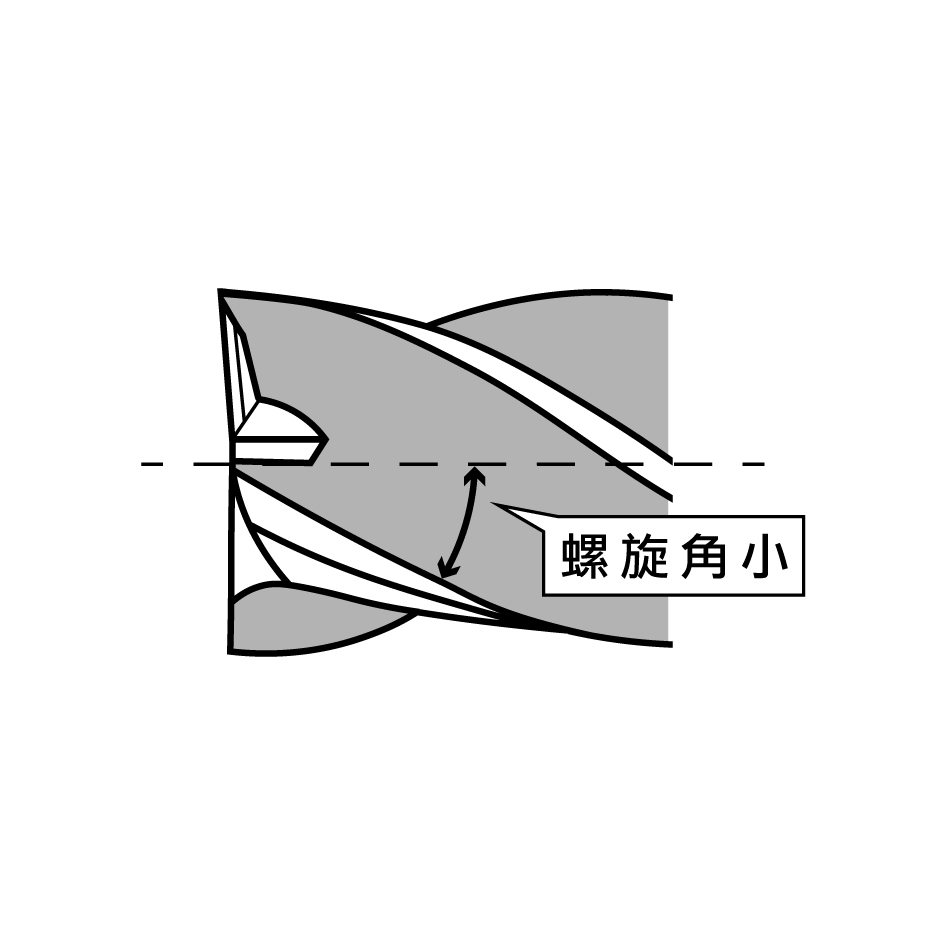
มีดล้างปลายมุมเกลียว
มุมเกลียวใหญ่: ความแข็งแกร่งน้อยกว่า เหมาะสำหรับงานตกแต่งด้านข้าง
มุมเกลียวเล็ก: มีความแข็งแกร่งดีกว่า เหมาะสำหรับการประมวลผลร่องลึก
วัสดุเครื่องมือทั่วไป
1.ตัวเรือนเพชรเผา
2. ตัวเครื่องเผาผนึก cBN
3. เซรามิกส์
4. เซรามิกโลหะ
5. ซีเมนต์คาร์ไบด์
6. เหล็กกล้าเครื่องมือความเร็วสูง (HSS)
การเลือกใช้จะขึ้นอยู่กับความแข็ง ความเหนียว ความทนทานต่อความร้อน ความทนทานต่อตัวทำละลาย และวัสดุที่ตรงกับชิป (ตัวอย่าง: แม้ว่าเพชรจะแข็ง แต่ก็ไม่เหมาะสำหรับการตัดเหล็กกล้าคาร์บอน เพชรจะทำปฏิกิริยากับคาร์บอนในเหล็กกล้าคาร์บอนและทำให้มีอายุการใช้งานสั้นลง)
การใช้งานเครื่องมือ
ความเร็วในการตัด คือ ความเร็วที่เครื่องมือกระทำกับเครื่องมือ โดยทั่วไปหน่วยจะแสดงเป็น m/min เมื่อใช้เครื่องมือหมุนสำหรับการตัด ความเร็วรอบของเส้นผ่านศูนย์กลางภายนอกของเครื่องมือเมื่อหมุนหนึ่งวงกลมจะเป็นความเร็วในการตัด เนื่องจากวัสดุจะกลายเป็นความเร็วรอบเส้นรอบวงของจุดตัดเมื่อหมุน ความเร็วในการตัดจึงเรียกอีกอย่างหนึ่งว่าความเร็วรอบเส้นรอบวง
การตัดแบ่งออกเป็นการตัดต่อเนื่อง และการตัดแบบเป็นช่วงๆ การตัดต่อเนื่องมีแรงกระแทกเล็กน้อย แต่ความร้อนจะสะสมในระหว่างการประมวลผลต่อเนื่อง การตัดแบบไม่ต่อเนื่องมีแรงกระแทกที่มาก (เนื่องจากกระบวนการนี้เกี่ยวข้องกับการป้อนหลายครั้ง) แต่กระบวนการประมวลผลจะไม่ก่อให้เกิดความร้อนมากเท่ากับการสึกหรอจากการตัดอย่างต่อเนื่อง
ความแข็งแกร่งของเครื่องมือ
หากความแข็งของเครื่องมือน้อยเกินไป จะทำให้เกิดการสั่นสะเทือนในระหว่างกระบวนการตัดเฉือน ซึ่งไม่เพียงแต่ทำให้เครื่องมือสึกหรอเร็วขึ้นเท่านั้น แต่ยังไม่สามารถบรรลุข้อกำหนดความแม่นยำในการตัดเฉือนได้อีกด้วย
ความแข็งแกร่งของฐานรองรับที่ยึดเครื่องมือ เครื่องจักร และชิ้นงานก็มีความสำคัญเช่นกัน หากชิ้นงานไม่แข็งพอ สามารถลดแรงกระแทกได้โดยการยึดจับ หากไม่สามารถยึดโครงสร้างได้ จำเป็นต้องใช้เครื่องมือที่มีความคมมากที่สุด เพื่อลดภาระในการตัดและป้องกันการเสียรูปของชิ้นงาน